一种带有导向机构的冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,具体为一种带有导向机构的冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模),冲压指在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.在冲压实际加工过程中,冲压模具是一种必备工件,而现有的冲压模具与导向机构大都焊接固定连接,导向机构存在大大增加了模具收纳所需空间,对运输和存放造成影响,部分可拆式导向机构采用螺栓固定的方式进行安装,拆装便捷性较差,降低了冲压模具的实用性。
技术实现要素:
4.本实用新型的目的在于提供一种带有导向机构的冲压模具,具备操作便捷的优点,解决了现有的冲压模具与导向机构大都焊接固定连接,导向机构存在大大增加了模具收纳所需空间,对运输和存放造成影响,部分可拆式导向机构采用螺栓固定的方式进行安装,拆装便捷性较差,降低了冲压模具实用性的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种带有导向机构的冲压模具,包括下模具和上模具,所述下模具包括下模板,所述下模板顶部的中心处焊接有下安装板,所述下安装板顶部的中心处焊接有冲压槽口,所述下安装板顶部的外圈焊接有定位框,所述下模板顶部的左右两侧均通过螺丝固定安装有脱料辅助组件,所述上模具包括上模板,所述上模板底部的中心处焊接有上安装板,所述上安装板底部的中心处焊接有冲压块,所述下模板与上模板相对的一侧安装有导向组件。
6.优选的,所述冲压块与冲压槽口相适配,所述定位框内腔的中心处开设有置料槽。
7.优选的,所述脱料辅助组件包括立柱,所述立柱的底部通过螺栓固定安装在下模板上,所述立柱的表面固定套设有弹簧,所述弹簧的另一端焊接有连接环,所述连接环的内圈与立柱的表面滑动接触。
8.优选的,所述导向组件包括下安装座、上安装座和引导杆,所述下安装座的底部与下模板的顶部焊接,所述上安装座的顶部与上模板的底部焊接,所述引导杆贯穿安装在下安装座上。
9.优选的,所述下安装座包括安装组件,所述安装组件包括套筒,所述套筒的底部与下模板的连接处焊接,所述套筒的表面焊接套设有连接板,所述连接板底部的左右两侧均通过阻尼轴承活动安装有转块。
10.优选的,所述引导杆与下安装座的连接处、引导杆与上安装座的连接处均滑动接触,所述引导杆的形状为t型,所述上模板的顶部开设有与引导杆配合使用的槽孔。
11.与现有技术相比,本实用新型的有益效果如下:
12.1、本实用新型通过设置置料槽、定位框、下安装座、上安装座、引导杆、安装组件、立柱、弹簧、连接环、转块、连接板和套筒配合使用,具有操作便捷的优点,解决了现有的冲压模具与导向机构大都焊接固定连接,导向机构存在大大增加了模具收纳所需空间,对运输和存放造成影响,部分可拆式导向机构采用螺栓固定的方式进行安装,拆装便捷性较差,降低了冲压模具实用性的问题。
13.2、本实用新型通过设置立柱,能够对连接环上下滑动起到导向的作用,通过设置弹簧和连接环配合使用,能够在加工过程中,对上模具产生向上的复位力,进而方便将零件与模板脱离,通过设置置料槽,能够对加工零件进行收纳存放。
附图说明
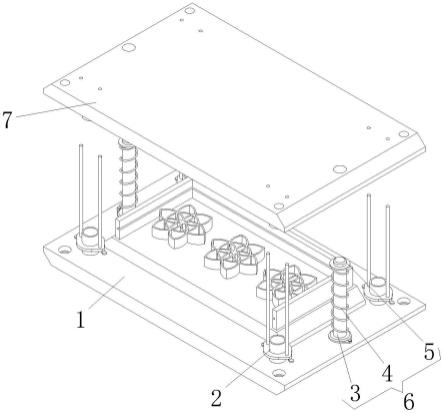
14.图1为本实用新型结构立体示意图;
15.图2为本实用新型结构侧视立体图;
16.图3为本实用新型下模具结构俯视立体图;
17.图4为本实用新型上模具结构仰视立体图;
18.图5为本实用新型导向组件结构立体示意图;
19.图6为本实用新型局部结构分离时立体示意图。
20.图中:1下模具、101下模板、102冲压槽口、103下安装板、104置料槽、105定位框、2导向组件、201下安装座、202上安装座、203引导杆、204安装组件、3立柱、4弹簧、5连接环、6脱料辅助组件、7上模具、701上模板、702上安装板、703冲压块、8转块、9连接板、10套筒。
具体实施方式
21.请参阅图1-图6,一种带有导向机构的冲压模具,包括下模具1和上模具7,下模具1包括下模板101,下模板101顶部的中心处焊接有下安装板103,下安装板103顶部的中心处焊接有冲压槽口102,下安装板103顶部的外圈焊接有定位框105,通过设置定位框105,能够对零件放置空间进行定位,下模板101顶部的左右两侧均通过螺丝固定安装有脱料辅助组件6,上模具7包括上模板701,上模板701底部的中心处焊接有上安装板702,上安装板702底部的中心处焊接有冲压块703,下模板101与上模板701相对的一侧安装有导向组件2;
22.冲压块703与冲压槽口102相适配,定位框105内腔的中心处开设有置料槽104,通过设置置料槽104,能够对加工零件进行收纳存放;
23.脱料辅助组件6包括立柱3,立柱3的底部通过螺栓固定安装在下模板101上,立柱3的表面固定套设有弹簧4,弹簧4的另一端焊接有连接环5,通过设置弹簧4和连接环5配合使用,能够在加工过程中,对上模具7产生向上的复位力,进而方便将零件与模板脱离,连接环5的内圈与立柱3的表面滑动接触,通过设置立柱3,能够对连接环5上下滑动起到导向的作用;
24.导向组件2包括下安装座201、上安装座202和引导杆203,下安装座201的底部与下模板101的顶部焊接,上安装座202的顶部与上模板701的底部焊接,引导杆203贯穿安装在下安装座201上,通过设置引导杆203,能够对上安装座202上下滑动起到引导的作用;
25.下安装座201包括安装组件204,安装组件204包括套筒10,套筒10的底部与下模板101的连接处焊接,套筒10的表面焊接套设有连接板9,通过设置连接板9,能够满足引导杆
203贯穿安装需求,连接板9底部的左右两侧均通过阻尼轴承活动安装有转块8,通过设置转块8,能够对引导杆203的底部进行限位遮挡;
26.引导杆203与下安装座201的连接处、引导杆203与上安装座202的连接处均滑动接触,引导杆203的形状为t型,上模板701的顶部开设有与引导杆203配合使用的槽孔;
27.上模板701底部的左右两侧均贯穿开设有与立柱3配合使用的通孔,上安装座202的结构组成与安装组件204的结构组成相同,下模板101的底部开设有与引导杆203配合使用的卡孔。
28.使用时,各部件均处于初始状态,根据实际安装需求,选择合适高度的引导杆203,将引导杆203上移穿过下模板101上卡孔,并穿入安装组件204,插入完成后,则转动转块8,使得转块8转动一百八十度与引导杆203接触,进而防止引导杆203随意下移,引导杆203与上安装座202滑动接触,而后通过螺栓将脱料辅助组件6固定安装在下模板101上,当进行冲压加工时,上模具7下移,带动上安装座202在引导杆203上稳定滑动,实现导向保护,加工完成后,可将脱料辅助组件6与引导杆203进行拆离,进而形成单独的下模具1与上模具7,大大减小放置存储空间。
29.综上所述:该带有导向机构的冲压模具,通过设置置料槽104、定位框105、下安装座201、上安装座202、引导杆203、安装组件204、立柱3、弹簧4、连接环5、转块8、连接板9和套筒10配合使用,具有操作便捷的优点,解决了现有的冲压模具与导向机构大都焊接固定连接,导向机构存在大大增加了模具收纳所需空间,对运输和存放造成影响,部分可拆式导向机构采用螺栓固定的方式进行安装,拆装便捷性较差,降低了冲压模具实用性的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1