一种航空零件端面加工用铣削装置的制作方法
1.本实用新型涉及铣削设备领域,具体而言,涉及一种航空零件端面加工用铣削装置。
背景技术:
2.铣削是以铣刀作为刀具加工物体表面的一种机械加工方法。铣床有卧式铣床,立式铣床,龙门铣床,仿形铣床,万能铣床,杠铣床。
3.目前,现有的航空零件端面加工用铣削装置,在利用铣刀对航空零件进行铣削的过程中,当需要对铣刀进行更换时,需要停机然后人工对铣刀进行更换,降低了对航空零件的铣削效率。
技术实现要素:
4.为了弥补以上不足,本实用新型提供了一种航空零件端面加工用铣削装置,旨在改善在利用铣刀对航空零件进行铣削的过程中,当需要对铣刀进行更换时,需要停机然后人工对铣刀进行更换,降低了对航空零件的铣削效率的问题。
5.本实用新型是这样实现的:
6.本实用新型提供一种航空零件端面加工用铣削装置,包括夹持组件、铣削组件和换头组件。
7.所述夹持组件包括箱体、支撑柱、框架、滑杆、双头螺纹杆、支撑块、第一竖板、第一电机和密封门,所述支撑柱固定在所述箱体的下表面上,所述框架固定在所述箱体的上表面上,所述滑杆固定在所述箱体内,所述双头螺纹杆的一端转动设置在所述箱体的内壁中,所述第一电机固定在所述箱体的外壁上,所述第一电机的输出轴和所述双头螺纹杆的另一端固定在一起,所述支撑块滑动套设在所述滑杆上,所述支撑块螺纹套设在所述双头螺纹杆上,所述第一竖板固定在所述支撑块的上表面上,所述密封门通过铰页固定在所述箱体上。
8.所述铣削组件包括第一气缸、第一横板、第一滑轨、第一滑块、第二气缸、第二竖板、第三气缸、滑板、第二滑块、连接杆、第二电机、u型板、第四气缸和夹臂,所述第一气缸固定在所述框架的上表面上,所述第一气缸的活塞杆端部固定在所述第一横板的上表面上,所述第一滑轨固定在所述第一横板的下表面上,所述第二竖板固定在所述第一横板的外壁上。
9.所述第二气缸固定在所述第二竖板的侧表面上,所述第一滑块滑动在所述第一滑轨上,所述第二气缸的活塞杆端部固定在所述第一滑块的侧表面上,所述第三气缸固定在所述第一滑块的外壁上,所述滑板固定在所述第一滑块的下表面上,所述第二滑块滑动在所述滑板内,所述连接杆的一端固定在所述第三气缸的活塞杆端部,所述连接杆的另一端固定在所述第二滑块的外壁上,所述第三气缸的活塞杆和所述第二气缸的活塞杆相互垂直设置,所述第二电机固定在所述第二滑块的下表面上,所述第二电机的输出轴下端固定在
所述u型板的上表面上,所述第四气缸固定在所述u型板的侧表面上,所述第四气缸的活塞杆端部固定在所述夹臂的侧表面上。
10.所述换头组件包括第二横板、圆板、弹簧、弧形板、第三横板、第四横板、第二滑轨和第三滑块,所述第二横板固定在所述框架内,所述第二横板上开设有凹槽,所述圆板固定在所述凹槽内,所述弹簧的一端固定在所述凹槽的内壁中,所述弹簧的另一端固定在所述弧形板的侧表面上,所述第三横板的一端固定在所述弧形板的侧表面上,所述第四横板的一端固定在所述凹槽的内壁中,所述第二滑轨固定在所述第三横板的下表面上,所述第三滑块滑动在所述第二滑轨上,所述第三滑块的外表面固定在所述第四横板的外表面上。
11.在本实用新型的一种实施例中,所述支撑柱包括柱体和底座,所述柱体的一端固定在所述箱体的下表面上,所述底座固定在所述柱体的另一端上。
12.在本实用新型的一种实施例中,所述框架上开设有通孔,所述第二气缸贯穿所述通孔。
13.在本实用新型的一种实施例中,所述第一电机包括第一电机本体和防护外壳,所述第一电机本体和所述防护外壳均固定在所述箱体的外壁上,所述第一电机本体设置在所述防护外壳内。
14.在本实用新型的一种实施例中,所述密封门包括密封门本体和手持部,所述密封门本体通过铰页固定在所述箱体上,所述手持部固定在所述密封门本体的外壁上。
15.在本实用新型的一种实施例中,所述铣削组件还包括导柱,所述导柱固定在所述框架的内壁和所述箱体的上表面上,所述导柱滑动贯穿所述第一横板。
16.在本实用新型的一种实施例中,所述换头组件还包括导套,所述导套固定在所述圆板内。
17.在本实用新型的一种实施例中,所述第二滑轨包括第二滑轨本体和限位板,所述第二滑轨本体固定在所述第三横板的外壁上,所述限位板固定在所述第二滑轨本体的端部。
18.在本实用新型的一种实施例中,所述夹持组件还包括观察窗,所述观察窗设置在所述密封门上。
19.在本实用新型的一种实施例中,所述第四横板上的所述第三滑块至少设置三个,所述第三滑块等距的设置在所述第二滑轨上。
20.本实用新型的有益效果是:本实用新型通过上述设计得到的一种航空零件端面加工用铣削装置,使用时,把不同型号的铣头依次插入到第二横板上的凹槽内,铣头穿过圆板,铣头在弹簧的作用下被弧形板夹持住,铣头在弹簧、弧形板和圆板的共同作用下使其垂直的设置在第二横板上,第一电机输出轴的转动带动双头螺纹杆转动,两个第一竖板在双头螺纹杆、滑杆和支撑块的共同作用下实现相向或相反移动,在第一电机的作用下两个第一竖板把航空零件夹持固定住,第一气缸活塞杆的伸缩带动夹臂实现上下移动,第二气缸活塞杆的伸缩带动夹臂实现横向移动,第三气缸活塞杆的伸缩带动夹臂实现纵向移动,第二电机输出轴的转动带动夹臂实现转动,第四气缸活塞杆的伸缩带动夹臂之间实现相互靠近或相互远离,在第一气缸、第二气缸、第三气缸、第二电机和第四气缸的共同作用下,夹臂把第二横板上指定的铣头夹持固定住,并把铣头从第二横板上拔出,再在第一气缸、第二气缸、第三气缸和第二电机的共同作用下利用铣头对航空零件进行铣削,当需要对铣头进行
更换时,按照上述步骤把当前的铣头插回到凹槽内,夹臂再把需要的铣头从凹槽内拔出,该铣削装置便于对铣头进行自动更换,提高了对航空零件的铣削效率。
附图说明
21.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
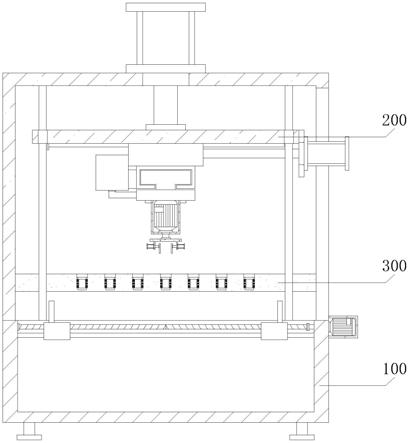
22.图1为本实用新型实施方式提供的一种航空零件端面加工用铣削装置的结构示意图;
23.图2为本实用新型实施方式提供的一种航空零件端面加工用铣削装置的剖面结构示意图;
24.图3为本实用新型实施方式提供的夹持组件的剖面结构示意图;
25.图4为本实用新型实施方式提供的铣削组件的剖面结构示意图;
26.图5为本实用新型实施方式提供的图4中a区域的放大图;
27.图6为本实用新型实施方式提供的换头组件的剖面结构示意图;
28.图7为本实用新型实施方式提供的图6中b区域的放大图;
29.图8为本实用新型实施方式提供的图6中c区域的放大图。
30.图中:100-夹持组件;110-箱体;120-支撑柱;121-柱体;122-底座;130-框架;140-通孔;150-滑杆;160-双头螺纹杆;170-支撑块;180-第一竖板;190-第一电机;1901-第一电机本体;1902-防护外壳;191-密封门;1911-密封门本体;1912-手持部;192-观察窗;200-铣削组件;210-第一气缸;220-第一横板;230-导柱;240-第一滑轨;250-第一滑块;260-第二气缸;270-第二竖板;280-第三气缸;290-滑板;291-第二滑块;292-连接杆;293-第二电机;294-u型板;295-第四气缸;296-夹臂;300-换头组件;310-第二横板;320-凹槽;330-圆板;340-导套;350-弹簧;360-弧形板;370-第三横板;380-第四横板;390-第二滑轨;3901-第二滑轨本体;3902-限位板;391-第三滑块。
具体实施方式
31.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
32.实施例
33.请参阅图1-8,本实用新型提供一种技术方案:一种航空零件端面加工用铣削装置,包括夹持组件100、铣削组件200和换头组件300。铣削组件200和换头组件300均固定在夹持组件100上,该铣削装置便于对铣头进行自动更换,提高了对航空零件的铣削效率。
34.请参阅图1-图3,夹持组件100包括箱体110、支撑柱120、框架130、滑杆150、双头螺纹杆160、支撑块170、第一竖板180、第一电机190和密封门191,支撑柱120通过螺栓固定在
箱体110的下表面上,支撑柱120包括柱体121和底座122,柱体121的一端通过螺栓固定在箱体110的下表面上,底座122通过螺栓固定在柱体121的另一端上,底座122使该铣削装置更加平稳的被放置在地面上,框架130通过螺栓固定在箱体110的上表面上,滑杆150通过螺栓固定在箱体110内,双头螺纹杆160的一端转动设置在箱体110的内壁中,第一电机190通过螺栓固定在箱体110的外壁上。
35.第一电机190包括第一电机本体1901和防护外壳1902,第一电机本体1901和防护外壳1902均通过螺栓固定在箱体110的外壁上,第一电机本体1901设置在防护外壳1902内,防护外壳1902保护第一电机本体1901不被灰尘侵蚀,第一电机190的输出轴和双头螺纹杆160的另一端通过联轴器固定在一起,支撑块170滑动套设在滑杆150上,支撑块170螺纹套设在双头螺纹杆160上,第一竖板180通过螺栓固定在支撑块170的上表面上,密封门191通过铰页固定在箱体110上,夹持组件100还包括观察窗192,观察窗192设置在密封门191上,观察窗192便于对箱体110腔体内废屑的量进行实时的观察,密封门191包括密封门本体1911和手持部1912,密封门本体1911通过铰页固定在箱体110上,手持部1912通过螺栓固定在密封门本体1911的外壁上,手持部1912便于对密封门本体1911进行开启或关闭,本实施例中的手持部1912为门把手。
36.请参阅图2、图4和图5,铣削组件200包括第一气缸210、第一横板220、第一滑轨240、第一滑块250、第二气缸260、第二竖板270、第三气缸280、滑板290、第二滑块291、连接杆292、第二电机293、u型板294、第四气缸295和夹臂296,第一气缸210通过螺栓固定在框架130的上表面上,第一气缸210的活塞杆端部通过螺栓固定在第一横板220的上表面上,第一滑轨240通过螺栓固定在第一横板220的下表面上,第二竖板270通过螺栓固定在第一横板220的外壁上,铣削组件200还包括导柱230,导柱230通过螺栓固定在框架130的内壁和箱体110的上表面上,导柱230滑动贯穿第一横板220,导柱230使第一横板220更加平稳的上下移动。
37.第二气缸260通过螺栓固定在第二竖板270的侧表面上,框架130上开设有通孔140,第二气缸260贯穿通孔140,通孔140便于第二气缸260在框架130上移动,第一滑块250滑动在第一滑轨240上,第二气缸260的活塞杆端部通过螺栓固定在第一滑块250的侧表面上,第三气缸280通过螺栓固定在第一滑块250的外壁上,滑板290通过螺栓固定在第一滑块250的下表面上,第二滑块291滑动在滑板290内,连接杆292的一端通过螺栓固定在第三气缸280的活塞杆端部,连接杆292的另一端通过螺栓固定在第二滑块291的外壁上,第三气缸280的活塞杆和第二气缸260的活塞杆相互垂直设置,第二电机293通过螺栓固定在第二滑块291的下表面上,第二电机293的输出轴下端通过螺栓固定在u型板294的上表面上,第四气缸295通过螺栓固定在u型板294的侧表面上,第四气缸295的活塞杆端部通过螺栓固定在夹臂296的侧表面上。
38.请参阅图2和图6-图8,换头组件300包括第二横板310、圆板330、弹簧350、弧形板360、第三横板370、第四横板380、第二滑轨390和第三滑块391,第二横板310通过螺栓固定在框架130内,第二横板310上开设有凹槽320,圆板330通过螺栓固定在凹槽320内,换头组件300还包括导套340,导套340焊接在圆板330内,导套340便于把铣头快速的插入到凹槽320内,弹簧350的一端通过螺栓固定在凹槽320的内壁中,弹簧350的另一端通过螺栓固定在弧形板360的侧表面上,第三横板370的一端通过螺栓固定在弧形板360的侧表面上,第四
横板380的一端通过螺栓固定在凹槽320的内壁中,第二滑轨390通过螺栓固定在第三横板370的下表面上,第三滑块391滑动在第二滑轨390上,第三滑块391的外表面通过螺栓固定在第四横板380的外表面上,第四横板380上的第三滑块391至少设置三个,第三滑块391等距的设置在第二滑轨390上,多个第三滑块391使弧形板360笔直的横向移动,第二滑轨390包括第二滑轨本体3901和限位板3902,第二滑轨本体3901通过螺栓固定在第三横板370的外壁上,限位板3902焊接在第二滑轨本体3901的端部,限位板3902有效的防止第三滑块391从第二滑轨本体3901上滑出。
39.具体的,该航空零件端面加工用铣削装置的工作原理:使用时,把不同型号的铣头依次插入到第二横板310上的凹槽320内,铣头穿过圆板330,铣头在弹簧350的作用下被弧形板360夹持住,铣头在弹簧350、弧形板360和圆板330的共同作用下使其垂直的设置在第二横板310上,启动第一电机190,第一电机190输出轴的转动带动双头螺纹杆160转动,两个第一竖板180在双头螺纹杆160、滑杆150和支撑块170的共同作用下实现相向或相反移动,在第一电机190的作用下两个第一竖板180把航空零件夹持固定住,启动第一气缸210、第二气缸260、第三气缸280、第二电机293和第四气缸295,第一气缸210活塞杆的伸缩带动夹臂296实现上下移动,第二气缸260活塞杆的伸缩带动夹臂296实现横向移动,第三气缸280活塞杆的伸缩带动夹臂296实现纵向移动,第二电机293输出轴的转动带动夹臂296实现转动,第四气缸295活塞杆的伸缩带动夹臂296之间实现相互靠近或相互远离,在第一气缸210、第二气缸260、第三气缸280、第二电机293和第四气缸295的共同作用下,夹臂296把第二横板310上指定的铣头夹持固定住,并把铣头从第二横板310上拔出,再在第一气缸210、第二气缸260、第三气缸280和第二电机293的共同作用下利用铣头对航空零件进行铣削,当需要对铣头进行更换时,按照上述步骤把当前的铣头插回到凹槽320内,夹臂296再把需要的铣头从凹槽320内拔出,该铣削装置便于对铣头进行自动更换,提高了对航空零件的铣削效率。
40.需要说明的是,第一电机190、第一气缸210、第二气缸260、第三气缸280、第二电机293和第四气缸295具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
41.第一电机190、第一气缸210、第二气缸260、第三气缸280、第二电机293和第四气缸295的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
42.以上仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1