圈仔焊接机构的制作方法
1.本实用新型涉及电机自动化组装领域技术,尤其是指一种圈仔焊接机构。
背景技术:
2.转子是电机的重要组成部件,在电机的组装过程中,需要将转子之换向器引脚与圈仔进行焊接,焊接完一个引脚后,对转子进行旋转以焊接另一个换向器引脚,直至将换向器引脚全部与圈仔焊接完毕;现有技术中常常因转子的焊接质量不合适,使得转子的产能跟不上市场需求,还存在转子焊接均一性差,性能不稳定的问题;另一方面,在对转子圈仔进行焊接时,通常存在不能对转子自动化锁紧的技术问题,严重影响焊接的效果,造成次品率高;因此,针对这一现状,迫切需要开发一种圈仔焊接机构,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种圈仔焊接机构,其通过采用锁紧组件、焊接组件和供锡组件实现了对转子的自动化锁紧、旋转、焊接以及自动化的供锡,降低了人工成本,提高了焊接精准度,降低了次品率,提高了工作效率。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种圈仔焊接机构,其包括支撑座、用于锁紧转子的锁紧组件、用于将转子之换向器引脚与圈仔进行焊接的焊接组件和用于供锡的供锡组件,该焊接组件包括焊枪、用于驱动焊枪移动的焊枪驱动装置、用于压紧圈仔的压紧装置;该焊枪驱动装置倾斜的安装于支撑座上,该压紧装置竖向的安装于焊枪驱动装置侧旁;该压紧装置具有可升降的压头,该压头可升降式抵接在圈仔上表面;该锁紧组件具有用于将转子进行锁紧的旋转锁紧装置,该供锡组件具有锡嘴,该锡嘴朝向旋转锁紧装置上转子之换向器;该焊枪朝向旋转锁紧装置上转子之换向器引脚。
6.作为一种优选方案:所述锁紧组件还包括用于对焊枪进行清理的清理装置以及用于带动旋转锁紧装置和清理装置一起纵向移动的纵向驱动装置;该旋转锁紧装置安装于纵向驱动装置输出端,该清理装置安装于旋转锁紧装置侧旁。
7.作为一种优选方案:所述旋转锁紧装置包括旋转盘、放料座、第一锁紧件和第二锁紧件,该放料座紧固连接于旋转盘的上表面,该第一锁紧件和第二锁紧件可相对于放料座彼此分开或合拢式安装于放料座上表面;该第一锁紧件、放料座和旋转盘之间穿设有第一转轴,该第一转轴的上端紧固连接第一锁紧件,该第一转轴的下端紧固设置有第一齿轮,该第一转轴可转动式位于放料座和旋转盘之间;该第二锁紧件、放料座和旋转盘之间竖向贯穿设置有第二转轴,该第二转轴的上端紧固连接第二锁紧件,该第二转轴的下端紧固设置有第二齿轮,该第一齿轮和第二齿轮相啮合;该第二转轴可转动式位于放料座和旋转盘之间,该旋转盘和第一转轴之间设置有弹簧。
8.作为一种优选方案:所述旋转锁紧装置还包括旋转驱动源,该旋转驱动源的输出
端连接旋转盘;于旋转盘位置处的第一转轴上紧固设置有挡块,上述弹簧的一端连接旋转盘另一端连接挡块,于旋转盘侧旁设置有挡柱,该挡块可转动式与挡柱相抵接。
9.作为一种优选方案:所述清理装置包括升降气缸和升降板,该升降气缸的轴端连接升降板,该升降板上设置有用于用于清理焊枪的海绵块,该海绵块与焊枪相对应。
10.作为一种优选方案:所述焊枪驱动装置包括焊枪驱动源、滑动安装座和焊枪微调结构,该焊枪驱动源倾斜的安装于支撑座上,该焊枪驱动源的输出端连接滑动安装座,该焊枪微调结构可移动式安装于滑动安装座上,上述焊枪安装于焊枪微调结构上。
11.作为一种优选方案:所述焊枪微调结构包括纵向微调件、横向微调件和倾斜微调件,该纵向微调件包括纵向调节杆和纵向调节块,该纵向调节块滑动式位于滑动安装座上,该纵向调节杆与纵向调节块转动配合;该横向微调件包括横向调节杆和横向调节块,该横向调节块滑动式位于纵向调节块上,该横向调节杆与横向调节块转动配合;该倾斜微调件包括倾斜调节杆、倾斜调节块,该倾斜调节块可转动式安装在横向调节块上,上述焊枪紧固安装在倾斜调节块上,该倾斜调节杆与倾斜调节块转动配合。
12.作为一种优选方案:所述压紧装置还包括压紧驱动气缸和安装板,该压紧驱动气缸竖向的安装于支撑座上,该压紧驱动气缸的轴端连接安装板,上述压头紧固安装于安装板上,该压头上设置有用于起缓冲作用的缓冲弹簧。
13.作为一种优选方案:所述供锡组件还包括锡线轮和递线装置,该递线装置位于锡线轮和上述锡嘴之间,该递线装置包括电机和两个齿轮,该电机的输出端连接齿轮,该电机驱动两个齿轮将锡线轮传送过来的锡线递送至锡嘴。
14.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用锁紧组件、焊接组件和供锡组件实现了对转子的自动化锁紧、旋转、焊接以及自动化的供锡,降低了人工成本,提高了焊接精准度,降低了次品率,提高了工作效率;通过采用旋转锁紧装置实现了第一锁紧件和第二锁紧件的自动化合拢与张开,将转子进行锁紧,保证了焊接过程的精准度;并且旋转锁紧装置可以对放料座上的转子进行旋转以便于转换转子之换向器引脚,整体结构紧凑,占用面积少,自动化程度高。
15.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
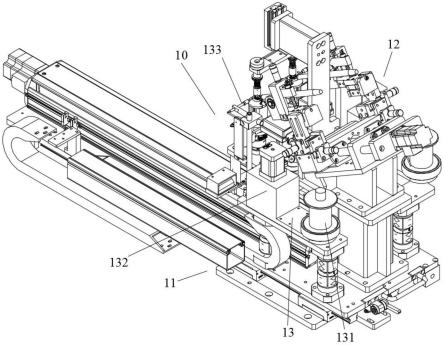
16.图1为本实用新型之圈仔焊接机构立体结构示意图;
17.图2为本实用新型之焊接组件立体结构示意图;
18.图3为本实用新型之焊枪微调结构立体结构示意图;
19.图4为本实用新型之锁紧组件立体结构示意图;
20.图5为本实用新型之旋转锁紧装置立体结构示意图;
21.图6为本实用新型之旋转锁紧装置主体部分立体结构示意图。
22.附图标识说明:
23.图中:10、圈仔焊接机构;11、锁紧组件;111、旋转锁紧装置;1111、旋转盘;1112、放料座;1113、第一锁紧件;1114、第二锁紧件;1115、第一转轴;1116、第一齿轮;1117、第二转轴;1118、第二齿轮;1119、弹簧;11191、旋转驱动源;11192、挡块;11193、挡柱;112、清理装
置;1121、升降气缸;1122、升降板;113、纵向驱动装置;1131、纵向驱动电机;1132、纵向滑座;12、焊接组件;121、支撑座;122、焊枪;123、焊枪驱动装置;1231、焊枪微调结构;12311、纵向微调件;12312、纵向调节杆;12313、纵向调节块;12314、横向微调件;12315、横向调节杆;12316、横向调节块;12317、倾斜微调件;12318、倾斜调节杆;12319、倾斜调节块;1232、滑动安装座;1233、焊枪驱动源;124、压紧装置;1241、压紧驱动气缸;1242、安装板;1243、压头;13、供锡组件;131、锡线轮;132、递线装置;133、锡嘴。
具体实施方式
24.本实用新型如图1至图6所示,一种圈仔焊接机构10,包括有支撑座121、用于锁紧转子的锁紧组件11、用于将转子之换向器引脚与圈仔进行焊接的焊接组件12和用于供锡的供锡组件13,其中:
25.该焊接组件12包括焊枪122、用于驱动焊枪122移动的焊枪驱动装置123、用于压紧圈仔的压紧装置124;该焊枪驱动装置123倾斜的安装于支撑座121上,该压紧装置124竖向的安装于焊枪驱动装置123侧旁;该压紧装置124具有可升降的压头1243,该压头1243可升降式抵接在圈仔上表面;该锁紧组件11具有用于将转子进行锁紧的旋转锁紧装置111,该供锡组件13具有锡嘴133,该锡嘴133朝向旋转锁紧装置111上转子之换向器;该焊枪122朝向旋转锁紧装置111上转子之换向器引脚。
26.转子具有复数个换向器引脚,需要将复数个换向器引脚逐一与圈仔进行焊接;锁紧组件11将放料座1112上的转子锁紧,焊接组件12对锁紧后的转子之换向器引脚与圈仔进行焊接,焊接完一个转子之换向器引脚后,锁紧组件11驱动转子转动一定角度以便于焊接下一个转子之换向器引脚,在焊接过程中,供锡组件13进行供锡;通过采用锁紧组件11、焊接组件12和供锡组件13实现了对转子的自动化锁紧、旋转、焊接以及自动化的供锡,降低了人工成本,提高了焊接精准度,降低了次品率,提高了工作效率。
27.该锁紧组件11还包括用于对焊枪122进行清理的清理装置112以及用于带动旋转锁紧装置111和清理装置112一起纵向移动的纵向驱动装置113;该旋转锁紧装置111安装于纵向驱动装置113输出端,该清理装置112安装于旋转锁紧装置111侧旁。
28.该纵向驱动装置113包括纵向驱动电机1131、丝杆和纵向滑座1132,该纵向驱动电机1131的轴端连接丝杆,该丝杆与纵向滑座1132转动配合,该旋转锁紧装置111和清理装置112均安装于纵向滑座1132上;纵向驱动装置113驱动旋转锁紧装置111和清理装置112一起纵向移动至焊接组件12侧旁,旋转锁紧装置111将转子进行锁紧后,焊接组件12对转子之换向器引脚进行焊接,对一个转子之换向器引脚焊接完后,旋转锁紧组件11驱动转子旋转以便于焊接另一个转子之换向器引脚,清理装置112对焊枪122进行清理;整体结构紧凑,自动化程度高。
29.该旋转锁紧装置111包括旋转盘1111、放料座1112、第一锁紧件1113和第二锁紧件1114,该放料座1112紧固连接于旋转盘1111的上表面,该第一锁紧件1113和第二锁紧件1114可相对于放料座1112彼此分开或合拢式安装于放料座1112上表面;该第一锁紧件1113、放料座1112和旋转盘1111之间穿设有第一转轴1115,该第一转轴1115的上端紧固连接第一锁紧件1113,该第一转轴1115的下端紧固设置有第一齿轮1116,该第一转轴1115可转动式位于放料座1112和旋转盘1111之间;该第二锁紧件1114、放料座1112和旋转盘1111
之间竖向贯穿设置有第二转轴1117,该第二转轴1117的上端紧固连接第二锁紧件1114,该第二转轴1117的下端紧固设置有第二齿轮1118,该第一齿轮1116和第二齿轮1118相啮合;该第二转轴1117可转动式位于放料座1112和旋转盘1111之间,该旋转盘1111和第一转轴1115之间设置有弹簧1119。
30.该旋转锁紧装置111还包括旋转驱动源11191,该旋转驱动源11191的输出端连接旋转盘1111;于旋转盘1111位置处的第一转轴1115上紧固设置有挡块11192,上述弹簧1119的一端连接旋转盘1111另一端连接挡块11192,于旋转盘1111侧旁设置有挡柱11193,该挡块11192可转动式与挡柱11193相抵接。
31.常态下弹簧1119处于拉开状态,在弹簧1119的作用下第一锁紧件1113和第二锁紧件1114呈合拢状态;旋转驱动源11191驱动旋转盘1111和放料座1112转动时,挡块11192随着旋转盘1111的转动而转动,当挡块11192转动至与挡柱11193相抵接时,旋转盘1111和放料座1112在旋转驱动源11191的带动下继续转动,该挡块11192可转动式抵接在挡柱11193上,此时挡块11192、第一齿轮1116和第一锁紧件1113沿一定方向进行同步转动,而第二齿轮1118和第二锁紧件1114沿与第一齿轮1116相反的方向进行同步转动,此时第一锁紧件1113与第二锁紧件1114沿相反的方向彼此打开;改变旋转驱动源11191的旋转方向,此时挡块11192逐渐远离挡柱11193,挡块11192不与挡柱11193相抵接,第一锁紧件1113与第二锁紧件1114呈合拢状态;在第一锁紧件1113和第二锁紧件1114呈合拢状态时,通过控制旋转驱动源11191的旋转方向,使挡块11192与挡柱11193不接触,第一锁紧件1113与第二锁紧件1114合拢,对放料座1112进行旋转,放料座1112上的转子随着旋转以便于焊接完一个转子之换向器引脚后转换另一个换向器引脚进行焊接;该旋转驱动源11191包括旋转电机,该旋转电机的输出端连接旋转盘1111;通过采用旋转锁紧装置111实现了第一锁紧件1113和第二锁紧件1114的自动化合拢与张开,将转子进行锁紧,保证了焊接过程的精准度;并且旋转锁紧装置111可以对放料座1112上的转子进行旋转以便于转换转子之换向器引脚,整体结构紧凑,占用面积少,自动化程度高。
32.该清理装置112包括升降气缸1121和升降板1122,该升降气缸1121的轴端连接升降板1122,该升降板1122上设置有用于用于清理焊枪122的海绵块,该海绵块与焊枪122相对应;该升降气缸1121驱动升降板1122升降,该海绵块随着升降板1122的升降而升降,该海绵块对焊枪122起到清理作用。
33.该焊枪驱动装置123包括焊枪驱动源1233、滑动安装座1232和焊枪微调结构1231,该焊枪驱动源1233倾斜的安装于支撑座121上,该焊枪驱动源1233的输出端连接滑动安装座1232,该焊枪微调结构1231可移动式安装于滑动安装座1232上,上述焊枪122安装于焊枪微调结构1231上。
34.该焊枪驱动源1233包括驱动电机和丝杆,该驱动电机的轴端连接丝杆,该丝杆与滑动安装座1232转动配合,该焊枪驱动源1233驱动滑动安装座1232移动,该焊枪微调结构1231随着滑动安装座1232的移动而移动。
35.该焊枪微调结构1231包括纵向微调件12311、横向微调件12314和倾斜微调件12317,该纵向微调件12311包括纵向调节杆12312和纵向调节块12313,该纵向调节块12313滑动式位于滑动安装座1232上,该纵向调节杆12312与纵向调节块12313转动配合;该横向微调件12314包括横向调节杆12315和横向调节块12316,该横向调节块12316滑动式位于纵
向调节块12313上,该横向调节杆12315与横向调节块12316转动配合;该倾斜微调件12317包括倾斜调节杆12318、倾斜调节块12319,该倾斜调节块12319可转动式安装在横向调节块12316上,上述焊枪122紧固安装在倾斜调节块12319上,该倾斜调节杆12318与倾斜调节块12319转动配合。
36.焊枪122在纵向微调件12311、横向微调件12314和倾斜微调件12317的作用下可以进行纵向微调、横向微调和倾斜角度的微调,提高了焊枪122在焊接过程中的精准度。
37.该压紧装置124还包括压紧驱动气缸1241和安装板1242,该压紧驱动气缸1241竖向的安装于支撑座121上,该压紧驱动气缸1241的轴端连接安装板1242,上述压头1243紧固安装于安装板1242上,该压头1243上设置有用于起缓冲作用的缓冲弹簧1119;压紧驱动气缸1241驱动压头1243压紧圈仔,防止了圈仔在焊接过程中的位置移动,提高了焊接的精准度。
38.该供锡组件13还包括锡线轮131和递线装置132,该递线装置132位于锡线轮131和上述锡嘴133之间,该递线装置132包括电机和两个齿轮,该电机的输出端连接齿轮,该电机驱动两个齿轮将锡线轮131传送过来的锡线递送至锡嘴133;锡线轮131上拉伸出来的锡线穿过递线装置132,递线装置132之电机驱动两个齿轮将锡线向前递送至锡嘴133,锡嘴133朝向放料座1112上转子之换向器。
39.该圈仔焊接机构的使用方法及原理如下:
40.纵向驱动装置驱动旋转锁紧装置和清理装置一起纵向移动至焊接组件侧旁,旋转锁紧装置将转子进行锁紧后,焊接组件对转子之换向器引脚进行焊接,对一个转子之换向器引脚焊接完后,旋转锁紧组件驱动转子旋转以便于焊接另一个转子之换向器引脚,清理装置对焊枪进行清理;在焊接过程中,供锡组件进行供锡。
41.本实用新型的设计重点在于,通过采用锁紧组件、焊接组件和供锡组件实现了对转子的自动化锁紧、旋转、焊接以及自动化的供锡,降低了人工成本,提高了焊接精准度,降低了次品率,提高了工作效率;通过采用旋转锁紧装置实现了第一锁紧件和第二锁紧件的自动化合拢与张开,将转子进行锁紧,保证了焊接过程的精准度;并且旋转锁紧装置可以对放料座上的转子进行旋转以便于转换转子之换向器引脚,整体结构紧凑,占用面积少,自动化程度高。
42.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1