一种单边不对称极耳焊接工装的制作方法
1.本实用新型涉及单边不对称极耳焊接工作技术领域,尤其涉及一种单边不对称极耳焊接工装。
背景技术:
2.锂离子电池具有高电压、充放电寿命长、能量密度高、对环境污染小及自放电效率低等优点。对于装载于电动汽车上的锂电池单体和模块,我们需要对其进行电性能检测试验。电池单体我们在进行电性能检测试验前,需要对电池单体进行极耳焊接工作,其中极耳结构为双边对称结构;焊接后对电池单体测量极性时,需对极耳进行打开和闭合操作,过程麻烦繁琐,浪费时间,降低工作效率。经过调研结果,目前单边极耳结构已经满足95%测试需求,其中单边极耳结构在焊接时,因不对称原因使焊接极其不方便,影响人们的工作效率。
技术实现要素:
3.基于背景技术中存在的技术问题,本实用新型提出了一种单边不对称极耳焊接工装。
4.本实用新型提出的一种单边不对称极耳焊接工装,包括底座操作台,所述底座操作台上滑动连接有两个相互平行布置的侧挡板,两个所述侧挡板之间形成置放通道,两个所述侧挡板之间的距离可调其中一个所述侧挡板远离另一个侧挡板的一侧沿侧挡板长度方向滑动连接有两个升降柱,所述升降柱上滑动连接有夹持机械手。
5.优选的,所述底座操作台上垂直安装有限位挡板,所述限位挡板位于两个侧挡板的一端且两个侧挡板均与限位挡板垂直设置。
6.优选的,所述升降柱通过一号电动滑轨在底座操作台上滑动连接,两个所述升降柱均垂直于底座操作台且两个升降柱之间距离可调。
7.优选的,所述夹持机械手通过二号电动滑轨在升降柱上滑动连接,且夹持机械手的滑动方向与底座操作台垂直。
8.优选的,所述限位挡板上设置有横向与竖向的长度刻度值,所述升降柱上也设置有长度刻度值。
9.本实用新型提出的一种单边不对称极耳焊接工装的有益效果:通过设置的底座操作台、两个侧挡板、升降柱与夹持机械手,在对极耳与电池单体极柱进行焊接时,人们根据电池单体厚度情况,调整两个侧挡板之间的间距,再将电池单体放置在两个侧挡板之间的置放通道内,使得电池单体的位置居正放置,减少出现极耳焊接出现偏斜的情况,将极耳夹持在夹持机械手上,将两个升降柱滑动至合适的位置,再将夹持机械手带动极耳滑动压紧在电池单体极柱上,再通过激光将极耳与电池单体极柱焊接在一起,整个工装的结构简单,可以适应不同型号电池单体进行测试前预处理,操作方便,给人们节省时间,提高工作效率。
附图说明
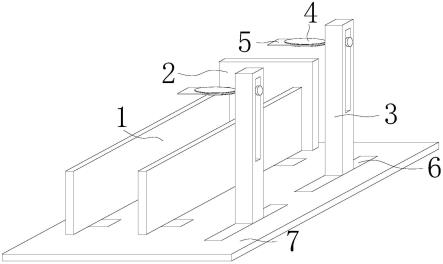
10.图1为本实用新型提出的一种单边不对称极耳焊接工装的结构示意图;
11.图2为本实用新型提出的一种单边不对称极耳焊接工装中带电池的结构示意图。
12.图中:1、侧挡板;2、限位挡板;3、升降柱;4、夹持机械手;5、极耳;6、一号电动滑轨;7、底座操作台;8、电池单体极柱。
具体实施方式
13.参照图1-2,本实用新型提出一种单边不对称极耳焊接工装,包括底座操作台7,其中:
14.底座操作台7上滑动连接有两个相互平行布置的侧挡板1,两个侧挡板1之间形成置放通道,两个侧挡板1之间的距离可调其中一个侧挡板1远离另一个侧挡板1的一侧沿侧挡板1长度方向滑动连接有两个升降柱3,升降柱3上滑动连接有夹持机械手4;
15.在对极耳5与电池单体极柱8进行焊接时,人们根据电池单体厚度情况,调整两个侧挡板1之间的间距,再将电池单体放置在两个侧挡板1之间的置放通道内,使得电池单体的位置居正放置,减少出现极耳5焊接出现偏斜的情况,将极耳5夹持在夹持机械手4上,将两个升降柱3滑动至合适的位置,再将夹持机械手4带动极耳5滑动压紧在电池单体极柱8上,再通过激光将极耳5与电池单体极柱8焊接在一起,整个工装的结构简单,操作方便,给人们节省时间,提高工作效率。
16.在具体的实施例中,底座操作台7上垂直安装有限位挡板2,限位挡板2位于两个侧挡板1的一端且两个侧挡板1均与限位挡板2垂直设置,可以对电池单体进行三边限位,可以确保电池单体在焊接时的稳定性,可以确保焊接工作的顺利,减少电池单体在焊接过程中被误碰到而出现位置偏斜出现焊接失败的情况,减少一些不必要的麻烦。
17.在具体的实施例中,升降柱3通过一号电动滑轨6在底座操作台7上滑动连接,两个升降柱3均垂直于底座操作台7且两个升降柱3之间距离可调;在对不同尺寸的电池单体进行极耳5焊接时,可以根据电池单体上的电池单体极柱8之间的间距,可以将两个升降柱3在底座操作台7上滑动调节两个升降柱3之间的间距,使得夹持机械手4上夹持的极耳5可以对准电池单体极柱8,可以使得本工装可以适应各种不同尺寸的电池单体,方便人们根据实际情况进行调整,提高人们的工作效率,减少人们重新制作工装所浪费时间、精力与财力。
18.在具体的实施例中,夹持机械手4通过二号电动滑轨在升降柱3上滑动连接,且夹持机械手4的滑动方向与底座操作台7垂直设置;可以通过二号电动滑轨控制夹持机械手4的升降,可以带动极耳5升降运动压紧在电池单体极柱8上,可以使得极耳5能够压紧贴合在电池单体极柱8上,以便于焊接工作的进行,减少极耳5无法压紧贴合在电池单体极柱8上的尴尬情况。
19.在具体的实施例中,限位挡板2上设置有横向与竖向的长度刻度值,升降柱3上也设置有长度刻度值;可以方便人们根据刻度值的情况判断两个侧挡板1之间的间距,通过限位挡板2上的竖向长度刻度值判断确定电池单体极柱8上的高度,再通过升降柱3上的长度刻度值确定极耳5下降的高度,减少出现下降过度而出现极耳5变形甚至损坏的情况。
20.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种单边不对称极耳焊接工装,包括底座操作台(7),其特征在于,所述底座操作台(7)上滑动连接有两个相互平行布置的侧挡板(1),两个所述侧挡板(1)之间形成置放通道,两个所述侧挡板(1)之间的距离可调其中一个所述侧挡板(1)远离另一个侧挡板(1)的一侧沿侧挡板(1)长度方向滑动连接有两个升降柱(3),所述升降柱(3)上滑动连接有夹持机械手(4)。2.根据权利要求1所述的一种单边不对称极耳焊接工装,其特征在于,所述底座操作台(7)上垂直安装有限位挡板(2),所述限位挡板(2)位于两个侧挡板(1)的一端且两个侧挡板(1)均与限位挡板(2)垂直设置。3.根据权利要求1所述的一种单边不对称极耳焊接工装,其特征在于,所述升降柱(3)通过一号电动滑轨(6)在底座操作台(7)上滑动连接,两个所述升降柱(3)均垂直于底座操作台(7)且两个升降柱(3)之间距离可调。4.根据权利要求1所述的一种单边不对称极耳焊接工装,其特征在于,所述夹持机械手(4)通过二号电动滑轨在升降柱(3)上滑动连接,且夹持机械手(4)的滑动方向与底座操作台(7)垂直。5.根据权利要求2所述的一种单边不对称极耳焊接工装,其特征在于,所述限位挡板(2)上设置有横向与竖向的长度刻度值,所述升降柱(3)上也设置有长度刻度值。
技术总结
本实用新型提出了一种单边不对称极耳焊接工装,通过设置的底座操作台、两个侧挡板、升降柱与夹持机械手,在对极耳与电池单体极柱进行焊接时,人们根据电池单体厚度情况,调整两个侧挡板之间的间距,再将电池单体放置在两个侧挡板之间的置放通道内,使得电池单体的位置居正放置,减少出现极耳焊接出现偏斜的情况,将极耳夹持在夹持机械手上,将两个升降柱滑动至合适的位置,再将夹持机械手带动极耳滑动压紧在电池单体极柱上,再通过激光将极耳与电池单体极柱焊接在一起,整个工装的结构简单,可以适应不同型号电池单体进行测试前预处理,操作方便,给人们节省时间,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:魏家兴 张飞龙 刘仁龙 曹峰 张峥
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:2021.11.30
技术公布日:2022/7/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1