一种工件的自定心夹紧装置的制作方法
1.本实用新型属于工件加工领域,具体涉及一种工件的自定心夹紧装置。
背景技术:
2.工件加工时,需要进行钻孔、攻牙等工序,这些工件只能通过夹持外径来进行相应的加工,但是这些工件的外径有大有小,直径大小差别很大,一般的夹持工装无法满足大范围的外径变化;夹持工装固定在工作台上时,需要先对工件的圆心进行校正;圆心校正时,先将夹持工装放置在工作台上,然后夹持工件,再从工件上进行圆心校正,最后再经螺钉将夹持工装固定在工作台上;每一工件加工都需要校圆,然后再经压板、螺丝和垫块进行压紧,方可进行加工,这样耗时较长,生产效率低,有待进一步改进。
技术实现要素:
3.本实用新型的目的是克服现有技术的缺点,提供一种工件的自定心夹紧装置。
4.本实用新型采用如下技术方案:
5.一种工件的自定心夹紧装置,包括定位台、设置在定位台上用于夹紧工件的夹紧机构和设置在定位台连接并使多个夹紧机构同步动作的同步机构,夹紧机构包括可转动圆周分布在定位台上的多个转动杆和可来回移动设置在转动杆上夹紧工件的夹紧件,夹紧件包括与转动杆螺纹连接的卡座和设置在卡座上以夹紧工件的卡爪。
6.进一步的,所述同步机构包括设置在定位台上的第一锥齿轮和分别设置在多个夹紧机构的转动杆上与第一锥齿轮配合的第二锥齿轮。
7.进一步的,所述夹紧机构还包括可转动设置在相邻两转动杆之间的调整杆,所述同步机构还包括设置在调整杆上与第一锥齿轮配合的第三锥齿轮,转动一调整杆带动其上的第三锥齿轮转动,进而带动第一锥齿轮转动使第二锥齿轮转动使夹紧件移动以夹紧工件。
8.进一步的,所述夹紧机构还包括用于转动调整杆的转动手柄。
9.进一步的,所述定位台包括形成在其中心位置用于安装第一锥齿轮的安装槽、从定位台侧边沿其径向向内延伸与安装槽连通用于安装转动杆的第一腔体和从定位台侧边沿其径向向内延伸与安装槽连通用于安装调整杆的第二腔体。
10.进一步的,所述第一腔体包括设置在定位台上供转动杆转动的转动槽和设置在转动槽顶部供夹紧件来回移动的移动槽。
11.进一步的,还包括设置在定位台上用于密封安装槽的防尘盖。
12.进一步的,所述卡爪经螺栓锁紧在卡座上,所述卡爪上形成供螺栓穿过的让位孔,所述卡座上形成有与让位孔相对的螺孔,所述螺栓穿过让位孔与螺孔配合将卡爪固定在卡座上。
13.进一步的,所述卡座的顶面形成有沿卡座移动方向间隔分布的多个的定位槽,所述卡爪底部形成有可嵌入定位槽中的定位块。
14.进一步的,所述卡爪包括与卡座连接的连接块和设置在连接块上用于夹紧工件的夹块,所述让位孔设置在连接块上。
15.由上述对本实用新型的描述可知,与现有技术相比,本实用新型的有益效果是:夹紧机构包括多个圆周分布的转动杆,转动杆上设置有与其螺纹连接的夹紧件,经同步机构使多个转动杆同时转动,以带动多个夹紧件同时动作,在完成对工件夹紧的同时也可完成对工件圆心的校正,操作简单、耗时少、且能大大提高生产效率;
16.同步机构包括第一锥齿轮、第二锥齿轮和第三锥齿轮,转动调整杆以带动第三锥齿轮转动以使多个第二锥齿轮转动,以带动多个夹紧件同时动作,保证工件圆心校正的准确性;
17.卡座的顶面形成有沿卡座移动方向间隔分布的多个定位槽,卡爪的底部形成有可嵌入定位槽中的定位块,工作时,可根据工件外径的大小,选择适合位置的定位槽,使定位块嵌入定位槽中,完成卡爪的定位,再利用螺栓以锁紧固定卡爪;通过定位槽位置的选择,以满足不同工件大范围的外径变化。
附图说明
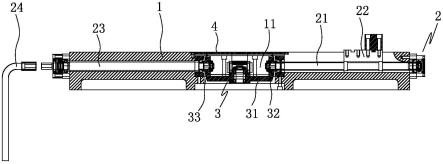
18.图1为本实用新型的结构示意图;
19.图2为夹紧机构的结构示意图;
20.图3为定位台的结构示意图;
21.图4为图3中a-a的截面图;
22.图5为卡爪的第一实施例;
23.图6为卡爪的第二实施例;
24.图7为工件的结构示意图;
25.图中,1-定位台、2-夹紧机构、3-同步机构、4-防尘盖、5-工件、11-安装槽、12-第一腔体、121-转动槽、122-移动槽、13-第二腔体、21-转动杆、22-夹紧件、221-卡座、222-卡爪、2221-连接块、2222-夹块、223-让位孔、224-螺孔、225-定位槽、226-定位块、23-调整杆、24-转动手柄、31-第一锥齿轮、32-第二锥齿轮、33-第三锥齿轮。
具体实施方式
26.以下通过具体实施方式对本实用新型作进一步的描述。
27.参照图1至图7所示,一种工件的自定心夹紧装置,包括定位台1、设置在定位台1上用于夹紧工件5的夹紧机构2和设置在定位台1上连接并使多个夹紧机构2同步动作的同步机构3。
28.定位台1呈圆盘状,经螺钉固定在工作台上。
29.夹紧机构2包括可转动圆周分布在定位台1上的多个转动杆21、可来回移动设置在转动杆21上夹紧工件5的夹紧件22、可转动设置在相邻两转动杆21之间的调整杆23和用于转动调整杆23的转动手柄24,具体的,转动杆21设置有四个,调整杆3设置有四个,转动杆21与调整杆23间隔交替设置在定位台1上;进一步的,定位台1设置有从其侧面沿径向向内延伸用于安装转动杆21的第一腔体12和从其侧面沿其径向向内延伸用于安装调整杆23的第二腔体13,第一腔体12包括设置在定位台1上供转动杆21转动的转动槽121和设置在转动槽
121顶部供夹紧件22来回移动的移动槽122。
30.夹紧件22包括与转动杆21螺纹连接的卡座221和设置在卡座221上以夹紧工件5的卡爪222,具体的,卡爪222经螺栓锁紧在卡座221上,卡爪222上形成有供螺栓穿过的让位孔223,卡座221上形成有与让位孔223相对的螺孔224,该螺栓穿过让位孔223与螺孔224配合将卡爪222固定在卡座221上;本技术的卡爪222结构有两种,第一种,卡爪222为直接与卡座221连接的块体;第二种,卡爪222包括与卡座221连接的连接块2221和设置在连接块2221上用于夹紧工件5的夹块2222,该让位孔223设置在连接块2221上,连接块2221沿定位台1的径向延伸,以增加夹块2222与圆心之间的最大距离,以适应外径大的工件;使用时,可以根据工件5的外径大小,选择相应的卡爪222;进一步的,卡座221的顶面形成有沿卡座221移动方向间隔分布的多个定位槽225,卡爪222的底部形成有嵌入定位槽225中的定位块226,在卡座221的顶面设置多个沿径向延伸的定位槽225,工作时,可根据工件5外径的大小,选择适合位置的定位槽225,使定位块226嵌入定位槽225中,完成卡爪222的定位,再利用螺栓以锁紧固定卡爪222;通过定位槽225位置的选择及卡爪222种类的选择,以满足不同工件5大范围的外径变化。
31.同步机构3包括可转动设置在定位台1上的第一锥齿轮31、分别设置在多个转动杆21端部与第一锥齿轮31配合的第二锥齿轮32和分别设置在多个调整杆23端部与第一锥齿轮31配合的第三锥齿轮33,工作时,通过转动手柄24驱动一调整杆23转动,带动其上的第三锥齿轮33转动,进而带动第一锥齿轮31转动,使多个第二锥齿轮32及其余的第三锥齿轮33转动使夹紧件22移动以夹紧工件5,通过一转动的调整杆23带动多个转动杆22转动,以使多个夹紧件22同步移动,在夹紧工件5的同时也可完成对工件5的自动定心,操作方式简单,耗时少;具体的,定位台1上还包括形成在其中心位置用于安装第一锥形齿轮31的安装槽11和设置在定位台1上用于密封安装槽11的防尘盖4。
32.本技术通过限定夹紧机构2及同步机构3的结构,经调整杆23转动以带动多个转动杆21转动,使多个夹紧件22可同步动作,在夹紧工件5的同时也可完成对工件5的自动定心,操作方式简单,耗时少,以提高生产效率。
33.以上所述,仅为本实用新型的较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1