一种涂层台阶钻的制作方法
1.本实用新型涉及机加工刀具技术领域,特别涉及一种涂层台阶钻。
背景技术:
2.在生产中,经常需要加工台阶孔或锥孔,其成型方法较多,比较高效的是用台阶钻加工。但台阶钻加工出的台阶孔和锥孔,其台肩的倾角往往与设计的角度稍有差异,这是由刀具结构和钻头运转惯性决定的,因此在实际生产中,操作人员的操作经验往往决定了台阶孔或锥孔的加工精度。但随着目前产品日益精密化的发展趋势,仅仅依靠操作人员的经验已无法满足市场对产品精度的需求。因此,本实用新型对台阶钻进行改进。
技术实现要素:
3.针对上述现有技术中存在的问题,本实用新型提供一种涂层台阶钻,可为惯性切削预留加工余量,避免成型的台阶孔或锥孔在孔径变化处的尺寸误差,提高台阶钻的钻孔精度,并且刀具具有较高的表面硬度和适当的延展性,刀具的使用寿命长。
4.为解决上述技术问题,本实用新型采取的一种技术方案如下:
5.一种涂层台阶钻,从下到上包括同轴并外径递增的的第一钻体、第二钻体和钻柄,所述第一钻体和所述第二钻体间形成有过渡锥台;所述第一钻体的根部在靠近所述过渡锥台的侧壁上设有弧形的清根槽,所述过渡锥台侧壁的延长线落入所述清根槽的内壁上;所述第一钻体上对称形成有两螺旋环绕其上的切削刃,两所述切削刃的端部在所述第一钻体的端部中心处相交,两所述切削刃间形成有排屑槽;两所述切削刃和排屑槽均穿过所述过渡锥台并延伸到所述第二钻体上。
6.作为对上述技术方案的进一步阐述:
7.在上述技术方案中,所述清根槽的槽深小于所述第一钻体半径的1/18。
8.在上述技术方案中,每个所述切削刃均包括倾斜的刃带,所述刃带的两相对侧分别形成有倾斜的第一前面和倾斜第一后面;所述刃带与所述第一前面形成有第一刃,所述刃带与所述第一后面形成有第二刃;所述第一前面和第一后面均与一所述排屑槽弧面连接。
9.在上述技术方案中,每个所述切削刃上在所述第一后面的旁侧均形成有一个以上去干涉面。
10.在上述技术方案中,所述第一钻体的底端部为锥形结构,两所述切削刃的顶端均不超过所述第一钻体的中心。
11.在上述技术方案中,所述切削刃、排屑槽、第一钻体、过渡锥台、第二钻体、钻柄一体成型;所述切削刃、排屑槽、第一钻体、过渡锥台、第二钻体上涂覆有氮化铝钛涂层。
12.与现有技术相比,本实用新型的有益效果在于:本实用新型通过在台阶钻的第一钻体的根部设置清根槽,可为过渡锥台的惯性切削预留加工余量,避免成型的台阶孔或锥孔在孔径变化处的尺寸误差,提高台阶钻的钻孔精度;通过在切削刃上设置倾斜的第一前
面、第一后面以及若干去干涉面,便于根据加工料件的实际情况调整第一刃和第二刃的切削角度,以便提高切削效率,提升切削表面的光洁度;通过在切削刃上设氮化铝钛涂层,可提升刀具的表面硬度,并具有适当的延展性,可保护切削刃,延长刀具的使用寿命。
附图说明
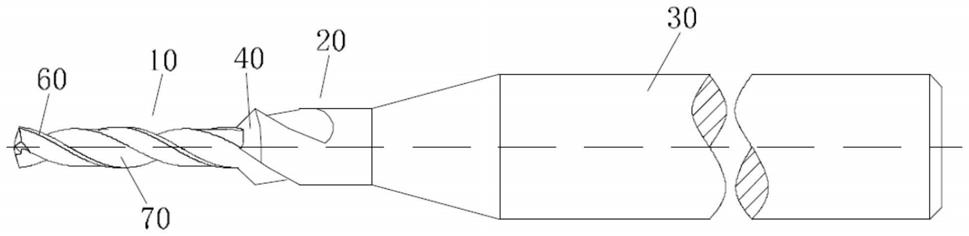
13.图1是本实用新型的结构示意图;
14.图2是本实用新型中清根槽的结构示意图;
15.图4是本实用新型中切削刃的结构示意图;
16.图3是本实用新型中第一钻体的端部正视结构示意图
17.图中:10、第一钻体;20、第二钻体;30、钻柄;40、过渡锥台;50、清根槽;60、切削刃;61、刃带;62、第一前面;63、第一后面;64、第一刃;65、第二刃;66、去干涉面;70、排屑槽、a、偏心距;h、槽深。
具体实施方式
18.下面结合附图对本实用新型作进一步详细的说明。
19.通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“若干个”、“多个”的含义是两个或两个以上,除非另有明确具体的限定。在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
20.如图1-4所示,一种涂层台阶钻,从下到上包括同轴并外径递增的的第一钻体10、第二钻体20和钻柄30,第一钻体10和第二钻体20间形成有过渡锥台40;第一钻体10的根部在靠近过渡锥台40的侧壁上设有弧形的清根槽50,过渡锥台40侧壁的延长线落入清根槽50的内壁上;第一钻体10上对称形成有两螺旋环绕其上的切削刃60,两切削刃60的端部在第一钻体10的端部中心处相交,两切削刃60间形成有排屑槽70;两切削刃60和排屑槽70均穿
过过渡锥台40并延伸到第二钻体20上。
21.如图2所示,进一步的,清根槽50的槽深h小于第一钻体10半径的1/18。
22.可以理解的是,清根槽50为过渡锥台40预留了加工余量:当驱动装置停止驱动刀具钻孔时,传动装置在惯性的作用下仍会带动刀具移动一小段距离,从而改变设定台阶孔或锥孔的轮廓和尺寸,而清根槽50则为这一小段距离的移动预留了加工余量,避免成型的台阶孔的连接处尺寸误差;同时,考虑到刀具结构的稳定性,清根槽50的深度不可过深,只要满足刚好为刀具留够加工余量即可;另一方面,工件上的余量为孔槽内壁凸出部分,即便未被完全切去,一般不会影响孔的配合使用。
23.作为本实用新型的一个优选的实施例,第一钻体10的直径为1.12mm,过渡椎台40的锥角为90
°
,清根槽50的深度为0.03mm。
24.如图3所示,进一步的,每个切削刃60均包括倾斜的刃带61,刃带61的两相对侧分别形成有倾斜的第一前面62和倾斜第一后面63;刃带61与第一前面62形成有第一刃64,刃带61与第一后面63形成有第二刃65;第一前面62和第一后面63均与一排屑槽70弧面连接。
25.作为本实用新型的一个优选的实施例,本台阶钻用于加工铝材上的锥孔,刃带61的轴向倾角为12
°
,第一前面62的轴向倾角为5
°
,第一后面的轴向倾角为25
°
。
26.进一步的,每个切削刃60上在第一后面63的旁侧均形成有一个以上去干涉面64。
27.如图4所示,进一步的,第一钻体10的底端部为锥形结构,两切削刃60的顶端均不超过第一钻体10的中心。
28.作为本实用新型的一个优选的实施例,两切削刃的偏心距a介于0.01mm至0.03mm之间。
29.进一步的,切削刃60、排屑槽70、第一钻体10、过渡锥台40、第二钻体20、钻柄30一体成型;切削刃60、排屑槽70、第一钻体10、过渡锥台40、第二钻体20上涂覆有氮化铝钛涂层。
30.氮化铝钛具有高热硬性、极佳的抗氧化性、耐磨耗等特点,将其固化在刀具上,可形成一层致密的保护层,表面硬度可达到3500-4000hv,可明显提高刀具寿命;同时,该涂层具有适当的延展性,尤其适用与间歇性的切割操作,可很好的保护切削刃。
31.本实用新型通过在台阶钻的第一钻体10的根部设置清根槽50,可为过渡锥台40的惯性切削预留加工余量,避免成型的台阶孔或锥孔在孔径变化处的尺寸误差,提高台阶钻的钻孔精度;通过在切削刃60上设置倾斜的第一前面62、第一后面63以及若干去干涉面64,便于根据加工料件的实际情况调整第一刃和第二刃的切削角度,以便提高切削效率,提升切削表面的光洁度;通过在切削刃60上设氮化铝钛涂层,可提升刀具的表面硬度,并具有适当的延展性,可保护切削刃,延长刀具的使用寿命。
32.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1