一种汽车头枕模块半自动装配装置的制作方法
1.本实用新型涉及头枕骨架内部零部件分总成自动装配,属于汽车内饰头枕零部件自动装配领域,具体涉及一种汽车头枕模块半自动装配装置。
背景技术:
2.随着汽车工业的发展,技术的不断进步,汽车越来越普及,人们在汽车内的时间越来越多,终端用户对车辆内饰用品的功能需求也越来越多,而汽车头枕是汽车内饰中必不可少的部分,而汽车头枕模块上涉及到很多的零部件需要进行组装,包括调节块、轴、销钉、弹簧、平衡帽,每个头枕壳包含6组上述部分;但是头枕模块的内部零件装配时,都需要靠人工手工装配,按照顺序依次拿起平衡帽、弹簧、销钉、轴和调节块,以此步骤分别装配6次,手工装配工时每套50s, 6组共300s,整条线节拍单件需小于24s,所以需配备13人装配次组件,但人工装配有以下几个缺点:一是工时长:需要配备13人装配组件,耗费大量人力及人工成本;二是易漏装:人工装配过程中,由于工件较小且包含零件较多,极易导致过程中漏装一个或多个零件;三是易错装:人工装配过程中,由于工件较小且包含零件较多,极易导致过程中装错或装反工件;造成的费时较长、装错的零件较多、效率低下的问题。通过以上缺点分析后,与实际生产规划情况相比较,决定通过设备自动装配来节省工时、防止漏装及错装过程,来保证装配后稳定、快速、合格。基于上述原因,进而设计了一种汽车头枕模块半自动装配装置。
技术实现要素:
3.本实用新型的目的在于提供一种汽车头枕模块半自动装配装置,解决了手工装配工时一是工时长:需要配备13人装配组件,耗费大量人力及人工成本;二是易漏装:人工装配过程中,由于工件较小且包含零件较多,极易导致过程中漏装一个或多个零件;三是易错装:人工装配过程中,由于工件较小且包含零件较多,极易导致过程中装错或装反工件;造成的费时较长、装错的零件较多、效率低下的问题。
4.本实用新型解决其技术问题是采取以下技术方案实现的:
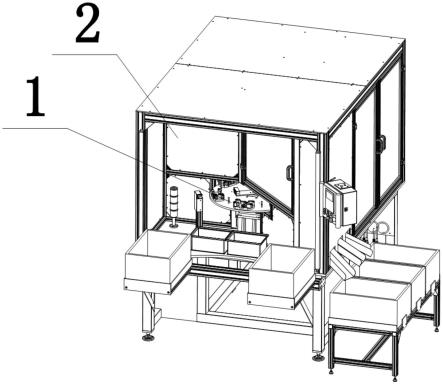
5.一种汽车头枕模块半自动装配装置,其组成包括第一执行机构1、框架2和第二执行机构3,其中第一执行机构1中的底板1031与框架2中的底部支撑202 通过螺栓连接,第二执行机构3中的第二底板301与框架2中的底部支撑202 通过螺栓连接。
6.对头枕模块进行装配时,工人分别从两个第一零件槽1037中各取一个轴和调节块(取出的轴和调整块为一组的),先将轴放在第二零件座1036上,然后再将调节块放在第二零件座1036上脚踩脚踏开关,伺服电机103314在收到脚踏开关的信号后,带动大转盘1034旋转60度,此时下一空闲第二零件座1036转至人方向,重复上一操作,传感器10333进行检测轴与调整块安装高度是否超差,如果过高影响后续装配对准,此时需要进行人为调整替换;大转盘1034旋转两个60度,到伺服电机止逆环机构101处,并将装配好的销钉、弹簧和平衡帽安装到调整块上,旋转60度到压力及长度测试机构102处,测试调节模块压力、长度,判
断是否合格,旋转60度到分拣机构104处,通过上一步检测的合格产品,通过调整块机械手10419将产品抓取放入大导向槽1046处,合格的调整块滑出到工件槽204中,不合格的调整块在旋转60度,到初始位置,人工取出。
7.与此同时第二执行机构3中的第二大转盘307也同步接收plc信号,第二执行机构3中的电机同样旋转60
°
,先通过下平衡帽物料振动盘机构302将平衡帽3024放入第二大转盘307的导向座309上,旋转60度弹簧分离器机构303 将弹簧放入,转转60的到上平衡帽物料振动盘机构308处将平衡帽3024放入,旋转60度到销钉物料振动盘机构304处,将销钉放入,再转60度到检验工件机构306处进行检测工件是否完整齐全并合格装配,若不合格设备报警停止,需人工手动更换一套合格组件放入再次检验,合格后设备恢复运转),最后旋转60 度转到初始位置等待第一执行机构1中伺服电机止逆环机构101进行抓取到第一执行机构1中并放入到调节块上,并通过下压气缸103310带动模块103311将其压紧。
8.以上所述的第一执行机构1和第二执行机构3同时进行,直到调整块机械手 10419将产品抓取放入大导向槽1046处,合格的调整块滑出到工件槽204中,不合格的调整块在旋转60度,到初始位置,人工取出为止,本工序结束。
9.所述的第一零件座1035和第二零件座1036分别为四个和两个,安装方式为安装两个第一零件座1035,再安装一个第二零件座1036,每个零件座之间的角度为60度。
10.所述的安装两个第一零件座1035,分别安放右侧调整块和左侧调整块。
11.所述的再安装一个第二零件座1036,安放上方调整块。
12.所述的调整块所指的是右侧调整块、左侧调整块和上方调整块。
13.所述的轴为长齿轮轴和短齿轮轴,长齿轮轴与上方调整块是一组,短齿轮轴与右侧调整块和左侧调整块为一组。
14.所述的上平衡帽和下平衡帽都为同一种平衡帽。
15.所述的弹簧、平衡帽和销钉在两种调整块(左、右侧调整块和上方调整块) 上是通用的。
16.本实用新型的优点和积极效果是:
17.本实用新型设计合理、操作流程简单,大大节省了装配的时间,还防止出现漏装及错装过程,来保证装配后稳定、快速、合格,大大提升了工作效率,降低了大量的人工成本与使用空间(人工需要13人,工作台每个按1.2平计算共15.6
ꢀ㎡
,设备3.6平,节省空间12
㎡
)。
附图说明
18.图1是一种汽车头枕模块半自动装配装置的结构示意图;
19.图2是一种汽车头枕模块半自动装配装置的另一方向的结构示意图;
20.图3是图1中第一执行机构1的结构示意图;
21.图4是图3中伺服电机止逆环机构101的结构示意图;
22.图5是图4中气缸机构1012的结构示意图;
23.图6是图4中转盘1013的结构示意图;
24.图7是图3中压力及长度测试机构102的结构示意图;
25.图8是图3中转盘机构103的结构示意图;
26.图9是图8中第一零件座1035的仰视图;
27.图10是图8中第一零件座1036的仰视图;
28.图11是图8中检测定位机构1032的结构示意图;
29.图12是图8中工件旋转机构1033的结构示意图;
30.图13是图3中分拣机构104的结构示意图;
31.图14是图13中分拣机构104的另一轴侧示意图;
32.图15是图1中框架2的结构示意图;
33.图16是图15中框架2的另一轴侧示意图;
34.图17是图2中第二执行机构3的结构示意图;
35.图18是图17中下平衡帽物料振动盘机构302的结构示意图;
36.图19是图17中下平衡帽物料振动盘机构302的后视图;
37.图20是图19中零件弧形导向槽30214的结构示意图;
38.图21是图17中弹簧分离器机构303的结构示意图;
39.图22是图17中销钉物料振动盘机构304的结构示意图;
40.图23是图17中机械夹爪机构305的结构示意图;
41.图24是图17中检验工件机构306的结构示意图;
具体实施方式
42.1.参阅图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图 11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23和图24,本具体实施方式的一种汽车头枕模块半自动装配装置,其组成包括第一执行机构1、框架2和第二执行机构3,其中第一执行机构1中的底板1031与框架2中的底部支撑202通过螺栓连接,第二执行机构3中的第二底板301与框架2中的底部支撑202通过螺栓连接。
43.2.参阅图3-图14,第一执行机构1由伺服电机止逆环机构101、压力及长度测试机构102、转盘机构103和分拣机构104组成,其中伺服电机止逆环机构 101中的支撑板1011与转盘机构103中的底板1031通过螺栓连接,压力及长度测试机构102中的三角支撑板1021与转盘机构103中的底板1031通过螺栓连接,分拣机构104中的大竖板10421与转盘机构103中的底板1031通过螺栓连接,通过伺服电机103314带动大转盘1034转动,每次转动60度,来实现完成每个工位需要完成的工序;
44.所述的伺服电机止逆环机构101由支撑板1011、气缸机构1012、转盘1013、传动轴防护板1014、防护轴套1015、第一伺服电机1016和轴承座1017组成,其中支撑板1011与传动轴防护板1014通过螺栓连接,转盘1013中的圆盘10131 与传动轴防护板1014中长传动轴通过螺栓连接,气缸机构1012中的直线气缸连接板10122与转盘1013中的圆盘10131通过螺栓连接,防护轴套1015与传动轴防护板1014通过螺栓连接,第一伺服电机1016与防护轴套1015通过螺栓连接,轴承座1017与转盘1013中的第一短轴10134通过轴承连接,通过第一伺服电机 1016带动转盘1013转动,实现对第二执行机构3装配完成的弹簧、平衡帽和销钉的抓取;
45.所述的气缸机构1012由直线气缸10121、直线气缸连接板10122、导轨10123、板10124、过渡板10125和机械爪10126组成,其中直线气缸10121与直线气缸连接板10122通过螺栓连接,直线气缸连接板10122与导轨10123通过导轨槽连接,导轨10123与板10124通过
螺栓连接,板10124与过渡板10125通过螺栓连接,机械爪10126与过渡板10125通过螺栓连接,直线气缸10121控制机械爪 10126的前后伸缩;
46.所述的转盘1013由圆盘10131、竖板10132、圆盘ⅰ10133和第一短轴10134 组成,其中圆盘10131与竖板10132通过焊接连接,竖板10132与圆盘ⅰ10133 通过焊接连接,第一短轴10134与圆盘ⅰ10133固定连接,圆盘10131和圆盘
ⅰꢀ
10133分别安装两个气缸机构1012;
47.所述的压力及长度测试机构102由三角支撑板1021、第一导轨1022、滑块 1023、连接板1024、l板1025、第一l板1026、第一直线气缸1027、倒拉油缸 1028、油缸座1029和导轨座10210组成,其中三角支撑板1021与第一导轨1022 通过螺栓连接,第一导轨1022与连接板1024通过滑块1023连接,l板1025与连接板1024通过螺栓连接,l板1025与第一l板1026通过螺栓连接,第一直线气缸1027与第一l板1026通过螺栓连接,倒拉油缸1028的两端分别两个油缸座1029固定连接,导轨座10210连接板1024通过螺栓连接,两个油缸座1029 与导轨座10210间隙配合,并可移动,通过油缸座1029与导轨座10210移动接触待检测工件,内部附有压力及长度传感器,接触后与设备内压力&长度设定值比对,如超差设备报警,如合格设备通过继续运转。
48.所述的转盘机构103由底板1031、检测定位机构1032、工件旋转机构1033、大转盘1034、第一零件座1035、第二零件座1036、第一零件槽1037、重力锁死块座1038和重力锁死块1039组成,其中检测定位机构1032中的第一支撑板 10321与底板1031通过螺栓连接,工件旋转机构1033中的支撑座103313和竖铝型材10331与底板1031通过螺栓连接,大转盘1034与工件旋转机构1033中的旋转机构103312通过螺栓连接,第一零件座1035和第二零件座1036分别与大转盘1034通过螺栓连接,第一零件槽1037与底板1031固定连接,两个重力锁死块座1038分别与第一零件座1035、第二零件座1036通过螺栓连接,两个重力锁死块1039分别与两个重力锁死块座1038通过销轴连接,实现每转动60 度,靠重力锁死块1039进行锁死,防止反向转动,将轴和调整块放入到第一零件座1035或第二零件座1036上时,脚踩脚踏开关,伺服电机103314在收到脚踏开关的信号后,带动大转盘1034旋转60度,通过传感器10333进行检测轴与调整块安装高度是否超差,如果过高影响后续装配对准,此时需要进行人为调整替换;大转盘1034旋转两个60度,到伺服电机止逆环机构101处,并将装配好的销钉、弹簧和平衡帽安装到调整块上,旋转60度到压力及长度测试机构102 处,测试调节模块压力、长度,判断是否合格,再旋转60度到分拣机构104处;
49.所述的检测定位机构1032由第一支撑板10321、第二直线气缸10322、锁死块10323、第一传感器板10324、第二传感器板10325、第二传感器10326和第一传感器10327组成,其中第一支撑板10321与第二直线气缸10322通过螺栓连接,锁死块10323与第二直线气缸10322通过螺栓连接,第一传感器板10324 和第二传感器板10325与第一支撑板10321通过螺栓连接,第二传感器10326 和第一传感器10327分别与第二传感器板10325和第一传感器板10324固定连接,第一传感器10327检测第一零件座1035到位时,通过第二直线气缸10322顶起锁死块10323与重力锁死块1039配合将其锁死,第二传感器10326检测第二零件座1036到位时,通过第二直线气缸10322顶起锁死块10323与重力锁死块1039 配合将其锁死。
50.所述的工件旋转机构1033由竖铝型材10331、传感器板10332、传感器10333、第三传感器板10334、第一连接板10335、移动机构10336、第一l型连接板10337、第三直线气缸
10338、第二l型连接板10339、下压气缸103310、模块103311、旋转机构103312、支撑座103313和伺服电机103314组成,其中竖铝型材10331 与传感器板10332通过螺栓连接,传感器10333与第三传感器板10334通过螺栓连接,第三传感器板10334与第一连接板10335通过螺栓连接,第一连接板10335 与移动机构10336通过螺栓连接,移动机构10336与第一l型连接板10337通过螺栓连接,第一l型连接板10337与第三直线气缸10338通过螺栓连接,第三直线气缸10338与第二l型连接板10339通过螺栓连接,第二l型连接板10339 与下压气缸103310通过螺栓连接,下压气缸103310与模块103311通过螺栓连接,旋转机构103312与伺服电机103314之间通过带传动连接,旋转机构103312 与支撑座103313通过螺栓连接,旋转机构103312与第三传感器板10334和第一连接板10335通过轴承连接,实现旋转机构103312上的盘与大转盘1034转动,其他零件不动。
51.所述的分拣机构104由转轴1041、轴座1042、底块1043、竖板1044、楔块 1045、大导向槽1046、横板1047、第一板1048、转动机构1049、第二导轨10410、第二连接板10411、第三连接板10412、第四直线气缸10413、顶板10414、第五直线气缸10415、第一直线气缸连接板10416、第二板10417、大连接块10418、调整块机械手10419、左侧调整块10420、大竖板10421、第四传感器10422、导向槽10423和支撑架10424组成,其中转轴1041与轴座1042通过轴承连接,轴座1042与底块1043固定连接,竖板1044与轴座1042通过螺栓连接,楔块1045 与轴座1042固定连接,大导向槽1046与楔块1045通过螺栓连接,横板1047 与竖板1044通过螺栓连接,横板1047与第一板1048通过螺栓连接,转动机构 1049与第一板1048通过销轴连接,第二导轨10410与第三连接板10412通过螺栓连接,第二连接板10411与第五直线气缸10415通过螺栓连接,第四直线气缸 10413与第二连接板10411通过螺栓连接,顶板10414与大竖板10421通过螺栓连接,第一直线气缸连接板10416与第四直线气缸10413通过滑槽连接,第一直线气缸连接板10416与第二板10417通过螺栓连接,第二板10417与大连接块 10418通过螺栓连接,大连接块10418与调整块机械手10419通过螺栓连接,通过调整块机械手10419将合格的左侧调整块10420夹取放入大导向槽1046中,第四传感器10422与底板1031通过螺栓连接,导向槽10423与支撑架10424通过螺栓连接;通过上一步检测的合格产品,通过调整块机械手10419将左侧调整块10420抓取放入大导向槽1046处,合格的左侧调整块10420滑出到工件槽204 中,三个导向槽10423分别对应三个工件槽204,第四传感器10422的作用是检测工件是否下落至工件槽204的传感器,通过plc程序反馈是否卡件,工件槽 204就是盛放合格产品的成品箱,当一个工件槽204产品放满时,可通过转动机构1049带动大导向槽1046旋转到下一个导向槽10423对应的空工件槽204进行盛放;不合格的左侧调整块10420在旋转60度,到初始位置,人工取出。
52.3.参阅图15和图16,框架2由铝型材框架201、底部支撑202、零件槽203、工件槽204和支架205组成,其中铝型材框架201与底部支撑202通过螺栓连接,零件槽203与底部支撑202固定连接,工件槽204放在支架205上,底部支撑202与支架205之间存在一定的距离,所述的铝型材框架201由铝型材搭建构成,四周装有有机防护玻璃,底部支撑202和支架205分别配备四个可调节地脚。
53.4.参阅图17-图24,第二执行机构3由第二底板301、下平衡帽物料振动盘机构302、弹簧分离器机构303、销钉物料振动盘304、机械夹爪机构305、检验工件机构306、第二大转盘307、上平衡帽物料振动盘机构308和导向座309 组成,其中下平衡帽物料振动盘机构302
中的底部连接板3021与第二底板301 通过螺栓连接,弹簧分离器机构303中的第二直线气缸连接板3031与第二大转盘307通过螺栓连接,销钉物料振动盘304中第一底部连接板3041与第二底板 301通过螺栓连接,机械夹爪机构305中的第一支撑架3051与第二大转盘307 通过螺栓连接,检验工件机构306中的第一竖铝型材3061与第二底板301通过螺栓连接,检验工件机构306中的第二支撑架3066与第二大转盘307通过螺栓连接,上平衡帽物料振动盘机构308与第二底板301通过螺栓连接,导向座309 与第二大转盘307固定连接,所述的下平衡帽物料振动盘机构302和上平衡帽物料振动盘机构308的结构一样;工作时第二执行机构3中的第二大转盘307也同步接收到plc信号,第二执行机构3中的电机同样旋转60
°
,先通过下平衡帽物料振动盘机构302将平衡帽3024放入第二大转盘307的导向座309上,旋转 60度弹簧分离器机构303将弹簧放入,转转60的到上平衡帽物料振动盘机构308 处将平衡帽3024放入,旋转60度到销钉物料振动盘机构304处,将销钉放入,再转60度到检验工件机构306处进行检测工件是否完整齐全并合格装配,若不合格设备报警停止,需人工手动更换一套合格组件放入再次检验,合格后设备恢复运转,最后旋转60度转到初始位置等待第一执行机构1中伺服电机止逆环机构101进行抓取到第一执行机构1中并放入到调节块上。
54.所述的下平衡帽物料振动盘机构302由底部连接板3021、第一振动机构3022、零件盘3023、平衡帽3024、第五传感器3025、零件导向槽3026、储存物料机构 3027、零件输出板3028、第六传感器3029、第六直线气缸30210、第六直线气缸连接板30211、第三l型连接板30212、第四气缸顶板30213、零件弧形导向槽30214、第四l型连接板30215和弧形槽30216组成,其中底部连接板3021 与第一振动机构3022固定连接,第一振动机构3022与零件盘3023固定连接,依靠第一振动机构3022震动频率传送平衡帽3024,第五传感器3025与底部连接板3021通过螺栓连接,零件导向槽3026与储存物料机构3027通过螺栓连接,零件输出板3028与第四气缸顶板30213通过螺栓连接,第六传感器3029与第六直线气缸连接板30211通过螺栓连接,第六直线气缸30210与第六直线气缸连接板30211通过螺栓连接,第六直线气缸连接板30211与第三l型连接板30212 通过螺栓连接,第四气缸顶板30213与第六直线气缸30210通过螺栓连接,零件弧形导向槽30214与第四l型连接板30215通过螺栓连接,零件弧形导向槽30214 上开有弧形槽30216,工作时通过第一振动机构3022的震动频率将平衡帽3024 从零件盘3023传送到弧形槽30216入口处,然后平衡帽3024一个挨着一个从零件导向槽3026输送到零件输出板3028上,在通过第六直线气缸30210伸出,机械夹爪机构305将平衡帽3024抓起放到导向座309中。
55.所述的弹簧分离器机构303由第二直线气缸连接板3031、第七直线气缸3032、第七直线气缸连接板3033和弹簧分离器3034组成,其中第二直线气缸连接板 3031与第七直线气缸3032通过螺栓连接,第七直线气缸3032与第七直线气缸连接板3033通过螺栓连接,第七直线气缸连接板3033与弹簧分离器3034通过螺栓连接,通过第七直线气缸3032的上下移动将弹簧放入导向座309中,弹簧分离器3034的作用是分离弹簧,达到每次下落一个弹簧。
56.所述的销钉物料振动盘304由第一底部连接板3041、第二振动机构3042、第二零件盘3043、第二零件导向槽3044、传感器支架3045、第七传感器3046、第八直线气缸3047、第八直线气缸连接板3048和第五l型连接板3049组成,其中第一底部连接板3041与第二振动机构3042固定连接,第二零件盘3043与第二振动机构3042固定连接,第二零件导向槽3044与第二零件盘3043固定连接,传感器支架3045与第一底部连接板3041通过螺栓连接,第七传
感器3046 与传感器支架3045通过螺栓连接,第八直线气缸3047与第八直线气缸连接板 3048通过螺栓连接,第八直线气缸连接板3048与第五l型连接板3049通过螺栓连接,第五l型连接板3049与第一底部连接板3041通过螺栓连接,工作时通过第二振动机构3042的震动频率将销钉从第二零件盘3043传送到第二零件导向槽3044并输送到第八直线气缸连接板3048上,在通过第八直线气缸3047伸出,机械夹爪机构305将销钉抓起放到前三步完成的导向座309中。
57.所述的机械夹爪机构305由第一支撑架3051、第九直线气缸3052、第九直线气缸连接板3053、第十直线气缸3054、第十直线气缸连接板3055和第一机械爪3056组成,其中第一支撑架3051与第九直线气缸3052通过螺栓连接,第九直线气缸3052与第九直线气缸连接板3053通过螺栓连接,第九直线气缸连接板 3053与第十直线气缸3054通过螺栓连接,第十直线气缸3054与第十直线气缸连接板3055通过螺栓连接,第十直线气缸连接板3055与第一机械爪3056通过螺栓连接,通过第九直线气缸3052向前伸和第十直线气缸3054向下伸,并通过第一机械爪3056对零件进行抓取。
58.所述的检验工件机构306由第一竖铝型材3061、第九传感器3062、第一检验工件机构3063、第十一直线气缸3064、第十一直线气缸连接板3065和第二支撑架3066组成,其中第一竖铝型材3061与第九传感器3062固定连接,第一检验工件机构3063与第十一直线气缸3064通过螺栓连接,第十一直线气缸3064 与第十一直线气缸连接板3065通过螺栓连接,第十一直线气缸连接板3065与第二支撑架3066通过螺栓连接,通过第九传感器3062检测工件是否完整齐全并是否合格装配。
59.需要强调的是,本实用新型所述的实施例是说明性的,而不是限定性的,因此本实用新型包括并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本实用新型的技术方案得出的其他实施方式,同样属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1