一种木结构锚杆的加工模具的制作方法
1.本实用新型涉及一种木结构锚杆的加工模具。
背景技术:
2.五金冲压加工是利用冲床及模具将不锈钢,铁,铝,铜等板材及异性材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。五金冲压加工操作方便,生产效率高,易于实现机械化与自动化,是五金制造厂不可缺少的重要生产工艺。五金冲压加工工艺流程一般如下:
3.1、备料:不同产品所需的模具材料也有所不同,要根据产品特点选择合适的模具材料,如模柄,上盖板及上公夹,脱料板,下模板,垫板及底板。
4.2、粗加工:选择好材料后,用铣床对平面及侧面进行初步加工。通常需要用到公夹板,脱料板,下模板及垫板,底板,上盖板及顶料板。
5.3、细加工:需要用磨床加工平面及四角打直角。将公夹板,脱料板,下模板及垫板研磨平面再打直角,再将底板及上盖板研磨平面即可。
6.4、划线:将经过细加工处理已经研磨好并打好直角的模具板材放置在划线台上,根据模具制作图纸,用划线高度尺进行划线,最后把划好线的模具板材进行打点,钻孔,攻牙。
7.5、热处理:将需要热处理的下模板及模块提高硬度的板材经过高温淬火,回火,调质,退火,在进一步精加工,把板材进行研磨平面并打直角,再进行线切割加工。
8.6、组装试模:选用模架或配套导柱,导套来完成模具组装,并将组装好的模具安装在冲压机床上进行调试冲压,最后将冲出的进行测量确认其是否符合产品的要求,完成整个冲压加工。对于木结构五金件,目前的冲压模具重量大,费用高,有时为了生产出符合要求的木结构连接件需要尝试对模具多次试验尝试或更换,生产效率不高。
技术实现要素:
9.本实用新型的目的在于,克服现有技术中存在的缺陷,提供一种木结构锚杆的加工模具,采用冲压试制模具及冲压整形模具两套模具,避免直接采用冲压模具造成的废品不良品率高,或者模具报废的情形,能够更快试制出符合要求的木结构连接件;而冲压试制模具及冲压整形模具两者正装与倒装的不同结构可以节省费用,尤其是动模板所需压力源的标准件的费用。
10.为实现上述目的,本实用新型的技术方案是设计一种木结构锚杆的加工模具,包括用于木结构锚杆的锚杆底板、螺杆、连接管与底梁托件冲压成型的冲压试制模具及冲压整形模具,冲压试制模具为凸模在下、凹模在上的倒装式结构,冲压整形模具为用于节省费用的凸模在上、凹模在下的正装式结构。凹模与凸模之间通过分别设置在凹模与凸模上的相适配的插块、插槽实现定位;或通过设置在凹模或凸模侧端面上突出设置的导向槽和冲压机固定座上的定位销实现定位和紧固,为本领域现有技术,不赘述。螺杆、连接管冲压成
型后再经过车削或铣削或攻丝或锉丝形成所需外螺纹或螺纹孔。采用冲压试制模具及冲压整形模具两套模具,避免直接采用冲压模具造成的废品不良品率高,或者模具报废的情形,能够更快试制出符合要求的木结构连接件;而冲压试制模具及冲压整形模具两者正装与倒装的不同结构可以节省费用,尤其是动模板所需压力源的标准件的费用。采用试制冲压模具,可以减少模具报废的情况,一般试制两套,第一套不符合要求修改后第二套一般可以满足要求,冲压试制模具作为预冲压,冲压整形模具为第二道工序,冲压完成后即成木结构锚件的各部件,再将各部件焊接、攻丝等形成最终的成品。
11.进一步的技术方案是,冲压试制模具的凹模也即动模的背向工件的一面设有若干根筋板且筋板数量不超过六根,所述冲压整形模具的凸模也即动模的背向工件的一面也设有若干根筋板且筋板数量不超过六根。筋板数量有所控制,前期通过试验发现模具受力情况后调整材料分布情况,调整筋板厚度,主要是针对受力处的筋板加大厚度。
12.进一步的技术方案是,冲压试制模具的闭合高度在400~700mm之间,筋板的厚度在20~30mm之间;冲压整形模具的闭合高度在1100~1200mm之间,筋板的厚度在40~50mm之间。
13.进一步的技术方案为,冲压试制模具的凹模的背向工件的一面的中心一体设有或固定设有加强块,所述筋板设有六根且以加强块为中心呈环形阵列布置;所述冲压整形模具的凸模的背向工件的一面的中心也一体设有或固定设有加强块,所述筋板设有六根且以加强块为中心呈环形阵列布置;冲压试制模具与冲压整形模具的硬度为65hrc,模具表面摩擦系数0.08。动模背面的中部一般直接接触顶杆,所以设置加强块,而六根筋板辐射式的设置相比于以往横纵交叉多根筋板的设置,减少了筋板的数量,减轻了模具的重量,可以适当增加筋板的厚度以延长模具的使用寿命,避免模具的变形。模具硬度为65hrc,摩擦系数为0.08,而冲压速度采用200mm.s-1
,这种情形下的模具磨损量较小。
14.进一步的技术方案为,冲压试制模具或冲压整形模具均为一套或四套;若为一套,则冲压试制模具的凹模上设有四个分别与木结构锚杆的锚杆底板、螺杆、连接管与底梁托件仿形设置的凹槽,凸模上设有与凹槽适配的凸块;若为四套,则每套冲压试制模具的凹模上仅设有一个分别与木结构锚杆的锚杆底板、螺杆、连接管与底梁托件仿形设置的凹槽,凸模上设有与凹槽适配的凸块。由于冲压油在冲压工艺中起到了关键性的作用,良好的冷却性能和极压抗磨性能对于模具的使用寿命和工件精度的提升有了质的飞跃。根据工件材质的不同,冲压油在选用时性能的侧重点也不一样。由于木结构连接件大多采用不锈钢材质,而不锈钢板是容易产生硬化的材料,要求使用油膜强度高、抗烧结性好的拉伸油。一般使用含有硫氯复合型添加剂的冲压油,在保证极压性能的同时避免工件出现毛刺、破裂等问题。如果将两种模具分成四套各自对应锚杆底板、螺杆、连接管与底梁托件的模具,可以分别针对各部件的形状情况方便分析受力情况而设置并方便调整动模背面筋板的分布设置情况(六根辐射式的筋板分布比较适合锚杆底板的动模的设置,其他部件的筋板分别最好根据各自部件的形状分析动模受力情况后调整筋板数量及分布形式以减少动模的重量),如果将两种模具设置成一套也即动模上设置四个凹槽的形式可以减少模具数量,但受力分析及筋板分布设计较为麻烦,实际中可以灵活选择,增强本实用新型的适用性。
15.本实用新型的优点和有益效果在于:采用冲压试制模具及冲压整形模具两套模具,避免直接采用冲压模具造成的废品不良品率高,或者模具报废的情形,能够更快试制出
符合要求的木结构连接件;而冲压试制模具及冲压整形模具两者正装与倒装的不同结构可以节省费用,尤其是动模板所需压力源的标准件的费用。
16.采用试制冲压模具,可以减少模具报废的情况,一般试制两套,第一套不符合要求修改后第二套一般可以满足要求,冲压试制模具作为预冲压,冲压整形模具为第二道工序,冲压完成后即成木结构锚件的各部件,再将各部件焊接、攻丝等形成最终的成品。
17.动模背面的中部一般直接接触顶杆,所以设置加强块,而六根筋板辐射式的设置相比于以往横纵交叉多根筋板的设置,减少了筋板的数量,减轻了模具的重量,可以适当增加筋板的厚度以延长模具的使用寿命,避免模具的变形。模具硬度为65hrc,摩擦系数为0.08,而冲压速度采用200mm.s-1,这种情形下的模具磨损量较小。
18.由于冲压油在冲压工艺中起到了关键性的作用,良好的冷却性能和极压抗磨性能对于模具的使用寿命和工件精度的提升有了质的飞跃。根据工件材质的不同,冲压油在选用时性能的侧重点也不一样。由于木结构连接件大多采用不锈钢材质,而不锈钢板是容易产生硬化的材料,要求使用油膜强度高、抗烧结性好的拉伸油。一般使用含有硫氯复合型添加剂的冲压油,在保证极压性能的同时避免工件出现毛刺、破裂等问题。
附图说明
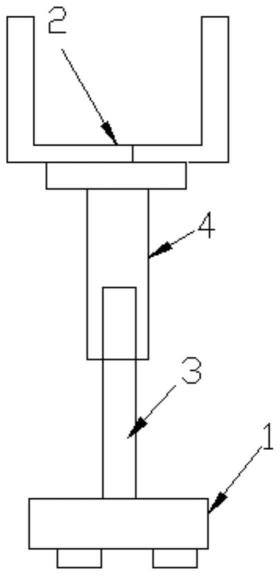
19.图1是本实用新型一种木结构锚杆的加工模具加工出的木结构锚杆的示意图;
20.图2是本实用新型的冲压试制模具;
21.图3是本实用新型的冲压整形模具;
22.图4是图3中凹模的俯视图;
23.图5是图3中凹模的仰视图;
24.图6是本实用新型另一种凹模的示意图。
25.图中:1、锚杆底板;2、底梁托件;3、螺杆;4、连接管;5、凸模;6、凹模;7、筋板;8、加强块;9、凹槽;10、凸块。
具体实施方式
26.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
27.如图1至图6所示,本实用新型是一种木结构锚杆的加工模具,包括用于木结构锚杆的锚杆底板1、螺杆3、连接管4与底梁托件2冲压成型的冲压试制模具及冲压整形模具,冲压试制模具为凸模5在下、凹模6在上的倒装式结构,冲压整形模具为用于节省费用的凸模5在上、凹模6在下的正装式结构。冲压试制模具的凹模6也即动模的背向工件的一面设有若干根筋板7且筋板7数量不超过六根,所述冲压整形模具的凸模5也即动模的背向工件的一面也设有若干根筋板7且筋板7数量不超过六根。冲压试制模具的闭合高度在400~700mm之间,筋板7的厚度在20~30mm之间;冲压整形模具的闭合高度在1100~1200mm之间,筋板7的厚度在40~50mm之间。冲压试制模具的凹模6的背向工件的一面的中心一体设有或固定设有加强块8,所述筋板7设有六根且以加强块8为中心呈环形阵列布置;所述冲压整形模具的凸模5的背向工件的一面的中心也一体设有或固定设有加强块8,所述筋板7设有六根且以
加强块8为中心呈环形阵列布置;冲压试制模具与冲压整形模具的硬度为65hrc,模具表面摩擦系数0.08。冲压试制模具或冲压整形模具均为一套或四套;若为一套(如图5),则冲压试制模具的凹模6上设有四个分别与木结构锚杆的锚杆底板1、螺杆3、连接管4与底梁托件2仿形设置的凹槽9,凸模5上设有与凹槽9适配的凸块10;若为四套(如图6),则每套冲压试制模具的凹模6上仅设有一个分别与木结构锚杆的锚杆底板1、螺杆3、连接管4与底梁托件2仿形设置的凹槽9,凸模5上设有与凹槽9适配的凸块10。
28.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1