一种出口调节热轧导卫的制作方法
1.本实用新型涉及一种导卫,具体说是一种出口调节热轧导卫。
背景技术:
2.导卫作为一种线材轧制的常规设备,通常需要配备在一定尺寸范围内的多规格导卫,满足轧制要求。而现有的导卫上导辊件轧制尺寸相对固定,配备多台导卫的使用成本较高。
技术实现要素:
3.本实用新型提供了一种结构紧凑,使用稳定,能便捷调控轧制导辊间距满足多规格使用要求的出口调节热轧导卫。
4.本实用新型采用的技术方案是:一种出口调节热轧导卫,包括导卫本体,导卫本体内设贯穿前后的导向通道,其特征在于:所述导卫本体前部导向通道两侧垂直设置旋转柱,旋转柱上穿接两调节侧板,调节侧板前部设置开口,开口内穿接导辊,两调节侧板后部经一调节螺栓穿接在导卫本体后部,调节螺栓上穿接两调节侧板的螺纹旋旋向相反。
5.进一步地,所述调节侧板穿接调节螺栓的后部还穿接导卫本体上与调节螺栓平行的导向销,导向销与调节侧板上穿接孔为间隙穿接且经调节侧板外压板旋接锁紧调节侧板外侧。
6.进一步地,所述导向销上穿接弹簧,弹簧一端抵紧导卫本体,另一端抵紧调节侧板内侧。
7.进一步地,所述调节侧板设压板部,压板部经垂直键槽配合滑动导向连接导卫本体前部,压板上经锁紧螺母旋接立柱锁紧。
8.在需要调节两导辊间距时,松开锁紧螺母、沿键槽配合抬升压板,松开压板对两调节侧板的压接,旋转调节螺栓,调节螺栓两端反向螺旋驱动两调节侧板后部同时朝内锁紧或朝外扩展,从而使得调节侧板绕旋转柱旋转,调节侧板前部的导辊间距增大或缩小,调节便捷,能满足多尺寸调节使用的要求,无需配备多台,降低使用成本。在调节螺栓后的导向销经弹簧抵接导卫本体和调节侧板,能确保调节侧板旋转的稳定性。
附图说明
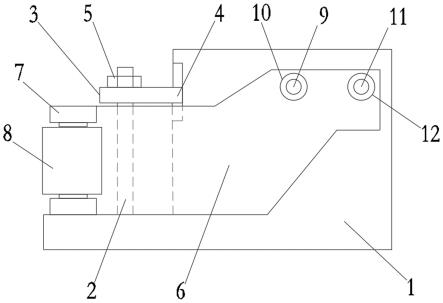
9.图1为本实用新型结构示意图;
10.图2为图1的俯视图。
11.图中:导卫本体1、旋转柱2、压板部3、键槽配合结构4、锁紧螺母5、调节侧板6、开口7、压辊8、调节螺栓9、调节锁紧螺母10、导向销11、导向销锁紧螺母12、弹簧13。
具体实施方式
12.以下结合附图作进一步说明。
13.图1-2所示:一种出口调节热轧导卫,其导卫本体1前部导向通道两侧垂直设置旋转柱2,旋转柱2上穿接两调节侧板6,调节侧板6上设压板部3,压板部3经垂直键槽配合结构4滑动导向连接导卫本体1前部,压板部3上经锁紧螺母5旋接立柱锁紧,调节侧板6前部设置开口7,开口内穿接导辊8,两调节侧板后部经一调节螺栓9由调节锁紧螺母10锁紧穿接在导卫本体1后部,调节螺栓上穿接两调节侧板的螺纹旋旋向相反;调节侧板6穿接调节螺栓的后部还穿接导卫本体上与调节螺栓平行的导向销11,导向销与调节侧板上穿接孔为间隙穿接且经调节侧板外压板旋接锁紧调节侧板外侧,导向销上穿接弹簧13,弹簧一端抵紧导卫本体,另一端抵紧调节侧板内侧。
技术特征:
1.一种出口调节热轧导卫,包括导卫本体,导卫本体内设贯穿前后的导向通道,其特征在于:所述导卫本体前部导向通道两侧垂直设置旋转柱,旋转柱上穿接两调节侧板,调节侧板前部设置开口,开口内穿接导辊,两调节侧板后部经一调节螺栓穿接在导卫本体后部,调节螺栓上穿接两调节侧板的螺纹旋旋向相反。2.根据权利要求1所述的一种出口调节热轧导卫,其特征是:所述调节侧板穿接调节螺栓的后部还穿接导卫本体上与调节螺栓平行的导向销,导向销与调节侧板上穿接孔为间隙穿接且经调节侧板外压板旋接锁紧调节侧板外侧。3.根据权利要求2所述的一种出口调节热轧导卫,其特征是:所述导向销上穿接弹簧,弹簧一端抵紧导卫本体,另一端抵紧调节侧板内侧。4.根据权利要求1所述的一种出口调节热轧导卫,其特征是:所述调节侧板上设压板部,压板部经垂直键槽配合滑动导向连接导卫本体前部,压板上经锁紧螺母旋接立柱锁紧。
技术总结
本实用新型涉及一种出口调节热轧导卫,包括导卫本体,导卫本体内设贯穿前后的导向通道,导卫本体前部导向通道两侧垂直设置旋转柱,旋转柱上穿接两调节侧板,调节侧板前部设置开口,开口内穿接导辊,两调节侧板后部经一调节螺栓穿接在导卫本体后部,调节螺栓上穿接两调节侧板的螺纹旋旋向相反。其结构紧凑,使用稳定,能便捷调控轧制导辊间距满足多规格使用要求。用要求。用要求。
技术研发人员:王江辉 范明
受保护的技术使用者:江苏盛日机械设备制造有限公司
技术研发日:2021.12.20
技术公布日:2022/9/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1