一种超声波焊接定位工装的制作方法
一种超声波焊接定位工装
1.【技术领域】
2.本实用新型涉及焊接定位技术领域,尤其是涉及一种超声波焊接定位工装。
3.
背景技术:
4.公知的, 超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,普通超声波焊接是两产品上下对正,然后超声波焊头从上方进行焊接,如果遇到产品有斜面需要贴合的则无法准确对位,会造成焊接后产品合格率出现大的波动,增加企业负担,如果用工人进行辅助焊接,增加工人劳动强度和企业的人工成本。
5.
技术实现要素:
6.为了克服背景技术中的不足,本实用新型公开了一种超声波焊接定位工装,本实用新型通过在超声波焊机上设置焊接台、第一固定部、第二固定部和调节台,调节台上设置第三固定部,以达到固定斜面焊接产品,减少产品废品率的目的。
7.为了实现所述实用新型目的,本实用新型采用如下技术方案:
8.一种超声波焊接定位工装,包括超声波焊机、焊接台、第一固定部、第二固定部、第三固定部和调节台,超声波焊机由主机、支撑杆、焊头和底板构成,底板上方设有主机,主机上设有支撑杆,支撑杆上设有焊头,焊接台、第一固定部、第二固定部和调节台均设置在底板上,调节台上设有第三固定部。
9.所述焊接台设置在焊头的正下方,焊接台由支撑板、调节块和固定块构成,支撑板的下部面与底板的上部面相连接,支撑板的上部面均匀分布有固定孔,调节块设置在支撑板上方,调节块的截面为梯形结构,调节块上部面宽度大于下部面宽度,调节块的下部面均匀分布有固定块,固定块与固定孔对应设置,固定块设置在固定孔内。
10.所述底板上部面设有连接孔,连接孔设置在支撑板的一侧,连接孔的下端设有卡槽,连接孔与卡槽相连通,连接孔截面直径小于卡槽截面直径,连接孔上方设有调节台。
11.所述第一固定部设置在焊接台的一端,第一固定部由第一气缸、第一压杆和第一固定帽构成,第一压杆一端的下部面与第一气缸的活塞杆相连接,第一压杆另一端的下部面设有第一固定帽,第一固定帽设置在调节块的正上方。
12.所述第二固定部设置在焊接台另一端的侧面,第二固定部由第二气缸、第二压杆和第二固定帽构成,第二压杆一端的下部面与第二气缸的活塞杆相连接,第二压杆另一端的下部面设有第二固定帽,第二固定帽设置在支撑板远离调节块一端的正上方。
13.所述调节台由第一套管、卡环、丝杠、第二套管、固定杆和固定板构成,第一套管下端设置在连接孔内,第一套管设置在连接孔内一端侧面上设有卡环,卡环的内壁与第一套管的侧面相连接,卡环设置在卡槽内,第一套管的内壁上设有内螺纹,第一套管内设有丝杠,丝杠一端设置在第一套管内,丝杠的外螺纹与第一套管的内螺纹相互螺纹连接,丝杠的上底面设有第二套管,第二套管的侧面与丝杠的上底面相连接,第二套管内设有固定杆。
14.所述固定板一端设有固定槽,固定槽贯穿固定板的上部面、下部面和一端面,固定槽内设有固定杆,固定杆的两端分别于固定槽的两内壁面相连接,第二套管设置在固定槽
内,第二套管套在固定杆上,固定板的另一端搭在底板的上部面。
15.所述第三固定部设置在固定板的上部面,第三固定部由旋转气缸、第一夹板、第二夹板、连接杆、套环和第三固定帽构成,旋转气缸的下部面与固定板的上部面相连接,第一夹板和第二夹板通过螺栓固定在旋转气缸的活塞杆上,第一夹板靠近支撑板一端设有连接杆,连接杆为圆柱型结构,连接杆另一端设有套环,套环上设有第三固定帽。
16.所述套环套在连接杆上,套环的内壁上设有限位槽,连接杆在套环内一端的侧面设有限位块,限位块设置在限位槽内,限位块在限位槽内小幅度水平滑动,第三固定帽的一侧与套环的侧面相连接,第三固定帽的另一侧面与调节块邻近的侧面平行设置。
17.本实用新型所述的一种超声波焊接定位工装,包括超声波焊机、焊接台、第一固定部、第二固定部、第三固定部和调节台,通过在超声波焊机上设置焊接台、第一固定部、第二固定部和调节台,调节台上设置第三固定部,以达到固定斜面焊接产品,减少产品废品率的目的;本实用新型实用性强,使用起来非常的方便,不但可以使得产品斜面贴合,提高产品焊接质量提高成品率,而且可以不需人工辅助,降低工人的劳动强度和企业人工成本。
18.【附图说明】
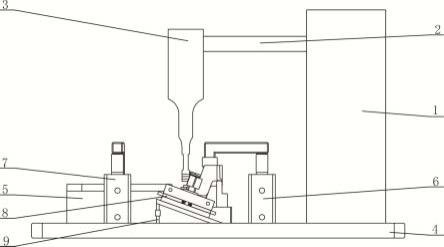
19.图1为本实用新型的侧视图;
20.图2为本实用新型的支撑板截面图;
21.图3为本实用新型的调节块截面图;
22.图4为本实用新型的第一固定部立体结构示意图;
23.图5为本实用新型的第二固定部立体结构示意图;
24.图6为本实用新型的第三固定部立体结构示意图;
25.图7为本实用新型的连接杆与套环连接示意图;
26.图8为本实用新型第一套管、丝杠与第二套管连接示意图;
27.图9为本实用新型的底板截面图;
28.图10为本实用新型的固定板俯视图;
29.图中:1、主机;2、支撑杆;3、焊头;4、底板;5、焊接台;6、第一固定部;7、第二固定部;8、第三固定部;9、调节台;10、支撑板;11、固定孔;12、调节块;13、固定块;14、第一气缸;15、第一压杆;16、第一固定帽;17、第二气缸;18、第二压杆;19、第二固定帽;20、旋转气缸;21、第一夹板;22、第二夹板;23、连接杆;24、套环;25、第三固定帽;26、限位块;27、限位槽;28、第一套管;29、卡环;30、丝杠;31、第二套管;32、连接孔;33、卡槽;34、固定板;35、固定槽;36、固定杆。
30.【具体实施方式】
31.通过下面的实施例可以详细的解释本实用新型,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
32.结合附图1~10一种超声波焊接定位工装,包括超声波焊机、焊接台5、第一固定部6、第二固定部7、第三固定部8和调节台9,超声波焊机由主机1、支撑杆2、焊头3和底板4构成,底板4上方设有主机1,主机1上设有支撑杆2,支撑杆2上设有焊头3,焊接台5、第一固定部6、第二固定部7和调节台9均设置在底板4上,调节台9上设有第三固定部8。
33.所述焊接台5设置在焊头3的正下方,焊接台5由支撑板10、调节块12和固定块13构成,支撑板10的下部面与底板4的上部面相连接,支撑板10的上部面均匀分布有固定孔11,
调节块12设置在支撑板10上方,调节块12的截面为梯形结构,调节块12上部面宽度大于下部面宽度,调节块12的下部面均匀分布有固定块13,固定块13与固定孔11对应设置,固定块13设置在固定孔11内。
34.所述底板4上部面设有连接孔32,连接孔32设置在支撑板10的一侧,连接孔32的下端设有卡槽33,连接孔32与卡槽33相连通,连接孔32截面直径小于卡槽33截面直径,连接孔32上方设有调节台9。
35.所述第一固定部6设置在焊接台5的一端,第一固定部6由第一气缸14、第一压杆15和第一固定帽16构成,第一压杆15一端的下部面与第一气缸14的活塞杆相连接,第一压杆15另一端的下部面设有第一固定帽16,第一固定帽16设置在调节块12的正上方。
36.所述第二固定部7设置在焊接台5另一端的侧面,第二固定部7由第二气缸17、第二压杆18和第二固定帽19构成,第二压杆18一端的下部面与第二气缸17的活塞杆相连接,第二压杆18另一端的下部面设有第二固定帽19,第二固定帽19设置在支撑板10远离调节块12一端的正上方。
37.所述调节台9由第一套管28、卡环29、丝杠30、第二套管31、固定杆36和固定板34构成,第一套管28下端设置在连接孔32内,第一套管28设置在连接孔32内一端侧面上设有卡环29,卡环29的内壁与第一套管28的侧面相连接,卡环29设置在卡槽33内,第一套管28的内壁上设有内螺纹,第一套管28内设有丝杠30,丝杠30一端设置在第一套管28内,丝杠30的外螺纹与第一套管28的内螺纹相互螺纹连接,丝杠30的上底面设有第二套管31,第二套管31的侧面与丝杠30的上底面相连接,第二套管31内设有固定杆36。
38.所述固定板34一端设有固定槽35,固定槽35贯穿固定板34的上部面、下部面和一端面,固定槽35内设有固定杆36,固定杆36的两端分别于固定槽35的两内壁面相连接,第二套管31设置在固定槽35内,第二套管31套在固定杆36上,固定板34的另一端搭在底板4的上部面。
39.所述第三固定部8设置在固定板34的上部面,第三固定部8由旋转气缸20、第一夹板21、第二夹板22、连接杆23、套环24和第三固定帽25构成,旋转气缸20的下部面与固定板34的上部面相连接,第一夹板21和第二夹板22通过螺栓固定在旋转气缸20的活塞杆上,第一夹板21靠近支撑板10一端设有连接杆23,连接杆23为圆柱型结构,连接杆23另一端设有套环24,套环24上设有第三固定帽25。
40.所述套环24套在连接杆23上,套环24的内壁上设有限位槽27,连接杆23在套环24内一端的侧面设有限位块26,限位块26设置在限位槽27内,限位块26在限位槽27内小幅度水平滑动,第三固定帽25的一侧与套环24的侧面相连接,第三固定帽25的另一侧面与调节块12邻近的侧面平行设置。
41.实施例所述的一种超声波焊接定位工装,定位工装上配有至少一个调节块12,在使用时先在支撑板10上放置上与所需焊接产品斜面角度相同的调节块12,使得固定块13卡在支撑板10的固定孔11内,接着旋转第一套管28,使得丝杠30上下移动,以调节固定板34的角度,使得第三固定帽25的与调节块12相邻的两个面平行,然后将两个产品放置在焊接台5上后启动旋转气缸20,旋转气缸20带动连接杆23转向产品,第三固定帽25先压紧两产品需贴合的斜面,套环24在连接杆23上有小幅度的自由行程,方便第三固定帽25按压在产品的斜面,旋转气缸20将产品斜面固定后,第一气缸14和第二气缸17分别将两产品两端压紧,然
后焊头3开始工作将两产品焊接,从而使得两产品成型,焊接完毕后抬起第一固定帽16、第二固定帽18和第三固定帽25,将产品从焊接台5取下,再放上两个带焊接产品重复以上步骤。
42.本实用新型未详述部分为现有技术,尽管结合优选实施方案具体展示和介绍了本实用新型,具体实现该技术方案方法和途径很多,以上所述仅是本实用新型的优选实施方式,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1