一种用于换热器生产的管体自动切割装置的制作方法
1.本实用新型涉及自动切割装置技术领域,尤其涉及一种用于换热器生产的管体自动切割装置。
背景技术:
2.换热器是将热流体的部分热量传递给冷流体的设备。换热器在化工、石油、动力、食品及其它许多工业生产中占有重要地位。换热器种类有多种,其中导管式换热器是运用最广泛的一种,导管式换热器内部设有多根换热管,换热管上连接之间需要相互连通,因此换热管在制造过程中,需要在管体上切割不同形状的连接孔(连接孔多为椭圆形),连接孔上焊接连接管,连接管将多根换热管连通为一整体;现有的换热管在切割时多采用手动切割的方式进行,即在管体表面刻画出需要切割的轨迹,然后通过(等离子)切割枪沿刻画的轨迹切割,从而形成特定形状的连接孔,采用人工切割的方式切割管体,会增减换热器制造成本,且效率低,同时切割枪喷出的高温等火焰可能对造成工作人员造成危害。
技术实现要素:
3.有鉴于此,为提高管体切割效率,降低换热器制造成本,防止切割枪喷出的高温等火焰可能对工作人员造成损伤的危险,本实用新型提供一种用于换热器生产的管体自动切割装置,包括旋转座、横移底座、横移支架、支撑座和切割枪,所述旋转座固定于地面,所述旋转座侧壁上可转动地设有一装夹卡盘,旋转座内还设有一旋转电机,所述旋转电机通过传动组件与装夹卡盘相连,待切割管体装夹于所述装夹卡盘内,另一端可转动地支撑于支撑座上;所述横移底座上设有两滑槽、两轴支座、横移电机和横移丝杆,两滑槽平行且间隔设置,两轴支座固定于横移底座两端,所述横移丝杆两端分别可转动地支撑于两轴支座上,所述横移电机固定于横移底座上,且横移电机的输出轴均与横移丝杆的端部通过联轴器相连;所述横移支架底部设有两排移动滚轮和一螺纹孔,两排移动滚轮分别限位于两所述滑槽内,所述横移丝杆穿过横移支架上的螺纹孔,所述切割枪装夹于所述横移支架上,所述旋转电机用于带动所述待切割管体转动,所述横移电机用于通过所述横移支架带动切割枪沿待切割管体移动,所述切割枪用于切割所述待切割管体。
4.进一步地,所述旋转座旁还设有两滑轨,所述支撑座底部设有两卡槽,两所述滑轨限位于两所述卡槽内,从而使所述支撑座可滑动地支撑于两所述滑轨上。
5.进一步地,所述支撑座包括支撑滑块、支撑杆和两滚动轮,两所述卡槽分别位于所述支撑滑块底部,所述支撑杆下端固定于支撑滑块上,所述支撑杆上端设有两间隔设置的固定板,两固定板之间设有两个滚轮,两滚轮可转动地设置于两固定板之间,所述待切割管体端部支撑于两所述滚轮上。
6.进一步地,自动切割装置还包括一控制器,所述控制器同时与所述横移电机、旋转电机以及切割枪相连。
7.进一步地,所述传动组件包括主动齿轮、从动齿轮以及旋转轴,所述旋转轴一端固
定连接于所述装夹卡盘上,所述从动齿轮连接于所述旋转轴远离所述装夹卡盘的另一端,所述主动齿轮连接于所述旋转电机的输出轴上,所述主动齿轮与所述从动齿轮啮合。
8.进一步地,所述主动齿轮和所述从动齿轮均为锥齿轮。
9.本实用新型一种用于换热器生产的管体自动切割装置的有益效果为:该自动切割装置的控制器可通过旋转电机带动待切割管体转动,通过横移电机带动切割枪沿待切割管体移动,控制器通过对旋转电机及横移电机的联动控制即可使切割枪按预定轨迹切割待切割管体,从而完成待切割管体主动切割过程,提高管体切割效率,降低换热制造成本。
附图说明
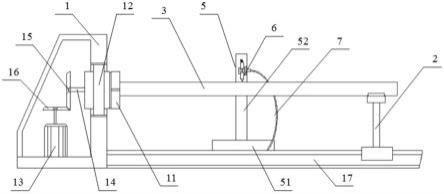
10.图1是本实用新型实施一种用于换热器生产的管体自动切割装置的正视图。
11.图2是本实用新型实施一种用于换热器生产的管体自动切割装置的俯视图。
12.图3是图1中支撑座2的结构图。
13.图4是图2中横移块51与横移底座4的结构示意图。
14.图中:1-旋转座,11-装夹卡盘,12-转动轴承,13-旋转电机,14-旋转轴, 15-从动齿轮,16-主动齿轮,17-滑轨,2-支撑座,21-支撑滑块、22-支撑杆,23
‑ꢀ
滚动轮,3-待切割管体,4-横移底座,41-滑槽,42-横移丝杆,43-两轴支座, 44-横移电机,5-横移支架,51-横移块,52-纵向支杆,53-横向支杆,54-移动滚轮,6-切割枪,7-拖链。
具体实施方式
15.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地描述。
16.请参考图1至图4,本实用新型实施一种用于换热器生产的管体自动切割装置,包括旋转座1、支撑座2、横移底座4、切割枪6以及控制器,
17.旋转座1固定于地面,旋转座1上设有两条工字形的滑轨17,支撑座2可滑动地支撑于两滑轨17,旋转座1侧壁可转动地设有一装夹卡盘11,旋转座2 内还设有一旋转电机13,旋转电机13通过传动组件与装夹卡盘11相连,该装置切割待切割管体3时,待切割管体3一端装夹于装夹卡盘11内,另一端可转动地支撑于支撑座2上,旋转电机13用于通过传动组件带动待切割管体3旋转。
18.具体地,所述旋转座1为中空箱体,旋转座1侧壁设有一安装孔,安装孔内设有一转动轴承12,所述转动轴承12套于所述装夹卡盘11外,从而使装夹卡盘11可转动地设置于旋转座1的侧壁上,所述传动组件包括主动齿轮16、从动齿轮15以及旋转轴14,旋转轴14固定于装夹卡盘11上,从动齿轮15固定于旋转轴14端部,主动齿轮16固定于旋转电机13的输出轴端部,主动齿轮16 与从动齿轮15啮合,本实施例中,主动齿轮16与从动齿轮15均为锥齿轮,驱动电机13旋转即可带动待切割管体3同步转动。
19.所述支撑座2包括支撑滑块21、支撑杆22和两滚动轮23,所述支撑滑块 21底部设有两卡槽,两滑轨17分别卡于两卡槽内,从而使支撑滑块21可滑动地支撑于两滑轨17上,所述支撑杆22下端固定于支撑滑块21上,所述支撑杆 22上端设有两间隔设置的固定板,两滚动轮23可转动地支撑于两固定板之间,待切割管体3端部支撑于两滚动轮23上,两滚动轮23可减小待切割管体3的转动阻力,所述支撑滑块21在两滑轨17上移动可调节支撑座2与旋转
座1之间的距离,以匹配待切割管体3的长度。
20.所述横移底座4为一长条形的矩形板,横移底座4支撑于地面且平行于所述滑轨17,横移底座4上设有两滑槽41、两轴支座42、横移电机44和横移丝杆42,两滑槽41平行且间隔设置,两轴支座42固定于横移底座4两端,横移丝杆42两端分别可转动地支撑于两轴支座42上,所述横移电机44固定于横移底座4上,且横移电机44的输出轴与横移丝杆42的端部通过联轴器相连,所述横移电机44用于带动所述横移丝杆42旋转。
21.所述横移支架5包括横移块51、纵向支杆52和横向支杆53,横移块51底部设有两排移动滚轮54,横移块51上还是设有一螺纹孔55,横移块51底部的两排移动滚轮54分别限位于两所述滑槽41内,所述横移丝杆42穿过横移块51 底部的螺纹孔,横移丝杆42转动即可带动横移块51沿两滑槽41移动,所述纵向支杆52竖直设置于所述横移块51上,所述横向支杆53垂直连接于纵向支杆 52上,所述横向支杆53端部设有两半圆状的夹套,两所述夹套合拢夹紧所述切割枪6,所述切割枪6为等离子切割枪,切割枪6上端连接有一导气管、一电源导线和一控制导线,导气管用于向切割枪6输送气体,电源导线用于对切割枪6 供电,控制导线用于控制切割枪6开关,切割枪6开启后,切割枪6通过电能将气体加热使其变为等离子状态并从切割枪6喷嘴中喷出,从而对切割待切割管体3。
22.所述控制器同时与旋转电机13、横移电机44以及控制导线相连,其中旋转电机13、横移电机44均为步进电机,所述控制器通过控制导线控制切割枪6的开关,所述控制器通过控制旋转电机13、横移电机44的转动可控制待切割管体 3转动以及切割枪6横移,即可使切割枪6按预定的切割轨迹自动切割待切割管体3。
23.进一步地,所述滑轨17和横移底座4之间还设有一限位槽,所述限位槽内设一拖链7,所述拖链7一端固定于限位槽内,另一端固定于横向支杆53上,所述拖链7用于收纳导气管、电源导线和控制导线。
24.本实用新型实施一种用于换热器生产的管体自动切割装置的工作过程为:根据待切割管体管体3的长度,推动支撑座2沿滑轨17滑动,调节支撑座3与旋转座1之间的距离;将待切割管体3一端装夹于装夹卡盘11上,将待切割管体3另一端支撑于支撑座2上;启动旋转电机13和横移电机44,旋转电机13 带动待切割管体3转动,横移电机44带动切割枪6横移;控制器联动控制旋转电机13和横移电机44,同时通过控制导线控制切割枪6开关,使切割枪6按预定的切割轨迹切割待切割管体3,从而完成待切割管体3自动切割过程。
25.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
26.在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
27.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1