一种自动冲孔机的制作方法
1.本实用新型涉及冲孔加工设备技术领域,特别涉及一种自动冲孔机。
背景技术:
2.冲孔机是将原材料安装好后,在动力机构的驱动下,冲孔模具作用在材料上,完成冲孔的一种机械设备。冲孔机可以进行薄片加工,冲压,模压,压纹等强迫金属进入模具的作业。
3.现有公告号为cn201604322u的中国专利公开了一种平台移动式数控转塔冲床,包括送料机构和压力机,送料机构包括机架和固装在机架上的托料台,所述托料台的侧部设有滑动安装在机架上的送料台,送料台由纵向驱动机构驱动,送料台上滑动安装有板材夹紧装置,板材夹紧装置由横向驱动机构驱动。
4.然而上述装置在进行冲孔操作时,冲孔板会通过板材夹紧装置在送料台上滑动以调整横向的冲孔位置,冲孔板装夹时需要人工进行上料,由于板材厚度薄、面积大,人工上料不仅费时费力,而且容易造成板材变形,影响加工质量。
技术实现要素:
5.本实用新型的目的是提供一种自动冲孔机,具有自动化程度高、人工劳动强度小、工作效率高的优点。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.一种自动冲孔机,包括机架和固装在机架上的托料台,所述托料台的侧部设有滑动安装在机架上的送料台,送料台由纵向驱动机构驱动,送料台上滑动安装有板材夹紧装置,板材夹紧装置由横向驱动机构驱动,所述托料台的一侧部设有用于自动将待加工板材输送至板材夹紧装置的自动上料装置。
8.通过采用上述技术方案,待加工板材通过板材夹紧装置夹紧后在送料台上滑动以调整横向冲孔位置,再通过送料台纵向滑动,将待加工板材输送至冲孔加工位进行加工,通过自动上料装置依次将待加工板材输送至板材夹紧装置进行装夹,无需人工手动上料,自动化程度高,人工劳动强度小,工作效率高。
9.本实用新型的进一步设置为:所述自动上料装置包括底部开口的料仓,所述料仓下方设有输送板,所述料仓下端还设有用于输送板进出的输料口,所述输送板上设有与料仓底部开口相匹配的带料口,所述带料口的深度与待加工板材的厚度相匹配,所述带料口位于输送板的一侧,所述输送板的另一侧与带料气缸连接。
10.通过采用上述技术方案,带料气缸伸缩时带动输送板移动,当带料口移动至与料仓下方开口相对时料仓中最底部的一块待加工板材自动落入带料口中,然后启动带料气缸,带料气缸推动输送板进行移动,使得带料口从料仓下方的输料口移出,从而实现将料仓中的待加工板材带出料仓,板材在移动的过程中不会产生变形,外观质量较好。
11.本实用新型的进一步设置为:所述自动上料装置还包括设置在料仓一侧的送料机
构,所述送料机构位于输送板靠近带料口的一侧,所述送料机构包括位于输送板下方的支撑板,所述支撑板的一侧设有第二开口,所述第二开口内设有一顶料机构,所述顶料机构包括顶料板和顶料气缸,所述顶料板固定在顶料气缸的伸缩轴上,所述送料机构还包括送料板和送料气缸,所述送料板位于支撑板的上方,所述送料板固定在送料气缸的伸缩轴上。
12.通过采用上述技术方案,支撑板用于支撑带料口中的待加工板材,当输送板带动待加工板材运动至第二开口的位置时,第二开口中设置的顶料机构将带料口中的待加工板材顶出,然后启动送料气缸,送料板在送料气缸的驱动下将顶出的待加工板材推送至送料台上的板材夹紧装置进行夹紧定位,因此实现自动上料的过程,与此同时,输送板在带料气缸的驱动下回复至初始位置,如此往复以实现连续上料工作。
13.本实用新型的进一步设置为:所述纵向驱动机构包括:纵向驱动电机和纵向丝杠,所述纵向丝杠固定在机架上,所述纵向丝杠与纵向驱动电机连接,所述托料台与纵向丝杠螺纹连接,所述托料台与机架上的纵向滑轨滑动连接。
14.通过采用上述技术方案,纵向驱动电机驱动纵向丝杠旋转,从而使得与纵向丝杠螺纹连接的送料台沿丝杠纵向移动,从而将夹紧的待加工板材输送至冲孔工作位。
15.本实用新型的进一步设置为:所述横向驱动机构包括固定在送料台上的横向丝杠,横向丝杠与横向驱动电机连接,所述横向丝杠上设有横向滑块,所述横向滑块与横向丝杠螺纹连接,所述横向滑块还与设置在送料台上的横向滑轨滑动连接,所述板材夹紧装置与横向滑块固定连接。
16.通过采用上述技术方案,横向驱动电机驱动横向丝杠旋转,从而使得与横向丝杠螺纹连接的横向滑块横向移动,从而使得与横向滑块固定连接的板材随横向滑块横向移动,最终实现待加工板材冲孔位置的横向调整。
17.本实用新型的进一步设置为:所述板材夹紧装置固定在横向滑块上,所述板材夹紧装置包括:夹紧气缸和夹紧块,所述夹紧气缸通过l形连接板固定在横向滑块上,所述夹紧块固定在夹紧气缸的输出轴上,所述夹紧块平行于l形连接板的水平段。
18.通过采用上述技术方案,夹紧气缸的伸缩轴伸缩时带动夹紧块将工件夹紧,一方面便于送料台带动工件移动,另一方面用于对工件进行固定,防止工件滑动而造成加工误差。
19.本实用新型的有益效果是:
20.本实用新型通过自动上料装置依次将待加工板材输送至板材夹紧装置进行装夹,无需人工手动上料,自动化程度高,人工劳动强度小,工作效率高,且自动上料装置利用输送板依次将料仓中的待加工板材带出料仓,并通过送料板将待加工板材推送至送料台上的板材夹紧装置进行夹紧定位,从而实现自动上料的过程,板材在移动的过程中不会产生变形,外观质量较好。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
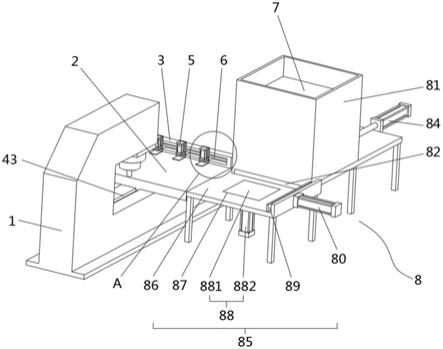
22.图1是本实用新型一种自动冲孔机的整体结构示意图。
23.图2是图1中a的局部放大示意图。
24.图3是本实用新型一种自动冲孔机中机架、托料台和送料台的连接结构示意图。
25.图4是本实用新型一种自动冲孔机的剖面结构示意图。
26.图5是本实用新型一种自动冲孔机中自动上料装置的输送板的结构示意图。
27.图中,1、机架;2、托料台;3、送料台;4、纵向驱动机构;41、纵向驱动电机;42、纵向丝杠;43、纵向滑轨;5、板材夹紧装置;51、夹紧气缸;52、夹紧块;53、l形连接板;6、横向驱动机构;61、横向丝杠;62、横向驱动电机;63、横向滑块;64、横向滑轨;7、待加工板材;8、自动上料装置;81、料仓;82、输送板;83、带料口;84、带料气缸;85、送料机构;86、支撑板;87、第二开口;88、顶料机构;881、顶料板;882、顶料气缸;89、送料板;80、送料气缸。
具体实施方式
28.下面将结合具体实施例对本实用新型的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.参照图1和3,一种自动冲孔机,包括机架1和固装在机架1上的托料台2,所述托料台2的侧部设有滑动安装在机架1上的送料台3,送料台3由纵向驱动机构4驱动,送料台3上滑动安装有板材夹紧装置5,板材夹紧装置5由横向驱动机构6驱动,所述托料台2的一侧设有用于自动将待加工板材7输送至板材夹紧装置5的自动上料装置8。
30.具体的,参照图1和图4,所述自动上料装置8包括底部开口的料仓81,所述料仓81下方设有输送板82,所述料仓81下端还设有用于输送板82进出的输料口,所述输送板82上设有与料仓81底部开口相匹配的带料口83,如图5所示,所述带料口83的深度与待加工板材7的厚度相匹配,所述带料口83位于输送板82的一侧,所述输送板82的另一侧与带料气缸84连接。
31.进一步的,如图1和图4所示,所述自动上料装置8还包括设置在料仓81一侧的送料机构85,所述送料机构85位于输送板82靠近带料口83的一侧,所述送料机构85包括位于输送板82下方的支撑板86,所述支撑板86的一侧设有第二开口87,所述第二开口87内设有一顶料机构88,所述顶料机构88包括顶料板881和顶料气缸882,所述顶料板881固定在顶料气缸882的伸缩轴上,所述送料机构85还包括送料板89和送料气缸80,所述送料板89位于支撑板86的上方,所述送料板89固定在送料气缸80的伸缩轴上。
32.具体的,如图3所示,所述纵向驱动机构4包括:纵向驱动电机41和纵向丝杠42,所述纵向丝杠42固定在机架1上,所述纵向丝杠42与纵向驱动电机41连接,所述托料台2与纵向丝杠42螺纹连接,所述托料台2与机架1上的纵向滑轨43滑动连接。
33.具体的,所述横向驱动机构6包括固定在送料台3上的横向丝杠61,横向丝杠61与横向驱动电机62连接,所述横向丝杠61上设有横向滑块63,所述横向滑块63与横向丝杠61螺纹连接,所述横向滑块63还与设置在送料台3上的横向滑轨64滑动连接,所述板材夹紧装置5与横向滑块63固定连接。
34.具体的,图1和图2所示,所述板材夹紧装置5固定在横向滑块63上,所述板材夹紧
装置5包括:夹紧气缸51和夹紧块52,所述夹紧气缸51通过l形连接板53固定在横向滑块63上,所述夹紧块52固定在夹紧气缸51的输出轴上,所述夹紧块52平行于l形连接板53的水平段。
35.本实用新型的工作原理:工人将多片待加工板材7放入料仓81中,启动带料气缸84,带料气缸84驱动输送板82移动,使输送板82上的带料口83移动至与料仓81下方开口相对的位置,此时料仓81中最底部的一块待加工板材7在重力作用下自动落入带料口83中,然后驱动带料气缸84反向运动,带料气缸84驱动输送板82反向移动,使得带料口83从料仓81下方的输料口移出,从而实现将料仓81中的待加工板材7带出料仓81,当输送板82带动待加工板材7运动至支撑板86一侧的第二开口87的位置时,第二开口87中设置的顶料机构88将带料口83中的待加工板材7顶出,然后启动送料气缸80,送料板89在送料气缸80的驱动下将顶出的待加工板材7推送至送料台3上的板材夹紧装置5进行夹紧定位,然后,送料气缸80的伸缩轴收缩,使送料板89恢复至初始位置,与此同时,输送板82在带料气缸84的驱动下反向移动,回复至初始位置,如此往复,以实现连续上料工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1