电机组装用波垫安装及锁螺丝机的制作方法
1.本实用新型涉及电机制造技术领域,尤其涉及一种电机组装用波垫安装及锁螺丝机。
背景技术:
2.电机的主要作用是产生驱动转矩,作为用电器或各种机械的动力源,主要作用是将机电能转化为机械能。电机蜗杆组装即将电机蜗杆组装到电机转子轴上,是电机生产线上的一道重要的工序。目前的电机蜗杆组装技术,更多的是采取人工半自动控制操作气缸完成压蜗杆,在压装前需要将蜗杆手动的放入电机转子轴上,蜗杆放置完成后,工人操作气缸完成蜗杆的压装,压装完成后,人工下料将电机放入到生产线上的下一工序。
3.电机轴承在安装时,需要安装波形垫片,也称调整垫片、波浪垫圈、波垫片,主要是为了给轴承预加轴向载荷,提高轴承刚性,防止电机发生共振,致使轴承打滑。波形垫片由于其结构薄而小,将波形垫片安装到所需要的位置处时一般都是人工操作,其费时费力,安装位置也不精准,影响安装质量。
4.在鉴于此,有必要提出一种电机组装用波垫安装及锁螺丝机以解决上述问题。
技术实现要素:
5.针对现有技术的不足,本实用新型提供了一种电机组装用波垫安装及锁螺丝机,以解决现有波形垫片安装方式中人工安装效率低、安装位置不精准、质量参差不齐的技术问题。
6.为了实现上述目的,本实用新型提供一种波形垫片安装,包括工作台,所述工作台上设置有用于运输电机组件的运输机构以及垂直于所述运输机构运输方向依次设置在所述运输机构侧旁的用于压装波形垫片并检测所述波形垫片是否压装到位的压装检测组件和用于上料所述波形垫片的上料机构,其中:
7.压装检测组件包括支座、可滑动地设置在所述支座上的第一安装板、驱动所述第一安装板前后移动的第一驱动件、用于拾取所述波形垫片并将其压装入电机组件内的压装机构和用于检测所述波形垫片是否安装到位的检测机构,所述压装机构和所述检测机构可升降地设置在所述第一安装板上,所述压装机构包括第一压杆、可升降地设置在所述第一压杆内的磁芯、驱动所述磁芯升降的第二驱动件和驱动所述第一压杆升降的第三驱动件,所述磁芯的直径小于所述波形垫片的外径;所述检测机构包括第二压杆和驱动所述第二压杆升降的第四驱动件,所述第二压杆上设置有压力传感器。
8.优选地,所述检测机构还包括固定于所述第四驱动件输出端的“l”形第二安装板,所述第二压杆固定于所述第二安装板的底部。
9.优选地,所述压装检测组件下游的锁螺丝机构,所述锁螺丝机构包括可前后移动的治具座、固定于所述工作台上的支架、设置在所述支架上的电动螺丝批、驱动所述电动螺丝批升降的第五驱动件和驱动所述电动螺丝批左右移动的第六驱动件,所述电动螺丝批设
置在所述治具座的上方。
10.优选地,所述治具座底部设置有滑移组件,所述滑移组件包括设置于所述工作台上的滑轨和可滑动地设置在所述滑轨上的滑块,所述滑块设置在所述治具座的底部。
11.优选地,所述电动螺丝批上设置有用于检测螺丝是否检测到位的螺丝检测机构,所述螺丝检测机构包括扭力测试仪。
12.优选地,所述锁螺丝机构还包括设置在所述支架后方的螺丝供料仓。
13.优选地,所述锁螺丝机构还包括防护光栅,所述防护光栅包括一对竖直设置的安装柱和若干间隔设置于所述安装柱上的光纤传感器,所述防护光栅设置在所述治具座与所述运输机构之间。
14.优选地,还包括机架,所述机架包括箱体和设置在箱体上的所述工作台,所述箱体上设置有电源开关和保护开关,所述保护开关设置在所述防护光栅的外侧。
15.优选地,所述上料机构为震盆送料机。
16.本技术的方案中一种电机组装用波垫安装及锁螺丝机包括工作台以及设置在工作台上的运输机构、压装检测组件和上料机构。其中,压装检测组件包括可前后移动的第一安装板和设置在第一安装板上的压装机构和检测机构。其中,压装机构包括第一压杆、可升降地设置在第一压杆内的磁芯、驱动磁芯升降的第二驱动件和驱动第一压杆升降的第三驱动件。上料机构完成出料之后,压装机构在第一驱动件的驱动下移动至上料机构的出料口,磁芯在第二驱动件的驱动下对波形垫片进行吸附。当磁芯完成对波形垫片的拾取后,压装机构在第一驱动件的驱动下移动至运输机构的上方,第一压杆在第三驱动件的驱动下下降并不断靠近电机组件,在此过程中磁芯随着第一压杆一同下降。当波形垫片装入电机组件时,磁芯在第二驱动件的驱动下向第一压杆内回缩,在第一压杆的压力下,波形垫片脱离磁芯并被压装入电机组件内。压装机构完成波形垫片的压装之后,在第一驱动件的驱动下继续移动至上料机构的上方对下一波形垫片进行拾取。与此同时,检测机构在第一安装板的带动下移动至运输机构上方,对刚刚完成压装的电机组件进行检测。第二压杆在第四驱动件的驱动下不断下降直至接触到波形垫片,并在第四驱动件的继续驱动下对波形垫片进行压力测试,第二压杆内的压力传感器可以完成对波纹垫片的压力的检测并反馈检测结果。本实用新型设计合理,结构紧凑,且有效解决了现有波形垫片安装方式中人工安装效率低、安装位置不精准、质量参差不齐的技术问题。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
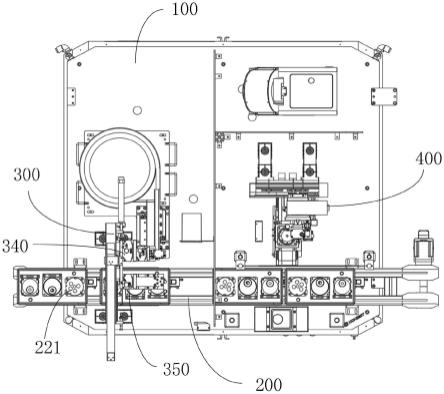
18.图1为本实用新型实施例的电机组装用波垫安装及锁螺丝机的俯视图;
19.图2为本实用新型实施例的电机组装用波垫安装及锁螺丝机的第一视角立体图;
20.图3为本实用新型实施例的电机组装用波垫安装及锁螺丝机的第二视角立体图;
21.图4为本实用新型实施例的锁螺丝机构的结构示意图;
22.图5为本实用新型实施例的压装检测组件的结构示意图;
23.图6为图5中a处的第二驱动件的局部放大图;
24.图7为本实用新型实施例的第一压杆的剖视图;
25.图8为本实用新型实施例的电动螺丝批的结构示意图。
26.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
27.附图标号说明:
28.100-机架、110-箱体、120-电源开关、130-保护开关、140-工作台、 150-上料机构;
29.200-运输机构、210-运输导轨、220-运输平台、221-安装工位;
30.300-压装检测组件、310-支座、311-第一滑轨、320-第一安装板、 321-第一滑块、330-第一驱动件、340-压装机构、341-第一压杆、342
‑ꢀ
磁芯、343-第二驱动件、344-第三驱动件、350-检测机构、351-第二压杆、352-第四驱动件、353-压力传感器、354-容置腔、355-第二安装板;
31.400-锁螺丝机构、410-治具座、420-支架、430-电动螺丝批、440
‑ꢀ
第五驱动件、450-第六驱动件、460-第二滑移组件、461-第二滑块、 462-第二滑轨、470-防护光栅、471-安装柱、472-光纤传感器、480
‑ꢀ
螺丝供料仓、490-供料器、491-第七驱动件、492-进料口、493-出料口。
具体实施方式
32.应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
35.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
36.请参照附图1至附图8,为了实现上述目的,本实用新型提供一种电机组装用波垫安装及锁螺丝机,包括工作台140,工作台140上设置有用于运输电机组件的运输机构200以及垂直于运输机构200运输方向依次设置在运输机构200侧旁的用于压装波形垫片并检测波形垫片是否压装到位的压装检测组件300、用于上料波形垫片的上料机构150 和设置在运输机构200下游锁螺丝机构400。其中,运输机构200和上料机构150可以为运输带、移料机械手或拨叉组件等。具体地,在本实施例中,运输机构200包括设置在工作台140上的运输导轨210和设置在运输导轨210上用于放置电机组件的运输平台220,运输平台220 上设置三
个供电机组件放置的安装工位221,运输平台220可滑动地设置在运输导轨210上。可以理解的是,运输平台220上的安装工位221 数量不限于本实施例所给出的三个的形式,其他数量亦可。此外,在本实施例中,上料机构150为震盆送料机。
37.其中,压装检测组件300包括支座310、可滑动地设置在支座310 上的第一安装板320、驱动第一安装板320前后移动的第一驱动件330、用于拾取波形垫片并将其压装入电机组件内的压装机构340和用于检测波形垫片是否安装到位的检测机构350,压装机构340和检测机构 350分别可升降地设置在第一安装板320上。具体地,第一安装板320 的背面设置有第一滑块321、支座310上设置有第一滑轨311,第一滑块321可滑动地设置在第一滑轨311上,在第一驱动件330的驱动下,设置有第一滑块321的第一安装板320可实现在支座310上的前后移动,从而达到将第一安装板320上的压装机构340往返于上料机构150上方与运输机构200上方的目的。同时,压装机构340和检测机构350共同设置在第一安装板320上可以实现联动,在压装机构340处于上料机构150上方对波形垫片进行拾取的同时,检测机构350在第一安装板320 的带动下同时处于运输机构200的上方可以对刚刚压装完的波形垫片进行检测。此外,压装机构340包括第一压杆341、可升降地设置在第一压杆341内的磁芯342、驱动磁芯342升降的第二驱动件343和驱动第一压杆341升降的第三驱动件344。其中,磁芯342的直径小于波形垫片的外径。上料机构150完成出料之后,压装机构340在第一驱动件330 的驱动下移动至上料机构150的出料口,磁芯342在第二驱动件343的驱动下对波形垫片进行吸附。当磁芯342完成对波形垫片的拾取后,压装机构340在第一驱动件330的驱动下移动至运输机构200的上方,第一压杆341在第三驱动件344的驱动下下降并不断靠近电机组件,在此过程中磁芯342随着第一压杆341一同下降。当波形垫片装入电机组件时,磁芯342在第二驱动件343的驱动下向第一压杆341内回缩,在第一压杆341的压力下,波形垫片脱离磁芯342并被压装入电机组件内。压装机构340完成波形垫片的压装之后,在第一驱动件330的驱动下继续移动至上料机构150的上方对下一波形垫片进行拾取。此外,检测机构350包括第二压杆351和驱动第二压杆351升降的第四驱动件352,第二压杆351上设置有压力传感器353。其中,第一驱动件330、第二驱动件343、第三驱动件344和第四驱动件352为电机、气缸或液压缸等。具体地,在本实施例中,第一驱动件330、第二驱动件343、第三驱动件344和第四驱动件352均为气缸。此外,检测机构350还包括固定于第四驱动件352输出端的“l”形第二安装板355,第二压杆351 固定于第二安装板355的底部。同时,第二压杆351上形成有一供压力传感器353放置的容置腔354,压力传感器353放置在容置腔354内。“l”形的第二压装板可以实现第二压杆351与第一压杆341的伸出长度一致,以保证第一压杆341与第二压杆351移动至运输机构200上方时处于同一位置。
38.进一步地,还有锁螺丝机构400,锁螺丝机构400包括可前后移动的治具座410、固定于工作台140上的支架420、设置在支架420上的电动螺丝批430、驱动电动螺丝批430升降的第五驱动件440和驱动电动螺丝批430左右移动的第六驱动件450,电动螺丝批430设置在治具座 410的上方。当电机组件运输至锁螺丝机构400处时,先由人工将电机组件组装在一起,然后将组装后的电机组件搬运至治具座410上,有电动螺丝批430进行螺丝拧紧。具体地,治具座410底部设置有第二滑移组件460,第二滑移组件460包括设置于工作台140上的第二滑轨462 和可滑动地设置在第二滑轨462上的第二滑块461,第二滑块461设置在治具座410的底部。电动螺丝批430在第五驱动件440和第六驱动件 450的驱动下可以实现z轴和
x轴的移动,同时配以治具座410在y轴上的移动,电动螺丝批430可以实现对电机组件上不同位置的螺丝进行拧紧。其中,第五驱动件440和第六驱动件450为电机、气缸或液压缸。具体地,在本实施例中,第五驱动件440和第六驱动件450均为电机。同时,电动螺丝批430可以实现扭力检测以检测螺丝是否检测到位。此外,锁螺丝机构400还包括设置在支架420后方的螺丝供料仓480。同时,锁螺丝机构400上设置有设置在电动螺丝批430端部的供料器 490以及驱动供料器升降的第七驱动件491,供料器490内设置有供螺丝进入并通过的进料口492,进料口492与螺丝供料仓480的出料口通过气管(图中未示出)连接。螺丝供料仓480内储存有螺丝,在电动螺丝批430对螺丝进行拧紧前,螺丝在螺丝供料仓480内的驱动气缸 (图中未示出)的气压作用下通过气管从螺丝供料仓480内进入到供料器490内。此时,供料器490在第七驱动件491的驱动下到达螺丝孔的上方,出料口493对准需要安装螺丝的螺丝孔,螺丝从出料口493 落入到螺丝孔内并由电动螺丝批430进行拧紧。锁螺丝机构400可以完成螺丝出料、放料和拧紧的全部动作。
39.作为本实施例优选的实施方式,锁螺丝机构400还包括防护光栅 470,防护光栅470包括一对竖直设置的安装柱471和若干间隔设置于安装柱471上的光纤传感器472,防护光栅470设置在治具座410与运输机构200之间。防护光栅470可以放置工人在锁螺丝机构400工作过程中误入到锁螺丝机构400的工作范围内造成伤害。当光纤传感器472 检测到有外物穿过防护光栅470时,即可停止锁螺丝机。
40.作为本实施例具体的实施方式,还包括机架100,机架100包括箱体110和设置在箱体110上的工作台140,箱体110上设置有电源开关 120和保护开关130,保护开关130设置在防护光栅470的外侧。保护开关130为设置在防护光栅470外的两个按钮开关,使用者在启动锁螺丝机构400时必须保证双手同时按在保护开关130上,以此保证锁螺丝机构400在开启过程中使用者不会误入到锁螺丝机构400的工作范围内或者因误启动造成伤害。
41.本技术的方案中一种电机组装用波垫安装及锁螺丝机包括工作台140以及设置在工作台140上的运输机构200、压装检测组件300和上料机构150。其中,压装检测组件300包括可前后移动的第一安装板320 和设置在第一安装板320上的压装机构340和检测机构350。其中,压装机构340包括第一压杆341、可升降地设置在第一压杆341内的磁芯 342、驱动磁芯342升降的第二驱动件343和驱动第一压杆341升降的第三驱动件344。上料机构150完成出料之后,压装机构340在第一驱动件330的驱动下移动至上料机构150的出料口,磁芯342在第二驱动件 343的驱动下对波形垫片进行吸附。当磁芯342完成对波形垫片的拾取后,压装机构340在第一驱动件330的驱动下移动至运输机构200的上方,第一压杆341在第三驱动件344的驱动下下降并不断靠近电机组件,在此过程中磁芯342随着第一压杆341一同下降。当波形垫片装入电机组件时,磁芯342在第二驱动件343的驱动下向第一压杆341内回缩,在第一压杆341的压力下,波形垫片脱离磁芯342并被压装入电机组件内。压装机构340完成波形垫片的压装之后,在第一驱动件330的驱动下继续移动至上料机构150的上方对下一波形垫片进行拾取。与此同时,检测机构350在第一安装板320的带动下移动至运输机构200上方,对刚刚完成压装的电机组件进行检测。第二压杆351在第四驱动件352 的驱动下不断下降直至接触到波形垫片,并在第四驱动件352的继续驱动下对波形垫片进行压力测试,第二压杆351内的压力传感器353 可以完成对波纹垫片的压力的检测并反馈检测结果。本实用新型设计合理,结构紧凑,且有效解决了现有波形垫片安装方式中人工安装效
率低、安装位置不精准、质量参差不齐的技术问题。
42.以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1