一种钢筋网片整体弯曲成型装置的制作方法
1.本技术涉及预构件装置技术领域,尤其涉及一种钢筋网片整体弯曲成装置。
背景技术:
2.近年来,随着我国铁路特别是高速铁路的发展,为方便养护维修、保证运营安全,各类线缆一般采用电缆槽的方式进行铺设。电缆槽做为保障铁路安全运营的一项基础设施,其质量在施工中不容忽视。电缆槽及盖板采用钢筋混凝土材料预制而成。
3.这种小型预构件的生产,传统工艺以人工作业为主,所生产出的小型构件虽然满足设计要求,但普遍存在质量差异性较大,不但影响主体结构的整体美观,而且严重危害构件的使用寿命。其次,人工作业施工功效率低,生产成本高,工人劳动强度大。
技术实现要素:
4.本技术实施例通过提供一种钢筋网片整体弯曲成型装置,解决了现有技术中人工制备预构件,质量差,效率低的技术问题,实现了钢筋网片整体弯曲的机械化生产。
5.本实用新型实施例提供了一种钢筋网片整体弯曲成型装置,包括转盘、夹杆、活动挡板和固定挡板。所述转盘连接于台面,能够在驱动装置的带动下旋转;所述夹杆和所述活动挡板均连接于所述转盘,且所述夹杆与所述活动挡板相邻设置,以加持钢筋网片;所述固定挡板连接于所述台面。
6.在一种可能的实现方式中,钢筋网片整体弯曲成型装置还包括锁紧机构。所述锁紧机构连接于所述夹杆的顶部和所述活动挡板的顶部,能够使所述夹杆和所述活动挡板夹紧或释放所述钢筋网片。
7.在一种可能的实现方式中,所述锁紧机构包括弹簧手扣和凸起。所述弹簧手扣连接于所述夹杆的顶部;所述凸起连接于所述活动挡板的顶部;所述弹簧手扣的钩环能够扣紧所述凸起,以使所述夹杆和所述活动挡板夹紧钢筋网片。
8.在一种可能的实现方式中,钢筋网片整体弯曲成型装置还包括定位卡件。所述定位卡件连接于所述台面靠近所述活动挡板的一侧。
9.在一种可能的实现方式中,所述定位卡件包括抵挡板和滑轨;所述滑轨设置于所述台面的靠近所述活动挡板一侧;所述抵挡板连接于所述滑轨,能够跟随所述滑轨移动,且所述抵挡板的侧面垂直于所述固定挡板的端面。
10.在一种可能的实现方式中,钢筋网片整体弯曲成型装置还包括底板和支撑杆。所述支撑杆的一端连接于所述活动挡板远离所述夹杆的一侧,另一端连接于所述底板;所述底板的上表面连接所述支撑杆和所述活动挡板,下表面连接所述转盘。
11.在一种可能的实现方式中,所述夹杆连接于所述转盘的旋转中心。
12.本实用新型实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
13.本实用新型实施例通过采用了钢筋网片靠近固定挡板的部分由固定挡板抵挡,钢
筋网片靠近活动挡板的部分由夹杆和活动挡板夹持,并在转盘的带动下旋转弯折,有效解决了人工制备预构件,质量差,效率低的问题,进而实现了小型钢筋网片预构件的机械化加工,提高工作效率。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对本实用新型实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
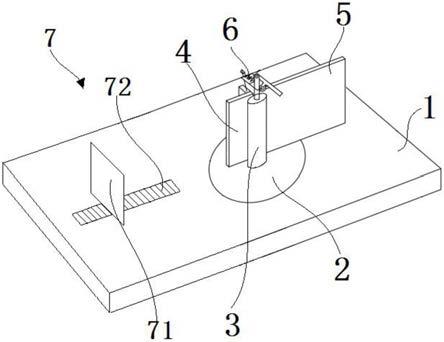
15.图1为本技术实施例提供的一种钢筋网片整体弯曲成型装置的结构示意图;
16.图2为本技术实施例提供的一种钢筋网片整体弯曲成型装置的另一角度结构示意图;
17.图3为本技术实施例提供的锁紧机构的结构示意图;
18.图4为本技术实施例提供的弹簧手扣的结构示意图。
19.附图标记:1-台面;2-转盘;3-夹杆;4-活动挡板;5-固定挡板;6-锁紧机构;41-底板;42-支撑杆;61-凸起;62-弹簧手扣;7-定位卡件;71-抵挡板;72-滑轨;621-扳手;622-底座;623-螺栓;624-拉动件;625-连接板; 626-弹簧;627-滑槽;628-扣头。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型实施例的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
22.本实施例提供了一种钢筋网片整体弯曲成型装置,请一并参照说明书附图中图1至图3。
23.参照图1和图2所示,一种钢筋网片整体弯曲成型装置,包括转盘2、夹杆3、活动挡板4和固定挡板5。转盘2连接于台面1,能够在驱动装置的带动下旋转;夹杆3和活动挡板4均连接于转盘2,且夹杆3与活动挡板4相邻设置,以加持钢筋网片;固定挡板5连接于台面1。
24.这种小型预制构件的生产,传统工艺以人工作业为主,所生产出的小型构件虽然满足设计要求,但普遍存在质量差异性较大,如表面平整度差,蜂窝、麻面和缺棱掉角多,变
形程度大等质量缺陷,不但影响主体结构的整体美观,而且严重危害构件的使用寿命。其次,该工艺具有施工功效低,预制构件的破损率高,施工单位生产成本高,工人劳动强度大等弊端。在这种大环境下,推动施工生产机械化、自动化成了高速铁路建设中的当务之急。
25.本实用新型实施例的操作过程,活动挡板4的初始状态与固定挡板5在同一延长线上,将钢筋网片插入活动挡板4和夹杆3之间,钢筋网片贴合活动挡板4和固定挡板5。活动挡板4和夹杆3均连接于转盘2上,能够同步转动。钢筋网片被活动挡板4和夹杆3加持的部分跟随转盘2一同旋转,弯折设定的角度。钢筋网片远离转盘2的部分,由于固定挡板5的阻挡,保持角度。
26.由于在一个施工中,小型预构件有固定的几个尺寸,将钢筋网片放置在该装置上,能够直接加工,不需要反复测量。通过钢筋网片整体弯曲成型装置加工的预制构件不仅具有一定的强度、刚度,符合设计尺寸、确保外观质量要求外,还根据现场施工条件,满足机械化施工、操作轻便,提高了加工效率,具有重复利用价值。
27.转盘2设置于台面1上,受驱动装置的驱动旋转,驱动装置连接智能控制端,智能控制端能够控制驱动装置的电机旋转方向和旋转角度,进而控制转盘 2,进而转盘2能够顺时针或者逆时针旋转任意设定角度。提高装置的自动化程度。
28.活动挡板4在初始状态应和固定挡板5在同一延长线上,并且活动挡板4 的侧面端面与固定挡板5的侧面端面贴合。这样,在活动挡板4旋转的过程中,钢筋网片的非弯折部分能够始终与固定挡板5贴合,由固定挡板5给予阻挡的力,使其保持平直。
29.夹杆3与活动挡板4相对设置,且夹杆3设置于活动挡板4与固定挡板5 的贴合位置。夹杆3与活动挡板4夹持钢筋网片,以夹杆3为弯折的旋转中心,夹杆3设置于活动挡板4和固定挡板5的贴合处,同样是使钢筋网片除了设定位置弯折,其两端延伸的部位均保持平直,钢筋网片靠近固定挡板5的位置,不会出现空缺,导致缺少约束而产生的形变,而是始终与固定挡板5贴合。
30.夹杆3和活动挡板4设置于转盘2上,只要能够实现夹杆3和活动挡板4 的同步转动即可。在一般情况下,夹杆3连接于转盘2的旋转中心,这样,转盘2的偏转角度即为夹杆3的旋转角度。钢筋网片能够顺时针弯折180
°
和逆时针弯折180
°
。钢筋网片通常两端均需要弯折加工,转盘2能够顺时针或逆时针转动,使得钢筋网片的两端的弯折方向可以一致也可以相反。
31.夹杆3的杆径尺寸可以根据钢筋网片加工的精准度来确定,对于粗加工的钢筋网片,夹杆3的杆径可以设置大一些,这样,夹杆3的强度比较大,但是,弯折的弧度也比较大。
32.参照图3所示,钢筋网片整体弯曲成型装置还包括锁紧机构6。锁紧机构 6连接于夹杆3的顶部和活动挡板4的顶部,能够使夹杆3和活动挡板4夹紧或释放钢筋网片。
33.锁紧机构6用于当钢筋网片插入夹杆3和活动挡板4之间后,固定夹杆3 和活动挡板4,以使夹杆3和和活动挡板4能够夹紧钢筋网片,以便钢筋网片能够受活动挡板4的约束。本实施例采用的锁紧机构6为夹紧式,连接于夹杆3的顶部和活动挡板4的顶部。打开锁紧机构6,将钢筋网片放置两者之间,然后扣紧锁紧机构6。
34.参照图3和图4所示,提供了锁紧机构6的一种具体实施方式,锁紧机构 6包括弹簧手扣62和凸起61。弹簧手扣62连接于夹杆3的顶部;凸起61连接于活动挡板4的顶部;弹簧手扣62的钩环能够扣紧凸起61,以使夹杆3和活动挡板4夹紧钢筋网片。
35.弹簧手扣62包括扳手621、底座622、螺栓623、拉动件624、连接板625、弹簧626、滑槽627和扣头628。底座622连接于夹杆3的顶部,扳手621的一端通过螺栓623与底座622连接,扳手621能够以螺栓623为轴转动。扳手 621的靠近连接螺栓623的一端连接拉动件624,拉动件624为矩形方框,一端连接扳手621,另一端的侧壁开有孔,使扣头628伸出。扣头628包括圆环和长柄,长柄的一端连接圆环,且圆环设置于拉动件624外侧,另一端连接连接板625,且连接板625设置于拉动件624内侧,同时弹簧626套设于连接板 625上。弹簧626的一端抵住连接板625,另一端抵住拉动件624的内壁。拉动件624的两个侧壁均开设有滑槽627,连接板625设置于拉动件624内,且连接板625的两端伸出滑槽627,并能够在滑槽627内滑动。
36.在使用时,顺时针旋转扳手621,带动拉动件624向靠近凸起61的方向运动,拉动件624抵住扣头628的圆环向前运动,并将圆环套在设置于活动挡板 4的凸起61上。逆时针旋转扳手621,扣头628的位置已被固定,与扣头628 连接的连接板625的位置也固定了,扳手621带动拉动件624向远离凸起61 的方向运动,拉动件624挤压弹簧626,连接板625的两端相对拉动件624在滑槽627内滑动,当扳手621逆时针运动到水平,弹簧626被压缩至最大程度,扣头628拉紧凸起61,使活动挡板4和夹杆3夹紧。
37.锁紧机构6不限于附图和上述描述,只要能够实现夹杆3和活动挡板4的夹紧即可,例如锁紧机构6可以是螺杆和螺母。夹杆3顶部和活动挡板4顶部开设有对应的孔,螺杆穿过夹杆3和活动挡板4的孔,并通过螺母旋紧,以使夹杆3和活动挡板4夹紧。
38.参照图1和图2所示,钢筋网片整体弯曲成型装置还包括定位卡件7。定位卡件7连接于台面1靠近活动挡板4的一侧。
39.定位卡件7用于确定钢筋网片弯折的位置,调整定位卡件7的位置,进而确定定位卡件7到夹杆3的距离,将钢筋网片插入夹杆3和活动挡板4之间,并使钢筋网片的一端抵住定位卡件7,夹杆3和活动挡板4加持钢筋网片的一端弯折。
40.定位卡件7包括抵挡板71和滑轨72。滑轨72设置于台面1的靠近活动挡板4一侧;抵挡板71连接于滑轨72,能够跟随滑轨72移动,且抵挡板71的侧面垂直于固定挡板5的端面。
41.在一种实施方式中,台面1上设置转轴,滑轨72套设于转轴上,并在转轴的带动下移动,抵挡板71连接于滑轨72,能够在两个转轴之间的区间内移动。
42.在一种实施方式中,在台面1上设置多个卡槽,抵挡板71能够插入不同的卡槽中。
43.在一种实施方式中,台面1上设置槽,滑轨72套设于槽上,槽和滑轨72 上具有多个限位孔,滑轨72带动抵挡板71运动到指定位置,将定位块插入限位孔,实现抵挡板71位置的固定。
44.在一种实施方式中,抵挡板71的底端连接滚轮,滚轮的转轴卡设于滑轨 72上,滚轮设置于刹车片,抵挡板71可以沿滑轨72方向运动到任意位置,按下刹车片,实现抵挡片的固定。
45.定位卡件7不限于附图和上述描述,只要能够实现抵挡板71的不同位置的固定即可。这样,既能够调节活动挡板4到抵挡板71的位置,即确定钢筋网片的弯曲位置,又能够在钢筋网片的一端抵紧抵挡板71时,抵挡板71不会发生位移,以保证加工的精准度。
46.同时抵挡板71的侧面垂直于固定挡板5的端面,以能够和钢筋网片有足够的接触面积。抵挡板71具有一定的强度,并且可以在抵挡板71与滑轨72 或台面1设置其他支撑装
置,以保障抵挡板71能够保持竖直,不在竖直方向上发生偏移,使钢筋网片的端面能够完全抵住抵挡板71。
47.钢筋网片整体弯曲成型装置还包括底板41和支撑杆42。支撑杆42的一端连接于活动挡板4远离夹杆3的一侧,另一端连接于底板41;底板41的上表面连接支撑杆42和活动挡板4,下表面连接转盘2。
48.底板41和支撑杆42用于支撑活动挡板4,底板41设置于转盘2上,活动挡板4设置于底板41上,夹杆3穿过底板41与转盘2连接,夹杆3一般设置于转盘2的轴心上。支撑杆42的一端连接活动挡板4,另一端连接底板41,支撑杆42,底板41和活动挡板4形成三角形,更具稳定性,以在转盘2旋转时,具有足够的刚性的力,来弯曲钢筋网片。同时,支撑杆42与活动挡板4 连接的一端连接于活动挡板4的顶部,使活动挡板4的顶部与支撑杆42的顶部形成一个平台,以方便凸起61的设置。凸起61焊接于活动挡板4的顶部,且向远离夹杆3的方向倾斜。
49.在小型预构件的加工过程中,钢筋网片整体弯曲成型装置是其中的一个环节。与钢筋网片整体弯曲成型装置配合的还包括小型预构件胎具。根据钢筋的布置间距,制作具有卡槽的小型预构件胎具,这样,不需要每次都进行测量,直接将钢筋拜访至小型预构件胎具上,构成钢筋网片,并对交叉点进行绑扎和焊接。半成品标注好尺寸并进行集中码放。半成品的钢筋网片在接下来的工艺中,运送至钢筋网片整体弯曲成型装置,通过定位卡件7确定钢筋网片弯曲部位,启动装置,使钢筋网片的一端弯折设定角度,取下,翻转钢筋网片,对另一端进行弯折加工,加工完成,等待进行混凝土浇筑。整个加工过程,通顺流畅,极大的提高了工作效率,实现了机械化作业。
50.同时,钢筋网片整体弯曲成型装置具有可重复使用性,钢筋网片整体弯曲成型装置的定位卡件7的位置和转盘2的旋转角度均可以调节,即实现了对钢筋网片的弯曲位置和弯曲角度的调控。对于同一尺寸的预构件,钢筋网片整体弯曲成型装置能够减少操作步骤,快速加工,并保障加工的质量;对于不同尺寸的预构件,钢筋网片整体弯曲成型装置能够根据要求进行调节,应用场景多。
51.本说明书中的各个实施方式采用递进的方式描述,各个实施方式之间相同或相似的部分互相参见即可,每个实施方式重点说明的都是与其他实施方式的不同之处。
52.以上实施例仅用以说明本技术的技术方案,而非对本技术限制;尽管参照前述实施例对本技术进行了详细的说明,本领域普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1