一种车床加工用四方偏心夹具
1.本实用新型属于偏心工件加工技术领域,具体涉及一种车床加工用四方偏心夹具。
背景技术:
2.传统偏心加工方法为采用三爪夹盘、四爪卡盘或花盘等与垫块结合来实现偏心加工。但是采用该偏心加工方式都存在严重缺陷,效率低、校正时间长。例如在加工分体式工件中,使用四爪卡盘进行校正加工,在四爪上调节难度系数大,校正时间长且很难保证其加工精度;而且当工件的材质为abc或铝合金时,工件在四爪装夹过程中变形系数很大,将影响偏心加工,因此,提供使用简便同时能够保证精度的偏心定位夹具是目前精密机械加工领域的重要课题。
技术实现要素:
3.实用新型目的:为了解决上述问题,本实用新型提供了一种车床加工用四方偏心夹具。
4.技术方案: 一种车床加工用四方偏心夹具,包括:本体,沿轴向具有用于放置工件的夹持腔;其中,所述本体的径向设有至少两组对称的调节通道,所述调节通道连通外界与夹持腔;与所述调节通道数量相同的微量调节件,贯穿所述调节通道;偏心调节件,设于所述夹持腔内并同时接触于其中一个微量调节件和工件;所述偏心调节件的厚度方向与所述微量调节件的长度方向一致;所述偏心调节件具有预定厚度,所述偏心调节件和微量调节件被设置相互作用,实现工件在预定方向上的偏心调节。
5.在进一步的实施例中,所述偏心调节件为垫块或垫片。
6.通过上述技术方案,使加工偏心的范围增大,加工同心度得到保证。
7.在进一步的实施例中,所述偏心调节件的厚度范围为3-8mm,用于实现偏心范围为1.5-5.5mm。
8.通过上述技术方案,根据偏心加工需求,选择偏心调节件的厚度。
9.在进一步的实施例中,所述微量调节件为反牙螺丝杆,所述反牙螺丝杆的螺距范围为1-2mm;其中,所述调节通道内壁上设有与所述反牙螺丝杆相适配的内螺纹。
10.通过上述技术方案,对工件偏心加工进行微量调节。
11.在进一步的实施例中,所述调节通道与平面的垂直度 ≤ 0.02mm。
12.通过上述技术方案,保证加工精度。
13.在进一步的实施例中,所述本体还包括安装部,所述安装部被设置装夹在三爪卡盘的反爪上。
14.通过上述技术方案,实现本体在机床上安装或拆卸方便。
15.在进一步的实施例中,所述夹持腔横截面为方形。
16.通过上述技术方案,适用于加工方形工件。
17.有益效果:本实用新型适用于四方工件,将分体式工件(或一体式工件)以及偏心调节件一同置于夹持腔内,根据偏心加工需求,选择相应的偏心调节件厚度,再通过微量调节件对偏心调节件以及分体式工件进行固定,在固定过程中,微量调节件伸入夹持腔内长度的不同,进行偏心微量调节;在偏心校正过程中,偏心操作简单,花费时间短,不会使工件发生形变,偏心精度高。
附图说明
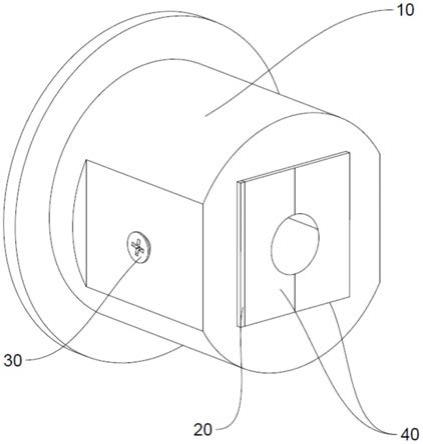
18.图1是本实用新型的结构示意图。
19.图2是本体的结构示意图。
20.图3是本实用新型的工作原理图。
21.图1至图3中各标注为:本体10、夹持腔11、调节通道12、安装部13、偏心调节件20、微量调节件30、工件40。
具体实施方式
22.为了解决现有技术中存在的问题,申请人对现有各种方案进行了深入地分析,具体如下:
23.在加工分体式工件中,使用四爪卡盘进行校正加工,在四爪上调节难度系数大,校正时间长且很难保证其加工精度;而且当工件的材质为abc或铝合金时,工件在四爪装夹过程中变形系数很大,将影响偏心加工。
24.为此申请人提出了以下解决方案,如图1至3所示,本实施例提供了一种车床加工用四方偏心夹具(以下简称该偏心夹具),包括本体10,微量调节件30,以及偏心调节件20。其中,本体10具有沿轴向设置的夹持腔11,夹持腔11用于放置工件40,在本实施例中,夹持腔11的横截面为方形;工件40为方形工件,工件40可为分体式工件或一体式工件。本体10沿径向设置有至少两组调节通道12,所述两组调节通道12以夹持腔11中轴线对称设置。在本实施例中,调节通道12选用两组,调节通道12从本体10外表面贯穿至夹持腔11;偏心调节件20放置于夹持腔11内,并与工件40接触,偏心调节件20具有预定厚度,利用偏心调节件20的厚度,使工件40的位置满足偏心加工需求,即选取相应的厚度的偏心调节件20,进而实现工件40的偏心大小调节:当工件处于加工前时,工件的中心线重合于夹持腔11中轴线,根据加工需求,当偏心调节的距离(需求)越大,所选用的偏心调节件20则越厚,使工件的中心线偏离夹持腔11中轴线,且偏离的距离定义为第一距离,所述第一距离等于偏心调节件20的厚度。预定方向以偏心加工需求而定,预定方向为偏心调节件20厚度方向或者其他情况。微量调节件30数量与调节通道12相同,微量调节件30从本体10外部穿过调节通道12,其中一个微量调节件30与偏心调节件20接触,另一个与工件40接触,用于对偏心调节件20以及工件40固定和调节:通过调整两组微量调节件30伸入本体10或者夹持腔11内的长度,进而工件40与偏心调节件20在夹持腔11的位置发生变化,进而实现对工件40的偏心微量调节,会产生第二距离,工件的偏心距离则为第一距离与第二距离的和。将分体式工件(或一体式工件)以及偏心调节件一同置于夹持腔内,根据偏心加工需求,选择相应的偏心调节件20厚度进行偏心大小调节,再利用微量调节件30伸入夹持腔内,对偏心调节件30以及分体式工件进行固定,在固定过程中,微量调节件30伸入夹持腔内长度的不同,进而进行偏心微量调
节;在偏心校正过程中,偏心操作简单,花费时间短,不会使工件发生形变,偏心精度高。
25.在进一步的实施例中,偏心调节件20为垫块或垫片。通过在本体10上添加偏心调节件20如标准垫块或标准垫片,进而根据偏心调节件厚度实现偏心加工的需求,进而本体10的加工偏心的范围增大,进而本体10与工件40需要加工的偏心孔的同心度得到保证。
26.在进一步的实施例中,根据偏心加工的需求,偏心调节件的厚度范围为3-8mm,用于实现偏心范围为1.5-5.5mm;具体地,偏心调节件20的厚度可设定为7.5mm、4mm或3.5mm,进而能实现调节偏心大小分别对应为5mm、3mm或2mm。偏心调节件20厚度计算公式如下:x=1.5e+k,k≈1.5
△
e,
△
e=e-e
测
;其中,x为垫片厚度(mm);e为工件40偏心距(mm) ;k为偏心距修正值,其正负值按实测结果确定(mm);
△
e为试切后的实测偏心距误差(mm);e
测
为试切后的实测偏心距(mm)。
27.在进一步的实施例中,微量调节件30为反牙螺丝杆,反牙螺丝杆的螺距范围为1-2mm,优选地,反牙螺丝杆的螺距为1.5mm,进而利用反牙螺丝杆对工件40以及偏心调节件20进行偏心定位以及实现微量调节;调节通道12内壁上设有与反牙螺丝杆相适配的内螺纹。
28.在进一步的实施例中;所述调节通道12与平面的垂直度≤0.02mm。
29.根据制定夹具公差与技术条件的依据和基本原则,设计该偏心夹具时满足以下几点:
30.(1)被加工尺寸公差在0.1-0.15之间;
31.(2)定位孔与平面的垂直度≤0.02mm;
32.(3)三爪卡盘的三爪夹紧面与工装最大外圆表面同轴度≤0.05mm;理论上使偏心夹具、三爪卡盘车床主轴轴线和工件40偏心孔的中心重合;
33.(4)布置好反牙螺丝杆与偏心垫块的夹紧装置小于车床的最大回转直径。
34.为了实现本体10的安装或卸下方便,在进一步的实施例中,本体10还包括安装部13,安装部13被设置装夹在三爪卡盘的反爪上;每次装夹时打一次表即可实现安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1