磨齿工装的制作方法
1.本实用新型涉及磨齿机领域,特别是涉及一种装配在磨齿机上的磨齿工装。
背景技术:
2.利用磨齿机对齿轮的轮齿进行磨削加工的过程叫做磨齿。现有的磨齿机一般通过液压工装夹具的胀紧套对齿轮进行胀紧,但是由于现有的工装夹具结构限制,胀紧套长时间实用会磨损,在胀紧套磨损后需要对整套工装夹具进行替换,现有的液压工装夹具内部结构复杂,生产成本非常高。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种磨齿工装,能够优化内部的结构,在胀紧套磨损后可以方便快速更换,结构简单,使用方便,安全可靠。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种磨齿工装,包括具有安装腔的外壳,所述外壳上端安装有定位芯轴,所述定位芯轴外侧套设有胀紧套,所述胀紧套外部套设有齿轮工件,所述安装腔内固设有活塞,所述活塞内具有腔体,所述腔体内活动设置有活塞杆,所述定位芯轴内活动穿设有拉杆,所述拉杆下端与活塞杆可拆卸式连接,所述拉杆上具有压头,所述压头的下端面与胀紧套的顶部端面接触,所述活塞杆将腔体分隔为上腔和下腔,所述外壳上开设有与上腔连通的进油口以及与下腔连通的泄压口,所述进油口进油进入上腔并推动活塞杆下移使拉杆的压头下压胀紧套,从而使胀紧套向外变形以胀紧齿轮工件。
5.在本实用新型一个较佳实施例中,所述活塞杆上端具有阶梯状端面,所述阶梯状端面与上腔呈间隙设置,所述上腔的油液通过阶梯状端面下压活塞杆。
6.在本实用新型一个较佳实施例中,所述活塞杆下端和外壳之间连接有用于活塞杆复位的弹簧。
7.在本实用新型一个较佳实施例中,所述活塞杆的下端开设有导向孔,所述外壳内安装有导向销,所述导向销上端部分伸入导向孔使活塞杆沿定位销上下移动。
8.在本实用新型一个较佳实施例中,所述活塞杆上端螺纹连接有连杆,所述连杆上端与拉杆螺纹连接。
9.在本实用新型一个较佳实施例中,所述压头为t字形压头。
10.在本实用新型一个较佳实施例中,所述外壳上还螺纹连接有拉杆限位螺丝,所述拉杆限位螺丝的前端压紧拉杆的外壁以限制拉杆转动。
11.在本实用新型一个较佳实施例中,所述胀紧套的右端和下端贴设在定位芯轴上。
12.在本实用新型一个较佳实施例中,所述外壳包括底座和头座,所述底座和头座相连接,所述定位芯轴通过锁紧螺丝安装在头座上端,所述进油口和泄压口开设在底座上,所述活塞通过螺钉固连在底座上。
13.在本实用新型一个较佳实施例中,所述底座的下端安装有底座适配器,所述底座
安装在磨齿机上,所述底座适配器与磨齿机的夹紧机构配合连接。
14.本实用新型的有益效果是:本实用新型磨齿工装,能够优化内部的结构,在胀紧套磨损后可以方便快速更换,结构简单,使用方便,安全可靠。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
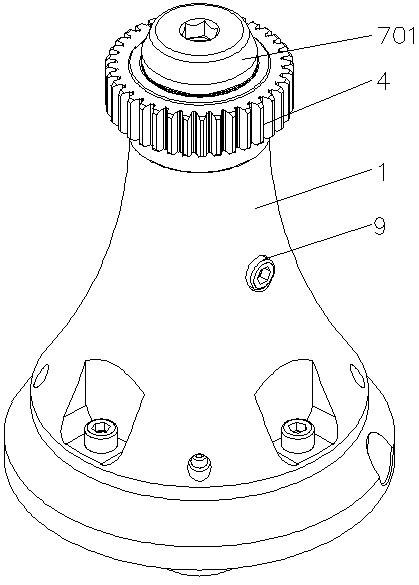
16.图1是本实用新型磨齿工装一较佳实施例的立体结构示意图;
17.图2是图1的主视图;
18.图3是图1的仰视图;
19.图4是图1的俯视图;
20.图5是图2的剖视图;
21.图6是图3的b-b向剖视图;
22.图7是图4的d-d向右视图;
23.图8是图5的局部结构示意图;
24.附图中各部件的标记如下:1、外壳,101、进油口,102、泄压口,103、底座,104、头座,105、定位平面,106、方向销,107、锁紧螺栓,2、定位芯轴,3、胀紧套,4、齿轮工件,5、活塞,501、上腔,502、下腔,6、活塞杆,601、阶梯状端面,602、导向孔,603、导向销,7、拉杆,701、压头,8、连杆,9、拉杆限位螺丝,10、底座适配器,1001、连接头部,1002、定位中心部,1003、工装锁紧部,1004、圆柱形连接段,1005、球座,1006、锁紧面,11、弹簧。
具体实施方式
25.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.请参阅图1至图8,一种磨齿工装,包括具有安装腔的外壳1,外壳1上端安装有定位芯轴2,定位芯轴2外侧套设有胀紧套3,胀紧套3外部套设有齿轮工件4,安装腔内固设有活塞5,活塞5内具有腔体,腔体内活动设置有活塞杆6,定位芯轴2内活动穿设有拉杆7,拉杆7下端与活塞杆6可拆卸式连接,拉杆7上具有压头701,压头701的下端面与胀紧套3的顶部端面接触,活塞杆6将腔体分隔为上腔501和下腔502,外壳1上开设有与上腔501连通的进油口101以及与下腔502连通的泄压口102,进油口101进油进入上腔501并推动活塞杆6下移使拉杆7的压头701下压胀紧套3,从而使胀紧套3向外变形以胀紧齿轮工件4。
27.另外,活塞杆6上端具有阶梯状端面601,阶梯状端面601与上腔51呈间隙设置,上腔501的油液通过阶梯状端面601下压活塞杆6。活塞杆6和活塞5之间通过两道y型油封密封,将上腔501和下腔502隔离以及防止上腔501的油液进入外壳1内。油液从进油口101进入上腔501,油液作用在阶梯状端面601使得活塞杆6下移,活塞杆6下移使下腔502的空气通过
泄压口102排出。上腔内还安装堵头将上腔和外壳之间密封。
28.另外,活塞杆6下端和外壳1之间连接有用于活塞杆6复位的弹簧11。释放进油口101的液压油之后,弹簧11推动活塞杆6向上移动,使得拉杆7的压头松开胀紧套3。
29.另外,活塞杆6的下端开设有导向孔602,外壳1内安装有导向销603,导向销603上端部分伸入导向孔602使活塞杆6沿定位销603上下移动。
30.另外,活塞杆6上端螺纹连接有连杆8,连杆8上端与拉杆7螺纹连接。在膨胀套3磨损至需要更换的程度时,转动拉杆7,将拉杆7从连杆8上拧松,然后向上拉出拉杆7,此时将胀紧套3从定位芯轴2上取出,更换新的胀紧套3,接着将拉杆7再插如定位芯轴2并与连杆8拧紧,完成膨胀套3的更换。
31.另外,压头701为t字形压头。
32.另外,外壳1上还螺纹连接有拉杆限位螺丝9,拉杆限位螺丝9的前端压紧拉杆7的外壁以限制拉杆7转动,需要取下拉杆时要先将转动拉杆限位螺丝9使杆限位螺丝9与拉杆7分开。
33.另外,胀紧套3的右端和下端贴设在定位芯轴2上。
34.另外,外壳1包括底座103和头座104,底座103和头座104相连接,定位芯轴2通过锁紧螺丝安装在头座104上端,进油口101和泄压口102开设在底座103上,活塞5通过螺钉固连在底座103上。
35.另外,底座103的下端安装有底座适配器10,底座103安装在磨齿机上,底座103的底面具有与磨齿机配合的定位平面105,底座适配器10安装在底座103的中部,并且与底座103呈垂直向下设置,底座适配器10包括连接头部1001,连接头部1001配合装入底座103,连接头部1001的下端具有定位中心部1002,定位中心部1002的上端面贴合在定位平面105上,定位中心部1002的外径从上到下逐渐变小,定位中心部1002的下端连接有工装锁紧部1003,工装锁紧部1003的上端为与定位中心部1002连接的圆柱形连接段1004,圆柱形连接段1004的下端连接有安装在磨齿机内的球座1005,球座1005的上端具有与圆柱形连接段1004连接的锁紧面1006。
36.另外,底座103上还安装有方向销106,方向销106位于底座适配器10的外侧,方向销106插入配合磨齿机。
37.另外,球座100的底面为平面,左右两侧为弧面。
38.另外,底座适配器10的中心穿设有锁紧螺栓107,锁紧螺栓107的上端与底座103的中部螺纹连接将底座适配器10固连在底座103上。底座适配器10与磨齿机的夹紧机构配合连接。磨齿机为采购的德国burri的bz130蜗杆砂轮磨齿机,该磨齿机上自带的夹紧机构可以与申请的底座以及定位中心部、工装锁紧部和锁紧面适配,确保能将磨齿工装定位夹紧。
39.本实用新型磨齿工装具体工作原理如下:安装完成后将底座适配器10安装在磨合机的夹紧机构上,通过夹紧机构将磨齿工装紧固定位。在胀紧套3的外侧安装齿轮工件4,进油口101通入液压油,液压油通过进油口101进入活塞5的上腔501内,油液与阶梯状端面601作用,油液推动活塞杆6向下移动,活塞杆6带动连杆8和拉杆7下行,压头701下压胀紧套3的上端面使胀紧套3向外胀紧齿轮工件4,然后磨齿机对齿轮工件加工,加工完成后,停止进油口101的供油,油液排出上腔101,活塞杆6在弹簧11的作用下向上移动,压头701松开胀紧套3,胀紧套3松开齿轮工件4,可以将完成加工的齿轮工件4取下,然后更换新的齿轮工件4,重
复上述步骤再次进行齿轮工件4的加工。
40.区别于现有技术,本实用新型磨齿工装,能够优化内部的结构,在胀紧套磨损后可以方便快速更换,结构简单,使用方便,安全可靠。
41.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1