一种自动吹气安装结构及CNC加工设备的制作方法
一种自动吹气安装结构及cnc加工设备
技术领域
1.本实用新型属于cnc加工技术领域,尤其涉及一种自动吹气安装结构及cnc加工设备。
背景技术:
2.一般cnc加工通常是指计算机数字化控制精密机械加工,cnc加工设备包括cnc加工车床、cnc加工铣床、cnc加工镗铣床等。cnc加工设备加工工件时,工件的加工面上会粘附有废屑和切削液。为了不影响下一工件的加工,通常需要停机,由操作人员手动使用气枪吹气、清除工件加工时粘附的废屑和切削液。这无疑会导致机台稼动率和人员利用率降低,进而降低了生产效率,增加了生产成本。
技术实现要素:
3.旨在克服上述现有技术中存在的不足,本实用新型解决的技术问题是,提供了一种自动吹气安装结构及cnc加工设备;可在工件加工完成后,自动清除工件加工时粘附的废屑和切削液,增加机台稼动率、提高生产效率、降低生产成本。
4.为解决上述现有技术中的存在的技术问题,本实用新型实施例提供了一种自动吹气安装结构,包括安装固定件、吹气管和控制阀;所述安装固定件包括本体和设置于所述本体上用于夹紧固定所述吹气管的夹紧结构;
5.所述本体上设有竖向延伸的长条形安装孔,且所述长条形安装孔呈阶梯状结构;
6.所述控制阀设置在所述吹气管上;或者,所述控制阀设置在与所述吹气管连接的气源管路上。
7.进一步,所述夹紧结构包括两个间隔设置于所述本体的第一侧部的夹紧臂,一紧固件穿过一个所述夹紧臂与另一个所述夹紧臂螺纹连接;两个所述夹紧臂相配合夹紧所述吹气管。
8.进一步,两个所述夹紧臂相对的侧部上均设有与所述吹气管的周部相适配的弧形槽。
9.进一步,所述夹紧结构和所述本体为一体成型结构。
10.进一步,两个所述夹紧臂之间形成槽口,所述第一侧部上设有与所述槽口对应连通以增加所述夹紧臂弹性的凹槽。
11.进一步,所述夹紧结构包括固设于所述本体的第一侧部的静夹紧块和滑设于所述本体的第一侧部的动夹紧块;至少两个紧固件穿过所述动夹紧块与所述静夹紧块螺纹连接;所述静夹紧块和所述动夹紧块相配合夹紧所述吹气管。
12.进一步,所述静夹紧块和所述动夹紧块相对的侧部上均设有与所述吹气管的周部相适配的弧形槽。
13.进一步,所述本体的第二侧部设有两个定位凸起,两个所述定位凸起之间形成定位凹腔;所述第一侧部和所述第二侧部相对设置。
14.本实用新型实施例还提供了一种cnc加工设备,包括设备主体;还包括所述的自动吹气安装结构,所述安装固定件可拆卸安装在所述设备主体的加工主轴的一侧。
15.由于采用了上述技术方案,取得的有益效果如下:
16.本实用新型中的自动吹气安装结构,包括安装固定件、吹气管和控制阀;安装固定件包括本体和设置于本体上用于夹紧固定吹气管的夹紧结构;控制阀设置在吹气管上;或者,控制阀设置在与吹气管连接的气源管路上。cnc加工设备包括设备主体和自动吹气安装结构,安装固定件可拆卸安装在设备主体的加工主轴的一侧。工件加工完成后,控制阀自动开启,由气源管路输送的气体经吹气管向工件吹气,自动清除工件加工时粘附的废屑和切削液,清除完毕后,控制阀自动关闭。整个过程取消了人工手动取气枪/吹产品/吹治具/放气枪动作;增加了机台稼动率、提高了生产效率、降低了生产成本。
附图说明
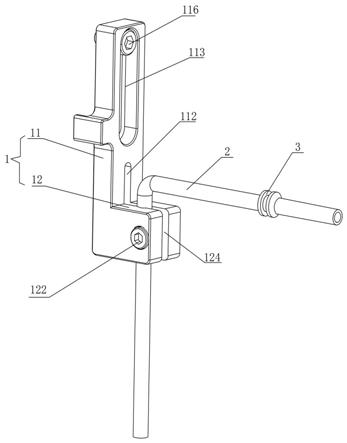
17.图1是本实用新型自动吹气安装结构结构示意图;
18.图2是图1的结构分解图;
19.图3是图2中安装固定件的结构示意图;
20.图4是图1中夹紧结构处的剖视图;
21.图中:1
‑
安装固定件,11
‑
本体,111
‑
第一侧部,112
‑
凹槽,113
‑
长条形安装孔,114
‑
第二侧部,115
‑
定位凸起,116
‑
紧固螺钉,12
‑
夹紧结构,121
‑
夹紧臂,122
‑
紧固件,123
‑
弧形槽,124
‑
槽口,2
‑
吹气管,3
‑
控制阀。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.实施例一:
24.由图1至图4共同所示,本实施例公开了一种自动吹气安装结构,包括安装固定件1、吹气管2和控制阀3。安装固定件1包括本体11和设置于本体11上用于夹紧固定吹气管2的夹紧结构12;控制阀3设置在吹气管2上;或者,控制阀3设置在与吹气管2连接的气源管路上。
25.本实施例中,夹紧结构12包括两个间隔设置于本体11的第一侧部111的夹紧臂121,一紧固件122(螺钉)穿过一个夹紧臂121与另一个夹紧臂121螺纹连接;两个夹紧臂121相配合夹紧吹气管2。
26.为了防止吹气管2夹紧时发生打滑、影响夹紧的稳固性;本实施例作了进一步改进,在两个夹紧臂121相对的侧部上均设置上与吹气管2的周部相适配的弧形槽123。
27.本实施例中,夹紧结构12和本体11为一体成型结构。两个夹紧臂121之间形成槽口124,第一侧部111上设有与槽口124对应连通以增加夹紧臂121弹性的凹槽112。安装固定件1整体呈l形结构,本体11为l形结构的竖直部,夹紧结构12为l形结构的水平部。
28.还有一些实施例中,夹紧结构12包括固设于本体11的第一侧部111的静夹紧块和滑设于本体11的第一侧部111的动夹紧块;至少两个紧固件穿过动夹紧块与静夹紧块螺纹
连接;静夹紧块和动夹紧块相配合夹紧吹气管2。两个紧固件位于吹气管2的两侧。同理,静夹紧块和动夹紧块相对的侧部上均设有与吹气管2的周部相适配的弧形槽123。
29.为了提高自动吹气安装结构安装的便携性;本实施例作了进一步改进,本体11上设有竖向延伸的长条形安装孔113,且长条形安装孔113呈阶梯状结构。利用长条形安装孔113和穿设在长条形安装孔113上的紧固螺钉116,可实现安装位置的调整,增加适配性。
30.安装时,为了确保安装的精度和垂直度;本实施例在本体11的第二侧部114上设置两个沿水平方向间隔排布的定位凸起115,两个定位凸起115之间形成定位凹腔(用于与设备主体上的凸台相配合,以防安装固定件1在安装时绕紧固螺钉发生偏转影响安装精度。)第一侧部111和第二侧部114相对设置。还有一些实施例中,长条形安装孔113上的紧固螺钉116设置有两个,以防安装固定件1在安装时发生偏转。
31.本实施例还公开了一种cnc加工设备,包括设备主体和上述的自动吹气安装结构,安装固定件1可拆卸安装在设备主体的加工主轴的一侧。
32.工件加工完成后,控制阀3自动开启,由气源管路输送的气体经吹气管2向工件吹气,自动清除工件加工时粘附的废屑和切削液,清除完毕后,控制阀3自动关闭。整个过程取消了人工手动取气枪/吹产品/吹治具/放气枪动作;增加了机台稼动率、提高了生产效率、降低了生产成本。
33.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1