一种底盘支座焊接工装台的制作方法
1.本实用新型设计底盘支座的加工工装,具体涉及一种底盘支座焊接工装台。
背景技术:
2.焊接是金属加工的主要方法之一,它是将两个或两个以上分离的工件,按一定的形式和位置连接成一个整体的工艺过程。焊接的实质,是利用加热或其他方法,使焊料与被焊金属之间互相吸引、互相渗透,依靠原子之间的内聚力使两种金属达到永久牢固地结合。针对不同的器具需要搭配不同的工作台来方便器具部件的夹持以便焊接工作的进行。
[0003]“水平式快速夹钳”是快速夹钳十二个类别、五百多个系列产品中的一个类别。此类别品种已发展到八十多个品种,最小品种的夹持力为20公斤、最大品种的夹持力为636公斤,基本能满足工业各界的需求。此产品名称的由来,是此产品在夹紧状态下,操作手把的位置是平行于地平面的。此产品已广泛应用于工业各界产品需要经过焊接、机械加工、模具加工、检测等工艺加工的生产上,且有部分品种已被某些工业设备设计成其中的标准部件之一。
[0004]
如何搭配水平式快速夹钳与工作台的位置以及在工作台上设置合理的定位柱方便夹持定位的同时提升取放焊接部件的效率是一直有待提升的问题。
技术实现要素:
[0005]
本实用新型是针对现有的底盘支座结构复杂部件繁杂且对焊接精度要求较高的问题,设计了一种底盘支座焊接工装台,通过将焊接步骤分解成三部并且依次使用工装台方便底盘支座的焊接加工。
[0006]
本实用新型提出一种底盘支座焊接工装台,包括:正面夹焊区、背面焊区和部件夹持焊区;
[0007]
正面夹焊区包括:第一水平式快速夹钳、第二水平式快速夹钳、第三水平式快速夹钳、中间斜台水平式快速夹钳、呈组设置的底盘支座定位柱、呈组设置的前端限位块、呈组设置的内侧限位块和斜台限位块;
[0008]
以第二水平式快速夹钳的活动端活动面为基准面,第一水平式快速夹钳和第三水平式快速夹钳镜像对称,第一水平式快速夹钳的活动端活动面与基准面的夹角为35
°
;
[0009]
斜台限位块的短边中轴面与基准面为同一垂面,斜台限位块顶面为斜面,垂直高度高的边与第二水平式快速夹钳相邻;
[0010]
第二水平式快速夹钳与斜台限位块之间设置有呈组设置的前端限位块;
[0011]
斜台限位块顶面设置有斜台定位柱;
[0012]
背面焊区,包括:呈组设置的底盘支座延长定位柱,底盘支座延长定位柱之间的设置间距与底盘支座定位柱之间的设置间距相同;
[0013]
部件夹持焊区,包括:第五水平式快速夹钳和部件定位柱,第五水平式快速夹钳的底部和工装台之间设置有垫高块;第五水平式快速夹钳的工作点位与部件定位柱的位置相
匹配。
[0014]
作为优选,所述的中间斜台水平式快速夹钳与工装台之间设置有斜块;斜跨顶面与中间斜台水平式快速夹钳固定连接;
[0015]
斜跨顶面的斜度与斜台限位块顶面的斜度相同;
[0016]
中间斜台水平式快速夹钳的工作点位与斜台限位块上的斜台定位柱相匹配;
[0017]
斜台定位柱关于基准面镜像对称。
[0018]
作为优选,所述的底盘支座定位柱之间关于基准面镜像对称;
[0019]
所述的第一水平式快速夹钳的工作点位与底盘支座定位柱相匹配;
[0020]
呈组设置的内侧限位块设置在呈组设置底盘支座定位柱与斜台限位块之间。
[0021]
作为优选,所述的底盘支座定位柱的水平面截面为长腰形;
[0022]
底盘支座延长定位柱的水平面截面为长腰形,底盘支座延长定位柱的高度大于斜台限位块最高点高度。
[0023]
作为优选,所述的斜台定位柱的大小与部件定位柱的大小相同,部件定位柱的水平面截面为长腰形。
[0024]
底盘支座定位柱共四个,分别为第一底盘支座定位柱、第二底盘支座定位柱、第三底盘支座定位柱和第四底盘支座定位柱;
[0025]
其中第一底盘支座定位柱、第二底盘支座定位柱均设置在基准面左侧,第三底盘支座定位柱、第四底盘支座定位柱均设置在基准面右侧;
[0026]
第一底盘支座定位柱和第三底盘支座定位柱关于基准面镜像对称;
[0027]
第一底盘支座定位柱、第二底盘支座定位柱中点连线形成的垂面,第一水平式快速夹钳的工作点位设置在此垂面的中垂线上;
[0028]
内侧限位块共四个,分别为第一内侧限位块、第二内侧限位块、第三内侧限位块和第四内侧限位块;
[0029]
以第一底盘支座定位柱的中点与斜台限位块底面中点连线,第一内侧限位块的中点设置在此连线上,余下的内侧限位块以此类推设置。
[0030]
使用本实用新型的一种底盘支座焊接工装台时首先将底盘支座的部件放置入部件夹持焊区,完成对部件的焊接;第二将部件和支座外框放入正面夹焊区,同时口上第一水平式快速夹钳、第二水平式快速夹钳、第三水平式快速夹钳、中间斜台水平式快速夹钳并进行焊接,完成部件正面的焊接作业;最后将正面焊接完毕的底盘支座放入背面焊区完成底盘支座的背面焊接。
[0031]
本实用新型的有益效果在于:使用工作点为三角构造的水平式快速夹钳减少了水平式快速夹钳的使用从而增加了工装台的使用效率;充分利用工装台使用一个工装台完成整个底盘支座的焊接步骤。
附图说明
[0032]
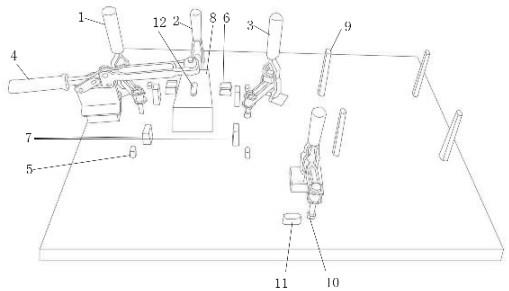
图1本实用新型的组装整体图;
[0033]
图2本实用新型的中间斜台水平式快速夹钳侧面图;
[0034]
图中:1、第一水平式快速夹钳,2、第二水平式快速夹钳,3、第三水平式快速夹钳,4、中间斜台水平式快速夹钳,5、底盘支座定位柱,6、前端限位块,7、内侧限位块,8、斜台限
位块,9、支座延长定位柱,10、第五水平式快速夹钳,11、部件定位柱,12、斜台定位柱,13、斜块。
具体实施方式
[0035]
下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体说明。
[0036]
实施例1
[0037]
如图1和图2所示,所述的一种底盘支座焊接工装台,包括:正面夹焊区、背面焊区和部件夹持焊区;
[0038]
正面夹焊区包括:第一水平式快速夹钳1、第二水平式快速夹钳2、第三水平式快速夹钳3、中间斜台水平式快速夹钳4、呈组设置的底盘支座定位柱5、呈组设置的前端限位块6、呈组设置的内侧限位块7和斜台限位块8;
[0039]
以第二水平式快速夹钳2的活动端活动面为基准面,第一水平式快速夹钳1和第三水平式快速夹钳3镜像对称,第一水平式快速夹钳1的活动端活动面与基准面的夹角为35
°
;
[0040]
斜台限位块8的短边中轴面与基准面为同一垂面,斜台限位块8顶面为斜面,垂直高度高的边与第二水平式快速夹钳2相邻;
[0041]
第二水平式快速夹钳2与斜台限位块8之间设置有呈组设置的前端限位块6;
[0042]
斜台限位块8顶面设置有斜台定位柱12;
[0043]
背面焊区,包括:呈组设置的底盘支座延长定位柱9,底盘支座延长定位柱9之间的设置间距与底盘支座定位柱5之间的设置间距相同;
[0044]
部件夹持焊区,包括:第五水平式快速夹钳10和部件定位柱11,第五水平式快速夹钳10的底部和工装台之间设置有垫高块;第五水平式快速夹钳10的工作点位与部件定位柱11的位置相匹配。
[0045]
所述的中间斜台水平式快速夹钳4与工装台之间设置有斜块13;斜跨顶面与中间斜台水平式快速夹钳4固定连接;
[0046]
斜跨顶面的斜度与斜台限位块8顶面的斜度相同;
[0047]
中间斜台水平式快速夹钳4的工作点位与斜台限位块8上的斜台定位柱12相匹配;
[0048]
斜台定位柱12关于基准面镜像对称。
[0049]
所述的底盘支座定位柱5之间关于基准面镜像对称;
[0050]
所述的第一水平式快速夹钳1的工作点位与底盘支座定位柱5相匹配;
[0051]
呈组设置的内侧限位块7设置在呈组设置底盘支座定位柱5与斜台限位块8之间。
[0052]
所述的底盘支座定位柱5的水平面截面为长腰形;
[0053]
底盘支座延长定位柱9的水平面截面为长腰形,底盘支座延长定位柱9的高度大于斜台限位块8最高点高度。
[0054]
所述的斜台定位柱12的大小与部件定位柱11的大小相同,部件定位柱11的水平面截面为长腰形。
[0055]
底盘支座定位柱共四个,分别为第一底盘支座定位柱、第二底盘支座定位柱、第三底盘支座定位柱和第四底盘支座定位柱;
[0056]
其中第一底盘支座定位柱、第二底盘支座定位柱均设置在基准面左侧,第三底盘
支座定位柱、第四底盘支座定位柱均设置在基准面右侧;
[0057]
第一底盘支座定位柱和第三底盘支座定位柱关于基准面镜像对称;
[0058]
第一底盘支座定位柱、第二底盘支座定位柱中点连线形成的垂面,第一水平式快速夹钳的工作点位设置在此垂面的中垂线上;
[0059]
内侧限位块共四个,分别为第一内侧限位块、第二内侧限位块、第三内侧限位块和第四内侧限位块;
[0060]
以第一底盘支座定位柱的中点与斜台限位块底面中点连线,第一内侧限位块的中点设置在此连线上,余下的内侧限位块以此类推设置。
[0061]
使用本实用新型的一种底盘支座焊接工装台时首先将底盘支座的部件放置入部件夹持焊区,完成对部件的焊接;第二将部件和支座外框放入正面夹焊区,同时口上第一水平式快速夹钳、第二水平式快速夹钳、第三水平式快速夹钳、中间斜台水平式快速夹钳并进行焊接,完成部件正面的焊接作业;最后将正面焊接完毕的底盘支座放入背面焊区完成底盘支座的背面焊接。
[0062]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1