一种钨条弯曲成型装置的制作方法
1.本实用新型涉及钨条加工技术领域,尤其涉及一种钨条弯曲成型装置。
背景技术:
2.采用钨条拼接形成的中频炉坩埚,在坩埚拼接前,需要先将钨条加工成弧形,而钨条均为钨板加工时剩余的废料,由于钨板厚度不同,使得钨条的厚度不同,需要对不同弧度的钨条进行弯曲,通常需要使用到不同的设备进行加工;
3.如现有技术中专利号为zl201921921116.3的钨条弯曲成型装置,该装置通过翻转柄带动折弯头绕成型轮旋转,从而能够将钨条压向成型槽内,实现钨条的弯曲成型,同时能够保证钨条的弯曲尺寸;
4.但经研究分析发现;
5.由于钨条再弯曲过后具备一定的韧性,通过折弯头对钨条进行折弯后,钨条容易产生弹力,使得钨条不能紧贴于成型槽,导致钨条成型效果不佳,而将钨条插入于轨道板对钨条进行弯曲内则不便取出成型后的钨条,造成使用上的不便。
技术实现要素:
6.本实用新型的目的是为了解决上述背景技术中存在的问题,而提出的一种钨条弯曲成型装置。
7.为了实现上述目的,本实用新型采用了如下技术方案:
8.一种钨条弯曲成型装置,包括支撑板、竖板、固定轴、成型轮、成型槽、防脱盘、套环、横杆、弧形板和把手,所述支撑板的上表面右侧固定设置有竖板,所述竖板的顶部固定设置有固定轴,所述固定轴的右侧贯穿设置有成型轮,所述成型轮的外侧表面嵌入设置有成型槽,所述固定轴的左端固定设置有防脱盘,所述固定轴上套接设置有套环,所述套环的内外两侧均安装有横杆,所述横杆上安装有弧形板,所述弧形板的外侧表面安装有把手。
9.优选的,所述套环的上表面中央贯穿设置有内螺纹管,所述内螺纹管内螺纹设置有紧固螺栓。
10.优选的,所述紧固螺栓为橡胶材质,且紧固螺栓拧紧时底端紧贴于固定轴的外侧表面。
11.优选的,所述弧形板的内侧表面嵌入设置有多个矩形槽,所述矩形槽的内侧固定设置有缓冲弹簧,所述缓冲弹簧的另一端固定设置有圆弧槽,所述圆弧槽的内侧滚动设置有滚轴。
12.优选的,所述弧形板对应的弧度为180
°
。
13.优选的,所述圆弧槽所对应的弧度大于180
°
。
14.优选的,所述滚轴的外侧表面通过固定胶固定设置有磨砂橡胶层。
15.有益效果:
16.通过设置有弧形板,通过把手转动弧形板,使得弧形板包裹住需要折弯的钨条,使
得且通过紧固螺栓对弧形板的位置进行固定,使得处于成型槽内的钨条被弧形板完全覆盖,使得钨条不会由于韧性从成型槽内弹出,保证钨条的成型效果;
17.通过设置有缓冲弹簧和圆弧槽,再压制的过程中,缓冲弹簧的弹力使得圆弧槽和滚轴往矩形槽内移动,从而方便对不同厚度的钨条进行压制,实用效果更佳。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
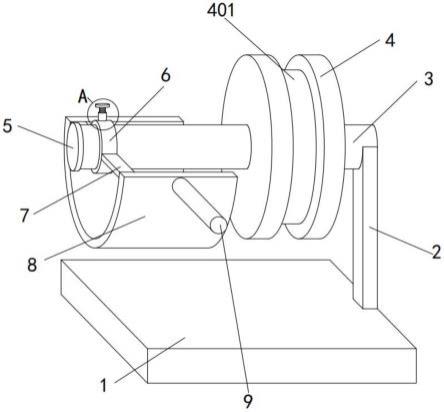
19.图1为本实用新型中整体结构示意图;
20.图2为本实用新型中图1中a处放大结构示意图;
21.图3为本实用新型中圆弧槽剖面结构示意图;
22.图4为本实用新型中图3b处放大结构示意图。
23.图例说明:1、支撑板;2、竖板;3、固定轴;4、成型轮;401、成型槽;5、防脱盘;6、套环;601、内螺纹管;602、紧固螺栓;7、横杆;8、弧形板;801、矩形槽;802、缓冲弹簧;803、圆弧槽;804、滚轴;9、把手。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
25.参照图1-4,一种钨条弯曲成型装置,包括支撑板1、竖板2、固定轴3、成型轮4、成型槽401、防脱盘5、套环6、横杆7、弧形板8和把手9,支撑板1的上表面右侧固定设置有竖板2,竖板2的顶部固定设置有固定轴3,固定轴3的右侧贯穿设置有成型轮4,成型轮4的外侧表面嵌入设置有成型槽401,固定轴3的左端固定设置有防脱盘5,固定轴3上套接设置有套环6,套环6的内外两侧均安装有横杆7,横杆7上安装有弧形板8,弧形板8的外侧表面安装有把手9。
26.本实施例中,套环6的上表面中央贯穿设置有内螺纹管601,内螺纹管601内螺纹设置有紧固螺栓602。
27.本实施例中,紧固螺栓602为橡胶材质,且紧固螺栓602拧紧时底端紧贴于固定轴3的外侧表面,通过拧紧固定螺栓可固定住套环6 的位置,从而达到固定住弧形板8位置的效果,方便弧形板8包裹住成型槽401内的钨条,方便钨条的弯曲成型。
28.本实施例中,弧形板8的内侧表面嵌入设置有多个矩形槽801,矩形槽801的内侧固定设置有缓冲弹簧802,缓冲弹簧802的另一端固定设置有圆弧槽803,圆弧槽803的内侧滚动设置有滚轴804。
29.本实施例中,弧形板8对应的弧度为180
°
,转动套环6,使得套环6带动弧形板8转动,弧形板8不会覆盖住成型槽401内的钨条,方便成型槽401内的钨条取出。
30.本实施例中,圆弧槽803所对应的弧度大于180
°
,使得圆弧槽 803内的滚轴804不
会脱出,方便滚轴804对钨条进行挤压。
31.本实施例中,滚轴804的外侧表面通过固定胶固定设置有磨砂橡胶层,增加滚轴804与钨条之间的摩擦力,且磨砂橡胶层的设置,使得滚轴804不易损伤钨条。
32.其中,弧形板8对应的直径大于成型轮4所对应的直径,方便弧形板8套接于成型轮4上,从而方便弧形板8对成型轮4内成型槽 401中的钨条成型。
33.工作原理:
34.使用时,首先松开紧固螺栓602,然后往右侧移动套环6,套环 6通过横杆7带动弧形板8往右侧移动,使得弧形板8套接于成型轮 4的下方,然后将钨条的一端从成型轮4外侧竖向切线处插入成型槽 401内,使得钨条处于成型槽401和弧形板8之间,然后抓住把手9 往上转动,从而使得弧形板8往上转动,使得弧形板8内的滚轴804 对钨条进行挤压,将钨条挤压至成型槽401内,达到对钨条弯曲成型的效果,直至弧形板8完全包裹住需要弯曲成型的钨条,然后拧紧紧固螺栓602,经过一段时间后,等待钨条完全成型;
35.需要取出成型后的钨条时,通过松开紧固螺栓602,抓住把手转动弧形板8,使得弧形板不会遮挡住成型槽401内的钨条,方便钨条从成型槽内取出;
36.需要说明的是所选取的待弯曲钨条长度不应大于成型槽401周长的二分之一,从而保证弯曲成型后的钨条能够从成型槽401内取出;
37.对于较厚的钨条,在钨条插入时,钨条会挤压滚轴804,滚轴804 通过圆弧槽803挤压缓冲弹簧802,使得滚轴804和圆弧槽803往矩形槽801处移动,从而方便不同厚度的钨条进行挤压成型。
38.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1