一种全自动数控矩管冲孔插针机的制作方法
1.本实用新型涉及烟草行业设备领域,尤其涉及一种全自动数控矩管冲孔插针机。
背景技术:
2.梳式烟夹是一种在烟草行业中常用的制品,通常为方形不锈钢钢管,并在钢管上设置较多的冲孔,国家标准烟夹为80个孔,湖南省标烟夹为108个孔,在制作针式梳烘烤烟夹时,需在一不锈钢矩管上开孔,同时需将制作好的u形钢针按指定排序插入孔内。现有的不锈钢冲孔部份采用飞轮式冲孔或专用冲孔机冲孔,在孔上插入u型钢针则全部采用人工手工方式操作,存在一工人成本高,二是需要大量的劳动力,三是工人的劳动强度大,四是工作效率低。因此,需要设计一种全自动数控矩管冲孔插针机。
技术实现要素:
3.为了克服现有技术中的缺陷,提供一种全自动数控矩管冲孔插针机。
4.本实用新型通过下述方案实现:
5.一种全自动数控矩管冲孔插针机,包括自动喂料机,所述自动喂料机的输出端与矩管送料机对应连接,所述矩管送料机与矩管冲孔机、矩管插针机和压平机构对应连接,所述矩管插针机还与钢针排列输送机构对应连接。
6.所述自动喂料机包括喂料机架,在所述喂料机架上对应设有矩管料仓,在所述矩管料仓内对应放置有多根矩管,在所述矩管料仓的下部对应设有移料机构,在所述矩管料仓的侧边对应设有进料辅助推进机构和端头冲孔机。
7.所述矩管送料机包括矩管推进机、冲孔插针压平工段,所述矩管推进机与自动喂料机对应连接,所述冲孔插针压平工段与矩管推进机对应连接,所述冲孔插针压平工段的另一端与矩管拉出机对应连接,在所述冲孔插针压平工段的的侧边对应设有压力缸支架,在所述压力缸支架上依次对应设有矩管冲孔机、矩管插针机和压平机构。
8.所述钢针排列输送机构包括多个振动盘,所述振动盘分别与对应的送针导轨对应连接,所述送针导轨与矩管插针机对应连接。
9.所述矩管插针机包括依次设置的双缸双控插针机和单缸插针机;
10.所述矩管冲孔机包括第一矩管冲孔机和第二矩管冲孔机,所述第一矩管冲孔机和第二矩管冲孔机分别与双缸双控插针机和单缸插针机相匹配。
11.本实用新型的有益效果为:
12.1.本实用新型一种全自动数控矩管冲孔插针机可以实现自动进料、冲孔、插针、压平及完成后自动出料,大大降低了人工成本,一个员工即可完成整机操作,熟练后一个员工可以操作多台设备。
13.2.本实用新型一种全自动数控矩管冲孔插针机采用多个压力缸同步控制冲孔、插针、压平动作。同时采用伺服、步进电机定位运行间距,达到快速、准确,搭配不同的模具,调整部份机构的位置,可实现柔性化生产多种规格烟夹。
14.3.本实用新型一种全自动数控矩管冲孔插针机可以大大提高工作效率,省去现有的大量人工劳动。
附图说明
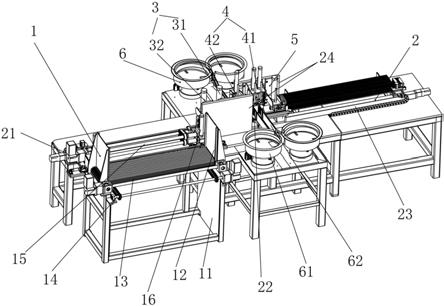
15.图1为本实用新型一种全自动数控矩管冲孔插针机的结构示意图;
16.图中:1为自动喂料机,11为喂料机架,12为矩管料仓,13为矩管,14为移料机构,15为进料辅助推进机构,16为端头冲孔机,2为矩管送料机,21为矩管推进机,22为冲孔插针压平工段,23为矩管拉出机,24为压力缸支架,3为矩管冲孔机,31为第一矩管冲孔机,32为第二矩管冲孔机,4为矩管插针机,41为双缸双控插针机,42为单缸插针机,5为压平机构,6为钢针排列输送机构,61为振动盘,62为送针导轨。
具体实施方式
17.下面结合附图和具体实施例对本实用新型进一步说明:
18.如图1所示,一种全自动数控矩管冲孔插针机,包括自动喂料机1,所述自动喂料机1的输出端与矩管送料机2对应连接,所述矩管送料机2与矩管冲孔机3、矩管插针机4和压平机构5对应连接,所述矩管插针机4还与钢针排列输送机构6对应连接。
19.所述自动喂料机1包括喂料机架11,在所述喂料机架11上对应设有矩管料仓12,在所述矩管料仓12内对应放置有多根矩管13,在所述矩管料仓12的下部对应设有移料机构14,在所述矩管料仓12的侧边对应设有进料辅助推进机构15和端头冲孔机16。
20.所述矩管送料机2包括矩管推进机21、冲孔插针压平工段22,所述矩管推进机21与自动喂料机1对应连接,所述冲孔插针压平工段22与矩管推进机21对应连接,所述冲孔插针压平工段22的另一端与矩管拉出机23对应连接,在所述冲孔插针压平工段22的的侧边对应设有压力缸支架24,在所述压力缸支架24上依次对应设有矩管冲孔机3、矩管插针机4和压平机构5。
21.所述钢针排列输送机构6包括多个振动盘61,所述振动盘61分别与对应的送针导轨62对应连接,所述送针导轨62与矩管插针机4对应连接。
22.所述矩管插针机4包括依次设置的双缸双控插针机41和单缸插针机42;在实际应用中,本申请的矩管插针机4还可以为多缸多控插针机。
23.所述矩管冲孔机3包括第一矩管冲孔机31和第二矩管冲孔机32,所述第一矩管冲孔机31和第二矩管冲孔机32分别与双缸双控插针机41和单缸插针机42相匹配。
24.整个过程,自动喂料机1和矩管送料机2可以实现自动进料和自动出料,矩管冲孔机3、矩管插针机4和压平机构5可以实现冲孔、插针、压平后,搭配不同的插孔导向板、冲孔导向板、插针机的插针冲头和插针基座及插孔机的冲头模具,可实现柔性货生产多种规格烟夹。
25.在实际应用中,在自动喂料机、矩管送料机、矩管冲孔机、矩管插针机、压平机以及钢针排列输送机内部或之间设有若干的感应器、控制器,这些感应器、控制器连接至中央控制电路、控制器,中央控制电路、控制器通过这些感应器、控制器以控制各机构内部或之间的运动部件的运动状态、运动步距、运动顺序等,以达到整体机构程控自动化,具体控制原理和过程为公知技术,在此不再赘述。
26.尽管已经对本实用新型的技术方案做了较为详细的阐述和列举,应当理解,对于本领域技术人员来说,对上述实施例做出修改或者采用等同的替代方案,这对本领域的技术人员而言是显而易见,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
技术特征:
1.一种全自动数控矩管冲孔插针机,包括自动喂料机(1),其特征在于:所述自动喂料机(1)的输出端与矩管送料机(2)对应连接,所述矩管送料机(2)与矩管冲孔机(3)、矩管插针机(4)和压平机构(5)对应连接,所述矩管插针机(4)还与钢针排列输送机构(6)对应连接。2.根据权利要求1所述的一种全自动数控矩管冲孔插针机,其特征在于:所述自动喂料机(1)包括喂料机架(11),在所述喂料机架(11)上对应设有矩管料仓(12),在所述矩管料仓(12)内对应放置有多根矩管(13),在所述矩管料仓(12)的下部对应设有移料机构(14),在所述矩管料仓(12)的侧边对应设有进料辅助推进机构(15)和端头冲孔机(16)。3.根据权利要求1所述的一种全自动数控矩管冲孔插针机,其特征在于:所述矩管送料机(2)包括矩管推进机(21)、冲孔插针压平工段(22),所述矩管推进机(21)与自动喂料机(1)对应连接,所述冲孔插针压平工段(22)与矩管推进机(21)对应连接,所述冲孔插针压平工段(22)的另一端与矩管拉出机(23)对应连接,在所述冲孔插针压平工段(22)的侧边对应设有压力缸支架(24),在所述压力缸支架(24)上依次对应设有矩管冲孔机(3)、矩管插针机(4)和压平机构(5)。4.根据权利要求1所述的一种全自动数控矩管冲孔插针机,其特征在于:所述钢针排列输送机构(6)包括多个振动盘(61),所述振动盘(61)分别与对应的送针导轨(62)对应连接,所述送针导轨(62)与矩管插针机(4)对应连接。5.根据权利要求1所述的一种全自动数控矩管冲孔插针机,其特征在于:所述矩管插针机(4)包括依次设置的双缸双控插针机(41)和单缸插针机(42);所述矩管冲孔机(3)包括第一矩管冲孔机(31)和第二矩管冲孔机(32),所述第一矩管冲孔机(31)和第二矩管冲孔机(32)分别与双缸双控插针机(41)和单缸插针机(42)相匹配。
技术总结
本实用新型公开了一种全自动数控矩管冲孔插针机,包括自动喂料机,所述自动喂料机的输出端与矩管送料机对应连接,所述矩管送料机与矩管冲孔机、矩管插针机和压平机构对应连接,所述矩管插针机还与钢针排列输送机构对应连接。本实用新型一种全自动数控矩管冲孔插针机可以实现自动进料、冲孔、插针、压平及完成后自动出料,工作效率高、劳动强度低。劳动强度低。劳动强度低。
技术研发人员:江仁群
受保护的技术使用者:福建省三明颖凡机械设备有限责任公司
技术研发日:2021.11.18
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1