一种高效组装设备的制作方法
1.本实用新型涉及一种组装设备,尤其涉及一种需要完成多个仅数毫米的微小零件组装的设备。
背景技术:
2.电子产品向着体积小,高集成,高精密发展,同时其零部件也需要同步向着细小化发展,但是组装这些细小零部件的机构需要同步更新。目前的自动组装机构不能满足多组件的高效率要求。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种能够高效完成多个微小零件组装的组装设备。为此,本实用新型采用以下技术方案:
4.一种高效组装设备,包括组装台,所述组装台上设置基础组装部件的定位结构,其特征在于在组装台的左右两侧分别设置零件进料装置,左侧的零件进料装置和右侧的零件进料装置分别设置零件定位结构,以定位待组装零件,供机械手执行机构拿取;所述组装设备对应左侧零件进料装置和右侧零件进料装置分别设置左侧组装装置和右侧组装装置;所述左侧组装装置和右侧组装装置分别被配置零件检测机构,所述左侧组装装置和右侧组装装置包括z向升降机构和x向移动机构和机械手执行机构,所述z向升降机构连接在y向移动机构上,所述x向移动机构安装在z向升降机构上,所述机械手执行机构安装在x向移动机构上,所述机械手执行结构设置组装零件的夹钳。
5.在采用上述技术方案的基础上,本实用新型还可采用以下进一步的技术方案,或对这些进一步的技术方案组合使用:
6.在组装台的左右两侧的零件进料装置,分别有一套或一一对应不同零件的多套进料机构,当设置为多套进料机构时,所述多套进料机构的零件定位结构在y向上前后排列。
7.所述组装台设置在流水线或往复运动机构上,而能够向前输送所述基础组装部件的定位结构。
8.它设置有多组组装装置,沿向前输送方向设置有多个工位,在每个工位在组装台的左侧或/右侧设置组装装置,每个组装装置分别配置零件进料装置以及零件检测机构。
9.所述零件检测机构为对应设置在机械手执行机构从零件定位结构取出零件到组装台之间的摄像装置。
10.所述零件检测机构为设置在机械手执行机构上的检测机械手执行机构是否下降超过设定距离的感应机构。
11.所述x向移动机构设置末端z向导向结构,机械手执行机构依靠重力悬挂在末端z向导向结构上。
12.所述零件检测机构为检测机械手执行机构是否下降超过设定距离的感应机构;所述机械手执行结构上设置检测筒,检测筒设置与零件定位结构对应的垂直方向上的让位
孔。
13.所述感应机构包括感应开关和感应片,所述感应开关设置在末端z向导向结构的固定固件上,所述感应片和机械手执行结构连接或和末端z向导向结构中的滑块连接。
14.由于采用本实用新型的技术方案,本实用新型能够实现成多个微小零件的高精度组装,并且,可以通过拓展而适配不同数量的微信零件的高精度组装。
附图说明
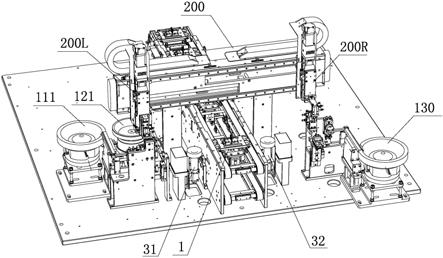
15.图1为本实用新型实施例的示意图。
16.图2为本实用新型实施例的爆炸图。
17.图3为图1所示实施例中第一进料机构的放大示意图。
18.图4为图1所示实施例中组装装置的示意图。
19.图4a为图4中的a部位局部放大图。
20.图5为本实用新型所组装的一种铰链产品示意图。
21.图6为图5本实施例的组装流程图。
具体实施方式
22.参照附图。本实施例中已以组装图5所示的铰链产品为例,其中,p1为轴,是基础组装部件,p2为第一连接臂,p4为隔套,p3为第二连接臂,其中,两组第一连接臂p2和第二连接臂p4之间设置隔套p3,每组第一连接臂p2和第二连接臂p4共有两对第一连接臂p2和第二连接臂p4,且交替设置。第一连接臂p2和第二连接臂p4的长度仅9mm,第一连接臂p2、第二连接臂p4和隔套p3均套装在轴p1上。
23.本实用新型所的高效组装设备,包括组装台1,所述组装台1上设置基础组装部件的定位结构10。所述定位结构10可采用夹持机构,夹住轴p1的下端。
24.在组装台1的左右两侧分别设置零件进料装置,在左侧的零件进料装置设置两套进料机构,分别为用于第一连接臂p2的第一进料机构和用于隔套p3的第二进料机构。在右侧的零件进料装置设置一套进料机构,即第三进料机构,用于第二连接臂p4的进料。
25.其中,第一进料机构采用振动盘111分料,第一连接臂p2依靠定向震动通过轨道112进入取料块113,取料块113连接在旋转气缸114驱动的旋转臂115上,通过旋转臂115将料送入到零件定位结构116前,再由顶针117在顶针气缸118的驱动下,将第一连接臂顶入定位结构中的定位槽119,在由压紧气缸110作用而定位第一连接臂p2。对于第二进料机构,也采用振动盘121分料,隔套p3依靠定向震动通过轨道122移动到限位块125内,气缸123驱动升降的定位杆124(向上移动将隔套p3套在定位杆外实现顶升并定位。定位槽119、定位杆124在y向上前后排列。
26.第三进料机构以标号130表示,其结构和第一进料结构相同。
27.所述组装设备对应左侧零件进料装置和右侧零件进料装置分别设置左侧组装装置和右侧组装装置。
28.所述左侧组装装置200l包括z向升降机构211(比如垂直方向上的丝杠丝母机构)和x向移动机构212(比如x向的丝杠丝母机构)和机械手执行机构,所述z向升降机构211连接在y向移动机构210(比如y向的丝杠丝母机构)上,所述x向移动机构212安装在z向升降机
构211上,所述机械手执行机构213安装在x向移动机构212上,所述机械手执行结构213设置夹钳,用于夹持带组装零件,所述夹钳可采用夹爪气缸上安装夹爪的结构。
29.所述右侧组装装置200r包括z向升降机构221(比如垂直方向上的丝杠丝母机构)和机械手执行机构223,所述z向升降机构221连接在y向移动机构220(比如y向的丝杠丝母机构)上,所述机械手执行机构223安装在z向升降机构221上,所述机械手执行结构223设置夹钳,用于夹持带组装零件,所述夹钳可采用夹爪气缸上安装夹爪的结构。
30.y向移动机构210和y向移动机构220可安装与同一个机架200上。
31.所述左侧组装装置和右侧组装装置还分别被配置零件检测机构。零件检测机构可设置多个,分别与不同的零件一一对应。也可以每侧只设置一个而统一检测本侧的待组装零件。检测的目的主要是检测机械手执行技工是否已夹持零件、零件的方位是否正确,从而保证组装的正确进行。
32.在本实施例中,对于第一连接臂和第二连接臂的检测,分别采用对应设置在机械手执行机构从零件定位结构取出零件到组装台1之间的摄像装置31、32。可以在零件(第一连接臂p2和第二连接臂p4)组装前经过摄像装置时进行拍摄,以识别是否零件是否被移送、方向是否正确。
33.对于没有方向性的部件,比如所述隔套p3所述零件检测机构可采用感应机构。
34.隔套所在侧的机械手执行机构可采用依靠重力的悬挂安装,以方便零件检测。在所述x向移动机构212设置末端z向导向结构,机械手执行机构213依靠重力悬挂在末端z向导向结构上。所述零件检测机构为检测机械手执行机构213是否下降超过设定距离的感应机构(如果没有隔套供其夹持输送,机械手执行机构因不受阻挡而下降距离更大);所述机械手执行结构213上设置检测筒214,检测筒214设置与零件定位结构(定位杆123)对应的垂直方向上的让位孔215,而能供定位杆123一直穿入。
35.末端z向导向结构包括导轨件216和滑块217,导轨件216作为固定部件设置在x向移动机构212上,导轨件216设置垂直的导向轨道。所述感应机构包括感应开关41和感应片42,所述感应开关41设置在导轨件216上,所述感应片42和机械手执行结构213连接或和末端z向导向结构中的滑块217连接,所述机械手执行结构213和滑块217相连。
36.以上介绍了4种部件的组装结构,如果是5种部件的组装,则可以在右侧设置另一个零件进料机构。
37.所述组装台1还可以设置在流水线上,而能够向前输送所述基础组装部件的定位结构。这样,沿向前输送方向设置多个工位,每个工位在组装台的左侧或/右侧设置组装装置,每个组装装置分别配置零件进料装置以及零件检测机构。这样,可以进行更多个部件的组装。
38.应当指出,上述描述了本实用新型的实施例。然而,本领域技术的技术人员应该理解,本实用新型不受上述实施例的限制,上述实施例中描述的只是说明本实用新型的原理,在不脱离本实用新型范围的前提下本实用新型还会有多种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1