一种用于检测冲孔机夹钳打滑的检测装置的制作方法
1.本实用新型涉及机械制造技术领域,特别是一种用于检测冲孔机夹钳打滑的检测装置。
背景技术:
2.机械加工过程中,冲孔机是常用的工件孔加工设备,例如车辆的车架纵梁就是利用数控三面冲孔机进行孔加工的。为了保证孔加工的位置精度,工件通过运输设备送入冲孔机入口端后,冲孔机的夹钳会夹持工件进行给料,直到工件到达冲孔机设定的位置,再进行孔加工。然而,存在工件由于生产线上的废料卡阻或与设备干涉,造成工件被卡滞,冲孔机的夹钳与工件间产生打滑,如果没有夹钳与工件间的打滑监测预警,最终导致工件不能准确停位,孔加工的位置精度得不到保证,甚至造成工件报废,生产成本大大提高。
技术实现要素:
3.针对背景技术中的问题,本实用新型提供一种用于检测冲孔机夹钳打滑的检测装置,以解决现有技术中冲孔机夹钳打滑,造成工件孔加工位置精度得不到保证的问题。
4.本实用新型的目的是通过这样的技术方案实现的,它包括有:
5.一种用于检测冲孔机夹钳打滑的检测装置,所述冲孔机夹钳包括用于夹持工件的上夹块和下夹块,所述下夹块固定设置在下安装座上,其创新点在于:所述检测装置包括滑块、滑轨、气缸和微动开关;所述气缸的缸壳固定设置在所述下安装座的外侧面上,所述气缸的活塞杆的轴向沿竖向设置,所述气缸的活塞杆自由端朝上设置,所述活塞杆的自由端与滑轨的底面固定连接;所述滑轨的滑槽开口向上,所述滑槽的轴向沿所述冲孔机夹钳的给料方向设置,将滑轨朝向冲孔机夹钳给料方向的一端记为头部端,将与所述头部端朝向相反的另一端记为尾部端;所述滑块设置在所述滑槽内,所述滑块能在所述滑槽内沿滑槽的轴向来回滑动,所述滑块的顶面上还固定设置有垫块,所述垫块的顶面高于滑轨的顶面;所述微动开关固定设置在所述尾部端,所述微动开关的触头与所述垫块的端部相对,垫块的端部能在滑轨上滑动到与所述触头接触使微动开关发出信号;当所述气缸的活塞杆伸出带动垫块上升后,能使垫块的顶面与被夹钳夹持的工件的底面接触。
6.作为优化,所述垫块采用橡胶制作。
7.作为优化,所述垫块与所述滑块通过螺栓连接。
8.作为优化,所述滑槽的两端设置有用于防止所述滑块从滑槽内滑出的限位挡块。
9.由于采用了上述技术方案,本实用新型具有如下的优点:由于在夹钳夹持工件的同时,通过气缸的动作,能使垫块压在工件底部,当工件被卡滞不动,夹钳打滑与工件间出现相对滑动时,由于滑轨与夹钳均固定在下安装座上,且垫块与工件由于摩擦力相对固定,滑轨带动微动开关向垫块方向相对移动,微动开关的感应触头与垫块的端部接触直到触发微动开关发出信号,提示打滑,以便于自动控制单元采取停机等措施,避免冲孔机对工件在错误的位置进行孔加工,使孔的位置误差加大甚至造成工件报废后果,极大降低了加工成
本。
附图说明
10.本实用新型的附图说明如下。
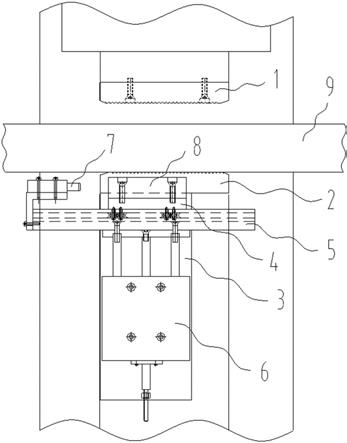
11.图1为本实用新型的结构示意图;
12.图2为图1的左视图。
13.图中: 1、上夹块;2、下夹块;3、下安装座;4、滑块;5、滑轨;6、气缸;7、微动开关;8、垫块;9、工件。
具体实施方式
14.下面结合附图和实施例对本实用新型作进一步说明。
15.如附图1和附图2所示的用于检测冲孔机夹钳打滑的检测装置,所述冲孔机夹钳包括用于夹持工件9的上夹块1和下夹块2,所述下夹块2固定设置在下安装座3上,所述检测装置包括滑块4、滑轨5、气缸6和微动开关7;所述气缸6的缸壳固定设置在所述下安装座3的外侧面上,所述气缸6的活塞杆的轴向沿竖向设置,所述气缸6的活塞杆自由端朝上设置,所述活塞杆的自由端与滑轨5的底面固定连接;所述滑轨5的滑槽开口向上,所述滑槽的轴向沿所述冲孔机夹钳的给料方向设置,将滑轨5朝向冲孔机夹钳给料方向的一端记为头部端,将与所述头部端朝向相反的另一端记为尾部端;所述滑块4设置在所述滑槽内,所述滑块4能在所述滑槽内沿滑槽的轴向来回滑动,所述滑块4的顶面上还固定设置有垫块8,所述垫块8的顶面高于滑轨5的顶面;所述微动开关7固定设置在所述尾部端,所述微动开关7的触头与所述垫块8的端部相对,垫块8的端部能在滑轨上滑动到与所述触头接触使微动开关7发出信号;当所述气缸6的活塞杆伸出带动垫块8上升后,能使垫块8的顶面与被夹钳夹持的工件9的底面接触。
16.为了增大垫块与工件之间的摩擦力,所述垫块8采用橡胶制作。
17.为了便于垫块的安装和更换,所述垫块8与所述滑块4通过螺栓连接。
18.为了防止所述滑块4从滑槽内滑出,所述滑槽的两端设置限位挡块(图中未示出)。
19.进行工件的孔加工前,当夹钳夹住工件的同时,气缸的活塞杆向上伸出,将滑轨向上顶,直到滑块上的垫块顶部抵紧工件的底面,当工件在给料过程中被卡滞不动且与夹钳间出现打滑时,夹钳带动滑轨继续向前移动,直到滑轨端部的微动开关的触头与垫块的端面接触,并触发微动开关发出打滑报警信号。冲孔机的自动控制单元收到打滑报警信号,即可发出暂停孔加工指令作,避免孔加工位置误差。
技术特征:
1.一种用于检测冲孔机夹钳打滑的检测装置,所述冲孔机夹钳包括用于夹持工件的上夹块(1)和下夹块(2),所述下夹块(2)固定设置在下安装座(3)上,其特征在于:所述检测装置包括滑块(4)、滑轨(5)、气缸(6)和微动开关(7);所述气缸(6)的缸壳固定设置在所述下安装座(3)的外侧面上,所述气缸(6)的活塞杆的轴向沿竖向设置,所述气缸(6)的活塞杆自由端朝上设置,所述活塞杆的自由端与滑轨(5)的底面固定连接;所述滑轨(5)的滑槽开口向上,所述滑槽的轴向沿所述冲孔机夹钳的给料方向设置,将滑轨(5)朝向冲孔机夹钳给料方向的一端记为头部端,将与所述头部端朝向相反的另一端记为尾部端;所述滑块(4)设置在所述滑槽内,所述滑块(4)能在所述滑槽内沿滑槽的轴向来回滑动,所述滑块(4)的顶面上还固定设置有垫块(8),所述垫块(8)的顶面高于滑轨(5)的顶面;所述微动开关(7)固定设置在所述尾部端,所述微动开关(7)的触头与所述垫块(8)的端部相对,垫块(8)的端部能在滑轨上滑动到与所述触头接触使微动开关(7)发出信号;当所述气缸(6)的活塞杆伸出带动垫块(8)上升后,能使垫块(8)的顶面与被夹钳夹持的工件的底面接触。2.如权利要求1所述的用于检测冲孔机夹钳打滑的检测装置,其特征在于:所述垫块(8)采用橡胶制作。3.如权利要求1或2所述的用于检测冲孔机夹钳打滑的检测装置,其特征在于:所述垫块(8)与所述滑块(4)通过螺栓连接。4.如权利要求1或2所述的用于检测冲孔机夹钳打滑的检测装置,其特征在于:所述滑槽的两端设置有用于防止所述滑块(4)从滑槽内滑出的限位挡块。
技术总结
本实用新型提供了一种用于检测冲孔机夹钳打滑的检测装置,冲孔机夹钳包括下夹块,下夹块固定设置在下安装座上,其特征在于:检测装置包括滑块、滑轨、气缸和微动开关;气缸的缸壳固定设置在下安装座的外侧面上,气缸的活塞杆自由端朝上设置,活塞杆的自由端与滑轨的底面固定连接;滑槽的轴向沿冲孔机夹钳的给料方向设置;滑块设置在滑槽内,滑块能在滑槽内沿滑槽的轴向来回滑动,滑块的顶面上还固定设置有垫块;微动开关固定设置在尾部端,垫块的端部能在滑轨上滑动到与触头接触使微动开关发出信号。采用本检测装置,能避免由于夹钳打滑造成的孔加工位置误差,减少工件报废,降低加工成本。工成本。工成本。
技术研发人员:周矗
受保护的技术使用者:上汽红岩汽车有限公司
技术研发日:2021.11.23
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1