方弯管端头异形冲压模的制作方法
1.本实用新型涉及方弯管端头冲压领域,尤其涉及一种方弯管端头异形冲压模。
背景技术:
2.管材冲压是指管材的第二次加工,属于管材深加工技术范畴。它是从传统的冲压工艺发展起来的一种新的加工技术。它在航空航天、汽车、摩托车、机械、化工等工业部门得到广泛应用。同时也为管材在工程上的广泛应用展示出诱人的前景。现有技术专利 cn204052538u公开了 一种管材弧口冲压模具,在合模过程中,通过伸入产品的凸模刀口切管一端弧口后,反过来用另一凸模定位再切另一端,完成两头切边。但是现在需要对方弯管的端头的相对的两侧边先进行冲边,之后 对另外两个相对的侧边进行冲口,相当于四个操作,需要将四个操作融合在一个模具上进行,缺少相应的冲压模具,因此解决这一问题就显得十分必要了。
技术实现要素:
3.为解决上述问题,本实用新型提供一种方弯管端头异形冲压模,通过设置横向依次排列均带有刀具的第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构,先通过第一冲边机构和第二冲边机构进行冲两个侧边,之后通过第一冲口机构和第二冲口机构对另外两个侧边进行冲口,且两个内切钩式刃口冲边刀具前侧呈左右相互对称的倾斜状用于匹配方管相对的两个侧边冲边形状得到一致,两个内切钩式刃口冲口刀具前侧呈左右相互对称的倾斜状,且两个内切钩式刃口冲口刀具前侧靠外有左右相互对称设置的冲口凸头,这样匹配另外两侧边冲口位置得到一致,一个模具可实现四个操作,可同时对四个方管的端头实现不同的操作,效率高,效果好,解决了背景技术中出现的问题。
4.本实用新型的目的是提供一种方弯管端头异形冲压模,包括有上模和下模,所述上模和下模之间设置有四个冲压机构,四个冲压机构为横向依次排列设置的均带有刀具的第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构;第一冲边机构和第二冲边机构的刀具为连接在上模上的内切钩式刃口冲边刀具,两个内切钩式刃口冲边刀具前侧呈左右相互对称的倾斜状,呈向前外侧倾斜状;第一冲口机构和第二冲口机构的刀具为连接在上模上的内切钩式刃口冲口刀具,两个内切钩式刃口冲口刀具前侧呈左右相互对称的倾斜状,呈向前内侧倾斜状,且两个内切钩式刃口冲口刀具前侧靠外有左右相互对称设置的冲口凸头。
5.进一步改进在于:所述内切钩式刃口冲边刀具和内切钩式刃口冲口刀具顶部均通过动力传动杆连接在上模底部。
6.进一步改进在于:所述下模顶部设置有安装块,第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构均包括有安装块上的定位槽,定位槽靠近其相应冲压机构的刀具设置,安装块顶部设置匹配定位槽的压块,压块靠近其相应冲压机构的刀具一侧设置设置有定位块,定位块位于靠近其相应冲压机构的刀具上方与其有间隙,定位块靠近压块一
端与方弯管端头顶端接触限位。
7.进一步改进在于:所述下模顶部还设置有对应定位槽的放置块来放置方弯管的另一端,第一冲边机构和第二冲边机构的放置块顶部设置有放置槽。
8.进一步改进在于:所述定位槽靠近其相应冲压机构的刀具一侧延伸有与其贯通的刀具槽,刀具槽底部为匹配其相应冲压机构的刀具的下部刀具,下部刀具远离定位槽一侧有分别吻合其相应冲压机构的刀具的槽口。
9.进一步改进在于:所述第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构的刀具位于刀具槽内与下部刀具上下对应设置且四个刀具始终位于其相应的定位块底部进行上下移动。
10.进一步改进在于:所述定位块对方弯管端头接触限位时,四个刀具的前端位于方弯管端头内进行冲压操作。
11.本实用新型的有益效果:一、本实用新型通过设置横向依次排列均带有刀具的第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构,先通过第一冲边机构和第二冲边机构进行冲两个侧边,之后通过第一冲口机构和第二冲口机构对另外两个侧边进行冲口,且两个内切钩式刃口冲边刀具前侧呈左右相互对称的倾斜状用于匹配方管相对的两个侧边冲边形状得到一致,两个内切钩式刃口冲口刀具前侧呈左右相互对称的倾斜状,且两个内切钩式刃口冲口刀具前侧靠外有左右相互对称设置的冲口凸头,这样匹配另外两侧边冲口位置得到一致,一个模具可实现四个操作,可同时对四个方管的端头实现不同的操作,效率高,效果好。
12.二、本实用新型可通过先将方弯管冲边一侧朝下放置,通过第一冲边机构冲边;再将其旋转180
°
使冲边另一侧朝下放置,通过第二冲边机构冲边;再将其旋转90
°
,使冲口一侧朝下放置,通过第一冲口机构进行冲口;再将其旋转180
°
使冲口另一侧朝下放置,通过第二冲口机构冲边;这样实现四个工序在一个模具上,四个机构可同时放置四根方弯管进行四种操作,再轮流进行转移,操作方便,效率高。
13.三、本实用新型两个内切钩式刃口冲边刀具和两个内切钩式刃口冲口刀具均通过动力传动杆连接上模,这样四个刀具可同时升降,四个机构可同时对四个方弯管进行冲压操作。
14.四、本实用新型通过将方弯管端头塞到定位槽内进行定位放置,通过压块进行压紧,端头通过定位块限位好位置,而刀具位于端头内,通过启动上模带动刀具下移使得刀具前端对端头进行冲压,刀具下移与插入到下部刀具的吻合的槽口内,从而完成冲压操作,冲压完成,刀具上移回到位于端头内,便可取出方弯管,这样可稳定准确的端头进行冲压操作,下部刀具的存在,既可以满足对方弯管端头的定位放置,也可以满足上部的四个刀具顺畅操作,从而实现冲压呈相应的形状的。
15.五、本实用新型四个刀具始终位于定位块底部,这样方弯管塞到定位槽内,刀具始终会插在方弯管内,保证刀具只会对放在下侧的端头的侧边进行冲压操作,四个侧边分别进行冲压操作,保证四个侧边冲压的准确性。
16.六、本实用新型还设置放置块来放置方弯管的另一端,使方弯管稳定的放置好,保证方弯管端头的稳定性。
附图说明
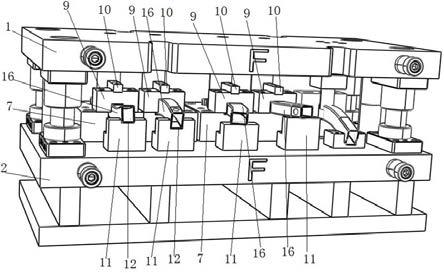
17.图1是本实用新型正面示意图。
18.图2是本实用新型隐去上模的俯视示意图。
19.图3是图2隐去压块和定位块的示意图。
20.图4是第一冲边机构定位块处的示意图。
21.图5是内切钩式刃口冲边刀具和与其对应的下部刀具的示意图。
22.图6是内切钩式刃口冲口刀具和与其对应的下部刀具的示意图。
23.图7是内切钩式刃口冲边刀具示意图。
24.图8是内切钩式刃口冲口刀具示意图。
25.其中:1-上模,2-下模,3-内切钩式刃口冲边刀具,4-内切钩式刃口冲口刀具,5-冲口凸头,6-动力传动杆,7-安装块,8-定位槽,9-压块,10-定位块,11-放置块,12-放置槽,13-刀具槽,14-下部刀具,15-槽口,16-方弯管。
具体实施方式
26.为了加深对本实用新型的理解,下面将结合实施例对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
27.如图1-8示,本实施例提供一种方弯管端头异形冲压模,包括有上模1和下模2,所述上模1和下模2之间设置有四个冲压机构,四个冲压机构为左右横向依次排列设置的均带有刀具的第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构;第一冲边机构和第二冲边机构的刀具为连接在上模1上的内切钩式刃口冲边刀具3,两个内切钩式刃口冲边刀具3前侧呈左右相互对称的倾斜状,呈向前外侧倾斜状;第一冲口机构和第二冲口机构的刀具为连接在上模1上的内切钩式刃口冲口刀具4,两个内切钩式刃口冲口刀具4前侧呈左右相互对称的倾斜状,呈向前内侧倾斜状,且两个内切钩式刃口冲口刀具4前侧靠外有左右相互对称设置的冲口凸头5。通过设置横向依次排列均带有刀具的第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构,先通过第一冲边机构和第二冲边机构进行冲两个侧边,之后通过第一冲口机构和第二冲口机构对另外两个侧边进行冲口,且两个内切钩式刃口冲边刀具3前侧呈左右相互对称的倾斜状用于匹配方管相对的两个侧边冲边形状得到一致,两个内切钩式刃口冲口刀具4前侧呈左右相互对称的倾斜状,且两个内切钩式刃口冲口刀具4前侧靠外有左右相互对称设置的冲口凸头5,这样匹配另外两侧边冲口位置得到一致,一个模具可实现四个操作,可同时对四个方管的端头实现不同的操作,效率高,效果好。可通过先将方弯管冲边一侧朝下放置,通过第一冲边机构冲边;再将其旋转180
°
使冲边另一侧朝下放置,通过第二冲边机构冲边;再将其旋转90
°
,使冲口一侧朝下放置,通过第一冲口机构进行冲口;再将其旋转180
°
使冲口另一侧朝下放置,通过第二冲口机构冲边;这样实现四个工序在一个模具上,四个机构可同时放置四根方弯管进行四种操作,再轮流进行转移,操作方便,效率高。
28.所述内切钩式刃口冲边刀具3和内切钩式刃口冲口刀具4顶部均通过动力传动杆6连接在上模1底部;这样四个刀具可同时升降,四个机构可同时对四个方弯管进行冲压操作。
29.所述下模2顶部设置有安装块7,第一冲边机构、第二冲边机构、第一冲口机构和第
二冲口机构均包括有安装块7上的定位槽8,定位槽8靠近其相应冲压机构的刀具设置,安装块7顶部设置匹配定位槽8的压块9,压块9靠近其相应冲压机构的刀具一侧设置设置有定位块10,定位块10位于靠近其相应冲压机构的刀具上方与其有间隙,定位块10靠近压块9一端与方弯管端头顶端接触限位;所述定位槽8靠近其相应冲压机构的刀具一侧延伸有与其贯通的刀具槽13,刀具槽13底部为匹配其相应冲压机构的刀具的下部刀具14,下部刀具14远离定位槽8一侧有分别吻合其相应冲压机构的刀具的槽口15;所述第一冲边机构、第二冲边机构、第一冲口机构和第二冲口机构的刀具位于刀具槽13内与下部刀具14上下对应设置且四个刀具始终位于其相应的定位块10底部进行上下移动;所述定位块10对方弯管端头接触限位时,四个刀具的前端位于方弯管端头内进行冲压操作。通过将方弯管端头塞到定位槽8内进行定位放置,通过压块9进行压紧,端头通过定位块10限位好位置,而刀具位于端头内,通过启动上模带动刀具下移使得刀具前端对端头进行冲压,刀具下移与插入到下部刀具14的吻合的槽15口内,从而完成冲压操作,冲压完成,刀具上移回到位于端头内,便可取出方弯管,这样可稳定准确的端头进行冲压操作,下部刀具14的存在,既可以满足对方弯管端头的定位放置,也可以满足上部的四个刀具顺畅操作,从而实现冲压呈相应的形状的。四个刀具始终位于定位块10底部,这样方弯管塞到定位槽8内,刀具始终会插在方弯管内,保证刀具只会对放在下侧的端头的侧边进行冲压操作,四个侧边分别进行冲压操作,保证四个侧边冲压的准确性。
30.所述下模2顶部还设置有对应定位槽8的放置块11来放置方弯管的另一端,第一冲边机构和第二冲边机构的放置块11顶部设置有放置槽12;这样使方弯管稳定的放置好,保证方弯管端头的稳定性。
31.实际生产时:将四个方弯管按照所需要冲压的端头的一侧边的需求将该冲压的侧边朝下将端头塞到定位槽8内,通过压块压紧,端头与定位块10接触限位好位置,此时端头位于刀具槽13内,四个刀具位于端头内,方弯管另一端位于放置块11上,将方弯管稳定放置好;
32.之后启动上模带动四个刀具下移,两个内切钩式刃口冲边刀具3进行冲边操作,两个内切钩式刃口冲口刀具4的冲口凸头5进行冲口操作,最终四个刀具下移至其下方的下部刀具14的槽口15内,完成冲压操作,取出方弯管,上模带动四个刀具回程;
33.之后可将第一冲边机构冲压过的方弯管放到第二冲边机构内进行冲压操作,可将第二冲边机构冲压过的方弯管放到第一冲口机构内进行冲压操作,可将第一冲口机构冲压过的方弯管放到第二冲口机构内进行冲压操作,这样依次从左往右依次轮流进行,最终完成方弯管端头的异形冲压。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1