一种采用中心模具做为切刀和成型模具的线材成型机的制作方法
1.本实用新型属于钢丝铁线线材成型机技术领域,具体涉及一种采用中心模具做为切刀和成型模具的线材成型机。
背景技术:
2.传统的线材成型机由于校直系统要求高,对生产者而言调直线材是很费工时的事情,由于切断系统和中心模具有一定距离,大约15-20cm,中心模具都是按照线材直径和成型规格设计制造的,一旦线材没有调直,送线后线材就会撞到中心模具上,导致生产失误,生产效率低下。
技术实现要素:
3.为解决传统的线材成型机由于校直系统要求高,对生产者而言调直线材是很费工时的事情,由于切断系统和中心模具有一定距离,大约15-20cm,中心模具都是按照线材直径和成型规格设计制造的,一旦线材没有调直,送线后线材就会撞到中心模具上,导致生产失误,生产效率低下的问题;本实用新型的目的在于提供一种采用中心模具做为切刀和成型模具的线材成型机。
4.本实用新型的一种采用中心模具做为切刀和成型模具的线材成型机,包括机架、面板、外模成型组、中心成型及切刀模具、底刀导线板、送线系统、控制系统、线材校直机、安装架体、切刀电机;机架的上安装有面板,面板的内部安装有安装架体,安装架体的下侧安装有切刀电机,安装架体上安装有外模成型组,外模成型组上安装有中心成型及切刀模具,且外模成型组延伸出面板的外部,中心成型及切刀模块的右侧设置有底刀导线板,底刀导线板的右侧设置有送线系统,控制系统通过支架安装在机架上,机架的右侧安装有线材校直机。
5.作为优选,所述机架的内部安装有控制柜。
6.作为优选,所述控制系统为plc控制器。
7.与现有技术相比,本实用新型的有益效果为:
8.一、通过合理的设计完成线材校直,送线,折弯成型,中心模具切断等全部动作;
9.二、导线板直接将线材导引到中心模具,中心模具既是成型模具也是切刀,有效的防止撞线的问题,由于不存在撞线的问题,降低劳动力消耗,通过数控控制器能实现不间断生产的模式,大大提高了生产效率。
附图说明
10.为了易于说明,本实用新型由下述的具体实施及附图作以详细描述。
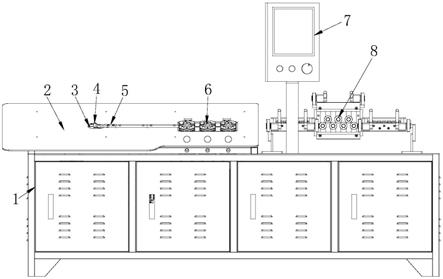
11.图1为本实用新型的结构示意图;
12.图2为本实用新型的俯视图;
13.图3为本实用新型中安装架体与外模成型组的结构示意图。
14.图中:1-机架;2-面板;3-外模成型组;4-中心成型及切刀模具;5-底刀导线板;6-送线系统;7-控制系统;8-线材校直机;9-安装架体;10-切刀电机。
具体实施方式
15.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
16.在此,还需要说明的是,为了避免因不必要的细节而模糊了本实用新型,在附图中仅仅示出了与根据本实用新型的方案密切相关的结构和/或处理步骤,而省略了与本实用新型关系不大的其他细节。
17.如图1所示,本具体实施方式采用以下技术方案:包括机架1、面板2、外模成型组3、中心成型及切刀模具4、底刀导线板5、送线系统6、控制系统7、线材校直机8、安装架体9、切刀电机10;机架1的上安装有面板2,面板2的内部安装有安装架体9,安装架体9的下侧安装有切刀电机10,安装架体9上安装有外模成型组3,外模成型组3上安装有中心成型及切刀模具4,且外模成型组3延伸出面板2的外部,中心成型及切刀模块4的右侧设置有底刀导线板5,底刀导线板5的右侧设置有送线系统6,控制系统7通过支架安装在机架1上,机架1的右侧安装有线材校直机8。
18.进一步的,本具体实施方式中所述机架1的内部安装有控制柜。
19.进一步的,本具体实施方式中所述控制系统7为plc控制器。
20.本具体实施方式的工作原理为:机架的最右端安装有线材校直机,左侧送线系统的送线端与线材校直机连接,送线系统的出线端设置有线材导板,使用的导线板是用硬合金材质制作的直通中心模具的底刀,中心模具是和底刀配合的硬合金材质的切刀,切刀和底刀配合可以切刀钢丝和铁线,切刀和底刀均采用电机和减速机驱动,通过合理的设计完成线材校直,送线,折弯成型,中心模具切断等全部动作;通过合理的设计完成线材校直,送线,折弯成型,中心模具切断等全部动作;改变了以前的设计模式,从之前中心模具和切刀距离较远,线材一旦没有被校直,送线后就会撞到中心模具上,导致生产失误和停止,有效的解决了上述问题,导线板直接将线材导引到中心模具,中心模具既是成型模具也是切刀,有效的防止撞线的问题,由于不存在撞线的问题,降低劳动力消耗,通过数控控制器能实现不间断生产的模式,大大提高了生产效率。
21.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种采用中心模具做为切刀和成型模具的线材成型机,其特征在于:包括机架、面板、外模成型组、中心成型及切刀模具、底刀导线板、送线系统、控制系统、线材校直机、安装架体、切刀电机;机架的上安装有面板,面板的内部安装有安装架体,安装架体的下侧安装有切刀电机,安装架体上安装有外模成型组,外模成型组上安装有中心成型及切刀模具,且外模成型组延伸出面板的外部,中心成型及切刀模块的右侧设置有底刀导线板,底刀导线板的右侧设置有送线系统,控制系统通过支架安装在机架上,机架的右侧安装有线材校直机。2.根据权利要求1所述的一种采用中心模具做为切刀和成型模具的线材成型机,其特征在于:所述机架的内部安装有控制柜。3.根据权利要求1所述的一种采用中心模具做为切刀和成型模具的线材成型机,其特征在于:所述控制系统为plc控制器。
技术总结
本实用新型公开了一种采用中心模具做为切刀和成型模具的线材成型机,涉及钢丝铁线线材成型机技术领域;机架的上安装有面板,面板的内部安装有安装架体,安装架体的下侧安装有切刀电机,安装架体上安装有外模成型组,外模成型组上安装有中心成型及切刀模具,且外模成型组延伸出面板的外部,中心成型及切刀模块的右侧设置有底刀导线板,底刀导线板的右侧设置有送线系统,控制系统通过支架安装在机架上,机架的右侧安装有线材校直机;本实用新型通过合理的设计完成线材校直,送线,折弯成型,中心模具切断等全部动作;导线板直接将线材导引到中心模具,中心模具既是成型模具也是切刀,有效的防止撞线的问题,降低劳动力消耗,提高了生产效率。生产效率。生产效率。
技术研发人员:荣延光 王华林
受保护的技术使用者:邢台中德机械制造有限公司
技术研发日:2021.11.23
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1