一种模具组合的制作方法
1.本技术涉及模具加工技术领域,尤其涉及一种模具组合。
背景技术:
2.当下还没有将两种冲压对象冲压以使二者至少一个平面上保持齐平的模具。
技术实现要素:
3.基于以上问题,本技术实施例提供了一种模具组合。
4.本技术实施例提供的技术方案是这样的:
5.本技术实施例提供了一种模具组合,所述模具组合包括第一模具以及第二模具;其中:
6.所述第一模具的第一表面设置有第一冲压对象;所述第一冲压对象上远离所述第一表面的表面叠放有第二冲压对象;
7.所述第二模具设置有凸出部;所述凸出部的高度大于或等于所述第一冲压对象的厚度;所述凸出部面向所述第一模具执行冲压操作结束后,被冲压后的所述第一冲压对象与被冲压后的第二冲压对象无缝配合,并且,被冲压后的所述第一冲压对象以及被冲压后的所述第二冲压对象在第二表面齐平;所述第二表面,包括被冲压后的所述第一冲压对象以及被冲压后的第二冲压对象面向所述第一模具和/或所述凸出部的表面。
8.在一些实施方式中,所述第一模具包括凹入部;所述凹入部与所述凸出部无缝配合;所述凹入部的深度和/或所述凸出部的高度可调。
9.在一些实施方式中,所述凹入部的深度和/或所述凸出部的高度,与所述第一冲压对象和/或第二冲压对象的厚度相关。
10.在一些实施方式中,所述第一模具内还设置有通槽;所述通槽与所述凹入部连通;所述通槽内设置有施力部件;在所述凸出部的高度等于所述第一冲压对象的厚度的情况下,所述施力部件,用于在所述冲压操作结束后将所述凹入部处的冲压余料祛除;所述冲压余料,包括所述第一冲压对象被所述凸出部冲压截断的余料。
11.在一些实施方式中,所述施力部件,包括气压增强组件和/或风力输出组件;所述气压增强组件和/或所述风力输出组件的施力强度,大于或等于所述冲压余料的重力。
12.在一些实施方式中,所述施力部件包括弹性组件。
13.在一些实施方式中,在所述冲压操作未执行时,所述弹性组件与所述第一表面之间的距离为所述第一冲压对象的厚度。
14.在一些实施方式中,所述冲压操作执行时,所述弹性组件与所述第一表面之间的距离,大于或等于所述第一冲压对象的厚度与所述第二冲压对象的厚度之和。
15.在一些实施方式中,所述弹性组件施力结束之后,被冲压后的所述第一冲压对象与被冲压后的第二冲压对象无缝配合,并且,被冲压后的所述第一冲压对象以及被冲压后的所述第二冲压对象在所述第二表面齐平。
16.在一些实施方式中,第一截面的面积大于或等于第二截面的面积;所述第一截面,包括所述凹入部在指定方向的截面;所述第二截面,包括所述通槽在所述指定方向的截面;所述指定方向垂直于所述凸出部向所述凹入部冲压的方向。
17.由以上可知,通过本技术实施例提供的模具组合,在第一模具的第一表面叠放有第一冲压对象以及第二冲压对象的情况下,冲压操作结束之后,冲压后的第一冲压对象与冲压后的第二冲压对象能够在第二表面齐平,且冲压后的第一冲压对象与冲压后的第二冲压对象能够无缝配合。
18.也就是说,在第一冲压对象为移动电子设备的壳体、第二冲压对象移动电子设备的视窗的条件下,通过本技术实施例提供的模具组合的冲压操作,能够实现壳体与任一视窗之间齐平且无缝配合,从而实现了高精度的冲压操作;并且,通过一次冲压操作,能实现第一冲压对象与第二冲压对象之间的无缝配合且在第二表面的齐平,相对于相关技术中的加工流程,还能降低加工成本;与此同时,冲压后的第一冲压对象与冲压后的第二冲压对象之间无缝配合且在第二表面齐平,在很大程度上缩减了第一冲压对象与第二冲压对象之间的落差,改善了移动电子设备的美观性和实用性。
附图说明
19.图1为相关技术中移动电子设备视窗环设在移动电子设备的壳体中的结构示意图;
20.图2为相关技术中加工移动电子设备的壳体与第一视窗的原理示意图;
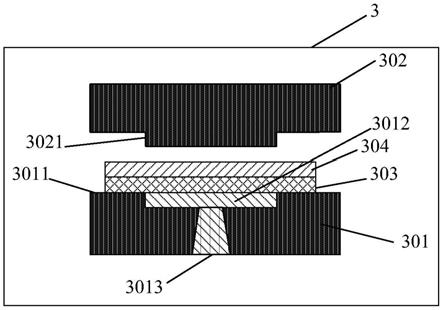
21.图3a为本技术实施例提供的模具组合的第一结构示意图;
22.图3b为本技术实施例提供的凸出部执行冲压操作的结构示意图;
23.图4a为本技术实施例提供的第一冲压对象与第二冲压对象的结构示意图;
24.图4b为本技术实施例提供的第一冲压对象与第二冲压对象叠放的结构示意图;
25.图4c为本技术实施例提供的冲压后的第一冲压对象与冲压后的第二冲压对象的在冲压方向的截面示意图;
26.图4d为本技术实施例提供的冲压后的第一冲压对象与冲压后的第二冲压对象的在第二表面保持齐平和无缝配合状态的结构示意图;
27.图5a为本技术实施例提供的模具组合的第二结构示意图;
28.图5b为本技术实施例提供的模具组合执行冲压操作时的结构示意图;
29.图5c为本技术实施例提供的冲压操作结束凸出部退位后模具组合的结构示意图。
具体实施方式
30.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。
31.应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
32.本技术涉及模具加工技术领域,尤其涉及一种模具组合。
33.在冲压加工技术领域,不同的冲压对象被冲压后,在至少一个平面上保持齐平且能够无缝配合的冲压需求,在越来越多的应用场景中,正在被频繁的提出,比如,移动电子设备上覆盖摄像头的视窗,与环设在视窗周围的移动电子设备的壳体之间凹凸不平,且视
窗与壳体之间密封性差。
34.图1为相关技术中移动电子设备视窗环设在移动电子设备的壳体中的结构示意图。如图1所示,移动电子设备的壳体101中环设有第一视窗102以及第二视窗103,第二视窗103覆盖镜头104。从图1可以看出,第一视窗102与壳体101之间存在明显的第一缝隙105,第二视窗103与壳体101之间存在明显的第二缝隙106,并且,第一视窗102与壳体101、以及第二视窗103与壳体101面向移动电子设备外侧的表面也不平整,这不仅会影响移动电子设备的美观,还会影响镜头104的采光,从而影响移动电子设备图像采集的效果。
35.图2为相关技术中加工移动电子设备的壳体101与第一视窗102的原理示意图。之所以会出现如图1所示的第一视窗102以及第二视窗103与壳体101之间缝隙明显且不能齐平的现象,是由于采用了图2所示的加工技术。
36.如图2所示,第一视窗102由第一构件1021以及第二构件1022组成。在实际加工时,首先根据第二构件1022确定壳体101上开设的通孔1011的尺寸和形状,然后选择对应尺寸和形状的模具冲压壳体101,得到通孔1011,再将第二构件1022设置在通孔1011中,从而得到图1所示的壳体101与第一视窗102之间的结构。
37.基于以上问题,本技术实施例提供了一种模具组合3,图3a为本技术实施例提供的模具组合3的第一结构示意图,如图3a所示,模具组合3可以包括第一模具301以及第二模具302;其中:
38.第一模具301的第一表面3011设置有第一冲压对象303;第一冲压对象303上远离第一表面3011的表面叠放有第二冲压对象304;第二模具302设置有凸出部3021;凸出部3021的高度大于或等于第一冲压对象303的厚度;凸出部3021面向第一模具301执行冲压操作结束后,被冲压后的第一冲压对象303与被冲压后的第二冲压对象304无缝配合,并且,被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304在第二表面齐平;第二表面,包括被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304面向第一模具301和/或凸出部3021的表面。
39.在一种实施方式中,第一冲压对象303以及第二冲压对象304的材质可以是不同的;示例性的,第一冲压对象303以及第二冲压对象304的厚度可以是相同的;示例性的,第一冲压对象303以及第二冲压对象304的透光率可以是不同的,其中,第一冲压对象303的透光率可以小于第二冲压对象304的透光率;示例性的,第一冲压对象303可以是移动电子设备的壳体101,第二冲压对象304的透光率,可以与第一视窗102和/或第二视窗103的透光率相同。示例性的,第一冲压对象303可以为麦拉(mylar)片,第二冲压对象304可以为透镜(lens)片。
40.在一种实施方式中,第一冲压对象303以及第二冲压对象304的坚硬程度可以相同,也可以不同。
41.在一种实施方式中,第一表面3011还可以放置多个其它冲压对象。本技术实施例对此不作限定。
42.在一种实施方式中,凸出部3021向第一模具301执行冲压操作之前,可以预先设置凸出部3021相对于第一模具301的位置,以提高凸出部3021冲压操作的准确性。
43.在一种实施方式中,冲压操作结束后,第一冲压对象303以及第二冲压对象304中与凸出部3021相对的位置被冲压切断,被冲压后的第一冲压对象303以及被冲压后的第二
冲压对象304在第二表面齐平;示例性的,在第二表面为面向第一模具301的表面、或者为面向第二模具302的表面时,被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304的在一个平面达到齐平状态,此时,第一冲压对象303与第二冲压对象304的厚度可以是不同的;示例性的,在第二表面包括面向第一模具301的表面、以及面向第二模具302的表面时,被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304的在两个侧面同时达到齐平状态,此时,第一冲压对象303的厚度可以与第二冲压对象304的厚度相同。
44.在本技术实施例中,第一模具301以及第二模具302的硬度,可以均大于第一冲压对象303以及第二冲压对象304的硬度。并且,凸出部3021的半径以及形状可以是可调的,示例性的,凸出部3021的半径以及形状,可以根据实际冲压的需求而设置;示例性的,凸出部3021与第一模具301的凹陷部分可以无缝配合,如此才能实现冲压后的第一冲压对象303以及冲压后的第二冲压对象304之间无缝配合。
45.在本技术实施例中,冲压操作,也可以是通过保持凸出部3021静止,而控制第一模具301向凸出部3021快速移动实现的。
46.图3b为本技术实施例提供的凸出部3021执行冲压操作的结构示意图。在图3b中,第一冲压对象303的厚度与第二冲压对象304的厚度相同,冲压操作结束之后,冲压后的第一冲压对象303与冲压后的第二冲压对象304无缝配合,并且,冲压后的第一冲压对象303与冲压后的第二冲压对象304在面向第一模具301的表面、以及面向第二模具302的表面均保持齐平状态。
47.图4a为本技术实施例提供的第一冲压对象303与第二冲压对象304的结构示意图。如图4a所示,第一冲压对象303面向第二冲压对象304的表面、以及远离第二冲压对象304的表面,均可以是平滑的;第二冲压对象304面向第一冲压对象303的表面、以及远离第一冲压对象303的表面,均可以是平滑的。
48.图4b为本技术实施例提供的第一冲压对象303与第二冲压对象304叠放的结构示意图。如图4b所示,第一冲压对象303远离第二冲压对象304的表面,可以与第一表面3011抵靠接触;第二冲压对象304放置在第一冲压对象303远离第一表面3011的表面。
49.图4c为本技术实施例提供的冲压后的第一冲压对象303与冲压后的第二冲压对象304的在冲压方向的截面示意图。如图4c所示,冲压后的第一冲压对象303与冲压后的第二冲压对象304之间无缝配合,并且,二者在垂直于冲压方向的两个表面上均处于齐平状态。
50.图4d为本技术实施例提供的冲压后的第一冲压对象303与冲压后的第二冲压对象304在第二表面保持齐平的结构示意图。如图4d所示,冲压后的第一冲压对象303与冲压后的第二冲压对象304之间无缝配合且在第二表面保持齐平状态。
51.示例性的,为了改善冲压后的第一冲压对象303与冲压后的第二冲压对象304之间无缝配合的牢固程度,可以通过超声波焊接工艺对冲压后的第一冲压对象303与冲压后的第二冲压对象304进行加固。
52.由以上可知,通过本技术实施例提供的模具组合3,在第一模具301的第一表面3011叠放有第一冲压对象303以及第二冲压对象304的情况下,冲压操作结束之后,冲压后的第一冲压对象303与冲压后的第二冲压对象304能够在第二表面齐平,且冲压后的第一冲压对象303与冲压后的第二冲压对象304能够无缝配合。
53.也就是说,在第一冲压对象303为壳体101、第二冲压对象304为第一视窗102或第
二视窗103的条件下,通过本技术实施例提供的模具组合3的冲压操作,能够实现壳体101与任一视窗之间齐平且无缝配合,从而实现了高精度的冲压操作;并且,通过一次冲压操作,能实现第一冲压对象303与第二冲压对象304之间的无缝配合且在第二表面的齐平,相对于相关技术中的加工程序,还能降低加工成本;与此同时,冲压后的第一冲压对象303与冲压后的第二冲压对象304之间无缝配合且在第二表面齐平,在很大程度上缩减了第一冲压对象303与第二冲压对象304之间的落差,改善了移动电子设备的美观性和实用性。
54.如图3a所示,在本技术实施例中,模具组合3中的第一模具301,还可以包括凹入部3012,凹入部3012与凸出部3021无缝配合;凹入部3012的深度和/或所述凸出部3021的高度可调。
55.在一种实施方式中,为了实现凹入部3012与凸出部3021之间的无缝配合,凹入部3012的形状以及尺寸,可以跟随凸出部3021的形状以及尺寸同步调整;示例性的,凹入部3012的形状以及尺寸、与凸出部3021的形状以及尺寸,均可以根据冲压操作的实际需求而调整。也就是说,通过本技术实施例提供的模具组合3,可以实现对冲压对象的各种形状和/或尺寸的冲压,并且,冲压后的冲压对象可以基于各种形状和/或尺寸实现无缝配合且保持第二表变的持平。
56.在一种实施方式中,在凹入部3012的深度确定的情况下,凸出部3021的高度可以大于或等于凹入部3012的深度。
57.由以上可知,本技术实施例提供的模具组合3,由于凹入部3012以及凸出部3021的高度可调,因此,通过调整二者的高度,就可以实现对各种厚度的冲压对象的冲压操作,这样不仅能够实现冲压后的冲压对象处于无缝配合以及第二表面的齐平,还能改善冲压操作的灵活度。
58.本技术实施例提供的模具组合3中,凹入部3012的深度和/或凸出部3021的高度,与第一冲压对象303和/或第二冲压对象304的厚度相关。
59.示例性的,在第一冲压对象303与第二冲压对象304的厚度不同的情况下,凹入部3012的深度可以大于或等于第一冲压对象303与第二冲压对象304的厚度之和,凸出部3021的高度,可以大于或等于凹入部3012的深度。
60.示例性的,在第一冲压对象303与第二冲压对象304的厚度相同的情况下,凹入部3012的深度可以与凸出部3021的高度相等,且均为第一冲压对象303或第二冲压对象304的厚度;示例性的,在第一冲压对象303与第二冲压对象304的厚度相同的情况下,凹入部3012的深度也可以大于或等于第一冲压对象303与第二冲压对象304的厚度之和,凸出部3021的高度,可以大于或等于凹入部3012的深度。
61.由以上可知,本技术实施例提供的模具组合3中凹入部3012的深度和/或凸出部3021的高度,与第一冲压对象303和/或第二冲压对象304的厚度有关,如此,就可以根据第一冲压对象303和/或第二冲压对象304的厚度,调整凹入部3012的深度和/或凸出部3021的高度,从而改善冲压操作的灵活性和多样性。
62.如图3a所示,在本技术实施例中,第一模具301内还设置有通槽3013;通槽3013与凹入部3012连通;通槽3013内设置有施力部件(图3a未示出);在凸出部3021的高度等于第一冲压对象303的厚度的情况下,施力部件,用于在冲压操作结束后将凹入部3012处的冲压余料祛除;冲压余料,包括第一冲压对象被凸出部3021冲压截断的余料。
63.在一种实施方式中,通槽3013的立体几何形状,可以与凹入部3012的立体几何形状不同,本技术实施例对此不作限定。
64.在一种实施方式中,施力部件,可以是固定设置在通槽3013内的,也可以是活动设置在通槽3013内的;示例性的,施力部件,可以与第一模具301一体化设置,也可以是与第一模具301相互独立的部件。
65.在一种实施方式中,在凸出部3021的高度等于第一冲压对象303的厚度的情况下,凹入部3012的深度可以与凸出部3021的高度相等,此时,第一冲压对象303的厚度可以大于或等于第二冲压对象304的厚度。
66.在一种实施方式中,冲压操作结束之后,第二模具302可以退位至冲压操作执行之前的位置,此时,第一表面3011放置有冲压之后的第一冲压对象303以及冲压之后的第二冲压对象304;而在凹入部3012面向第二模具的表面,可以放置有冲压余料。
67.在一种实施方式中,施力部件可以对冲压余料施力,以使冲压余料离开第凹入部3012,从而为下一次冲压操作的执行提供空间。
68.由以上可知,本技术实施例提供的模具组合3中,第一模具301的通槽3013中设置的施力部件,在冲压操作结束之后,能够将冲压余料及时祛除,从而能够改善冲压操作的执行效率。
69.在本技术实施例中,施力部件,包括气压增强组件和/或风力输出组件;气压增强组件和/或风力输出组件的施力强度,大于或等于冲压余料的重力。
70.在一种实施方式中,风力输出组件,可以包括风扇;气压增强组件,可以包括增强通槽3013内的气压以祛除冲压余料的组件。
71.在一种实施方式中,由于冲压操作结束之后,冲压余料与凹入部3012之间也处于无缝配合状态,因此,气压增强组件和/或风力输出组件的施力强度,可以大于或等于冲压余料的重力以及冲压余料与凹入部3012之间的摩擦力之和。
72.在一种实施方式中,冲压余料与凹入部3012之间的摩擦力可以忽略不计的情况下,气压增强组件和/或风力输出组件的施力强度,可以等于冲压余料的重力。
73.由以上可知,本技术实施例提供的模具组合3中,第一模具301的通槽3013中设置的施力部件可以为风力输出组件和/或气压增强组件,从而实现了对冲压余料的灵活祛除。
74.在本技术实施例中,施力部件还包括弹性组件。
75.示例性的,弹性组件可以包括橡胶或弹簧。如此,通过弹性组件的弹性势能,就能够灵活的祛除冲压余料。
76.在本技术实施例提供的模具组合3中,第一截面的面积大于或等于第二截面的面积;第一截面,包括凹入部3012在指定方向的截面;第二截面,包括通槽3013在指定方向的截面;指定方向垂直于凸出部3021向凹入部3012冲压的方向。
77.示例性的,在第一截面的面积大于第二截面的面积的情况下,模具组合3可以如图3a或图3b所示的结构,在这种情况下,凸出部3021可以按照凹入部3012的深度执行冲压操作,从而减少了对凸出部3021高度的限制。
78.示例性的,在第一截面的面积等于第二截面的面积的情况下,模具组合3的结构可以如图5a所示,图5a为本技术实施例提供的模具组合3的第二结构示意图。
79.如图5a所示,第二模具302可以仅包括凸出部3021;第一截面与第二截面的面积大
小可以相等、且第一截面的形状与第二截面的形状也可以相同,也就是说,在第一截面与第二截面相同的情况下,凹入部3012与通槽3013可以是一体的。
80.示例性的,第一截面与第二截面的形状和/或面积,也可以根据实际冲压的需要灵活调整,从而进一步改善了冲压操作的灵活性,拓宽了模具组合3的应用范围。
81.在本技术实施例中,弹性组件3014可以如图5a所示,在冲压操作未执行时,弹性组件3014与第一表面3011之间的距离可以为第一冲压对象303的厚度。
82.示例性的,施力部件还可以包括施力壳体3015,弹性组件3014可以设置在施力壳体3015内部的中空区域,并且,施力壳体3015可以填充通槽3013的整个空间。示例性的,施力壳体3015可以是硬质材料构成,从而能够在冲压方向的反方向上施力均匀。
83.示例性的,冲压操作未执行时,弹性组件3014与第一表面3011之间的距离,可以与第一冲压对象303的厚度不相等。
84.由以上可知,在本技术实施例中,在冲压操作未执行时,若弹性组件3014与第一表面3011之间的距离为第一冲压对象303的厚度,那么,在凸出部3021冲压至凹入部3012时,冲压后的第一冲压对象303可以立即与弹性组件3014抵触相接,从而可以为凸出部3021的冲压操作提供缓冲,减少凸出部3021的冲压深度。
85.在本技术实施例中,冲压操作执行时,弹性组件3014与第一表面3011之间的距离,大于或等于第一冲压对象303的厚度与第二冲压对象304的厚度之和。
86.图5b为本技术实施例提供的模具组合3执行冲压操作时的结构示意图。如图5b所示,冲压操作执行时,弹性组件3014外围的施力壳体3015与第一表面3011之间的举例,大于第一冲压对象303的厚度与第二冲压对象304的厚度之和,此时弹性组件3014通过施力壳体3015与冲压余料抵靠接触,并且,在凸出部3021无法自动退位的情况下,弹性组件3014的弹力,可以大于或等于凸出部3021的重力、冲压后的第一冲压对象303与凹入部3012之间的摩擦力、冲压后的第二冲压对象304与凹入部3012之间的摩擦力、以及冲压后的第一冲压对象303和冲压余料的重力之和。
87.由以上可知,本技术实施例提供的模具组合3,冲压操作执行时,弹性组件3014与第一表面3011之间的距离,大于或等于第一冲压对象303的厚度与第二冲压对象304的厚度之和,从而使得弹性区间3014的弹性势能被充分激发,有利于凸出部3021的退位、以及冲压余料的祛除,进而能够提高冲压效率。
88.在本技术实施例中,弹性组件3014施力结束之后,被冲压后的第一冲压对象303与被冲压后的第二冲压对象304无缝配合,并且,被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304在第二表面齐平。
89.图5c为本技术实施例提供的冲压操作结束凸出部3021退位后模具组合3的结构示意图。
90.在一种实施方式中,凸出部3021的冲压操作结束之后,可以自动退位,示例性的,凸出部3021的退位操作结束之后,被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304可以在第二表面齐平。
91.在一种实施方式中,凸出部3021的冲压操作结束之后,可以在施力部件的弹性组件3014的施力作用下退位,示例性的,弹性组件3014的施力过程,可以持续至被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304在第二表面齐平结束。
92.示例性的,在凸出部3021的退位操作结束之后,紧密配合的且在第二表面齐平的、被冲压后的第一冲压对象303以及被冲压后的第二冲压对象304被移动离开第一表面3011之后,施力部件中的弹性组件3014可以继续向冲压余料施力。
93.由以上可知,本技术实施例提供的模具组合3,弹性组件3014施力结束之后,被冲压后的第一冲压对象303与被冲压后的第二冲压对象304处于无缝配合状态、并且二者在第二表面齐平。也就是说,弹性组件3014的施力过程,持续至被冲压后的第一冲压对象303与被冲压后的第二冲压对象304之间的配合程度满足冲压要求为止,从而能够提高冲压操作的效率。
94.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
95.上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。
96.以上仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1