茶叶揉捻机不锈钢揉捻盘的冲孔装置的制作方法
1.本实用新型涉及揉捻机不锈钢揉捻盘加工装置技术领域,涉及茶叶揉捻机不锈钢揉捻盘的冲孔装置。
背景技术:
2.揉捻机揉盘一般由铸造底盘和不锈钢揉捻盘组成,因铸造底盘一般采用铸铝材质浇筑而成,耐磨性差且不适于直接接触食物,因此铸造底盘的上方固定有能直接接触茶叶并与盖子压合揉捻茶叶的不锈钢揉捻盘。
3.因揉捻机搓揉后的茶叶一般均从揉盘的中心出料,为保证于出料便利,铸造底盘和不锈钢揉捻盘均设有周边高中心低的环形斜面。
4.不锈钢底盘的环形斜面上设有若干安装孔,不锈钢底盘实际加工时需先通过不锈钢片冲压成型,再通过冲压机打冲安装孔,因不锈钢片厚度较薄,现有冲压机冲孔时容易导致不锈钢揉捻盘的环形斜面形变严重,导致后续的安装孔打孔位置不精准,次品率增加,影响不锈钢揉捻盘与铸造底盘的固定连接,且影响使用。
5.如授权公告号为cn202655434u的专利提供的新型冲床冲孔机构,其中安装待加工件的安装台水平设置,且冲压刀头垂直安装台设置,该类冲床无法加工环形斜面。
技术实现要素:
6.本实用新型所要解决的技术问题是提供一种能加工环形斜面且减轻环形斜面形变的茶叶揉捻机不锈钢揉捻盘的冲孔装置。
7.本实用新型解决上述技术问题所采用的技术方案为:茶叶揉捻机不锈钢揉捻盘的冲孔装置,包括冲床主体,所述冲床主体上设有冲孔组件和加工台,所述冲孔组件设于加工台的正上方,设有控制系统控制冲孔组件上下位移,所述冲孔组件包括加工刀具,所述加工刀具的轴心垂直加工台的上端面,其特征在于,所述冲床主体一侧设有安装组件,安装组件与冲床主体件的间距可调,不锈钢揉捻盘能转动安装在安装组件上,所述安装组件包括架体以及设于架体上转动安装的转台,所述控制系统能控制转台转动,且控制系统能控制转台转动角度,所述转台轴心与加工台上端面间形成夹角,所述不锈钢揉捻盘设有中心孔,以及绕中心孔环布且斜向设置的环形斜面,所述不锈钢揉捻盘固定在转台上,所述环形斜面相切于加工台上端面。
8.进一步的,所述加工台上设有与加工刀具位置对准的通孔,所述转台、通孔及加工刀具轴心位于同一平面上。
9.进一步的,所述架体上固定有电机,电机驱动转台转动。
10.进一步的,所述架体上设有感应设备,所述电机驱动转台转动一次,所述感应设备触发一次。
11.进一步的,所述加工刀具的冲孔次数始终比感应设备的触发次数多一次。
12.进一步的,所述架体上设有斜板,所述电机固定于斜板下方安装,电机驱动端延伸
出斜板,且驱动端与转台固定连接。
13.进一步的,所述环形斜面相切于加工台上端面的部位为贴合部,所述加工刀具的轴心垂直于贴合部。
14.进一步的,所述转台上可拆卸连接有固定夹具,所述转台与固定夹具夹持不锈钢揉捻盘安装,且所述转台转动能带动固定夹具及不锈钢揉捻盘转动。
15.进一步的,所述转台上设有台阶层,所述不锈钢揉捻盘的中心孔穿套的在台阶层上安装。
16.进一步的,所述台阶层设有抵止面,抵止面贴合靠近中心孔处的环形斜面。
17.与现有技术相比,本实用新型的优点在于安装不锈钢揉捻盘的转台斜向设置,能对不锈钢揉捻盘的环形斜面垂直打孔加工,降低打孔导致的形变,降低次品率。
附图说明
18.以下将结合附图和优选实施例来对本实用新型进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本实用新型范围的限制,此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
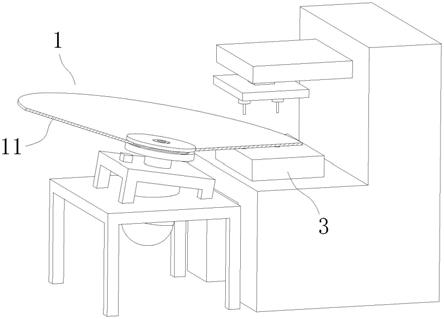
19.图1为冲孔装置的结构示意图之一;
20.图2为冲孔装置的结构示意图之二;
21.图3为冲孔装置的局部剖视图;
22.图4为冲床主体的结构示意图;
23.图5为安装主体的爆炸图;
24.图6为安装主体上夹持有不锈钢揉捻盘的剖视图。
25.图中:1、不锈钢揉捻盘,11、环形斜面,12、贴合部;
26.001、冲床主体,001a、落料收集槽;2、冲孔组件,2a、加工刀具;3、加工台,31、通孔;
27.002、安装组件;4、架体,41、斜板;5、转台,51、台阶层,51a、抵止面;6、电机;7、感应设备;8、固定夹具;9、连接件。
具体实施方式
28.以下将参考附图来详细描述本实用新型的优选实施例,本领域中的技术人员将领会的是,这些描述仅为描述性的、示例性的,并且不应被解释为限定了本实用新型的保护范围。
29.应注意到:相似的标号在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可能不再对其进行进一步定义和解释。
30.本实施例主要对能加工环形斜面且减轻环形斜面形变的茶叶揉捻机不锈钢揉捻盘的冲孔装置进行阐述,具体如下:
31.如图1~6所示,茶叶揉捻机不锈钢揉捻盘的冲孔装置,包括冲床主体001和安装组件002,不锈钢揉捻盘1转动安装在安装组件002上,且不锈钢揉捻盘1设有环形分布且斜向设置的环形斜面11,本实施例中,冲床主体001与安装组件002前后设置,且冲床主体001对不锈钢揉捻盘1进行冲孔加工,安装组件002对不锈钢揉捻盘1进行加工位置调节,设有控制
系统控制机床主体及安装组件002工作。
32.优选的,冲床主体001与安装组件002独立设置,且通过固定在地面上的位置不同,可调节冲床主体001与安装组件002间的间距;或安装组件002可设于输送带上用于可控调节冲床主体001与安装组件002间的间距。
33.如图4所示,冲床主体001上设有冲孔组件2和加工台3,冲孔组件2设于加工台3的正上方,控制系统控制冲孔组件2上下位移,冲孔组件2包括加工刀具2a,加工刀具2a的轴心垂直加工台3的上端面,且加工台3上设有与加工刀具2a位置对准的通孔31,通孔31贯穿设置,优选的,冲孔组件2上可设有多把呈一字型排列的加工刀具2a,且冲床主体001下方设有落料收集槽001a,当冲床主体001上的加工刀具2a对不锈钢揉捻盘1冲孔成型,不锈钢揉捻盘1孔位处的废料从加工台3的通孔31处掉落至落料收集槽001a内,便于清理收集。
34.如图5~6所示,安装组件002包括架体4,架体4上设有斜向设置的斜板41,设有电机6固定安装在斜板41的下方,且设有转台5安装在斜板41的上方,电机6的驱动端从斜板41的上方穿出,转台5固定连接电机6的驱动端,电机6能驱动转台5转动,转台5的轴心与加工台3上端面间形成夹角,优选的,控制系统能控制电机6转动工作,且控制系统能控制电机6的转动角度,电机6优选能选控角度的步进电机6。
35.不锈钢揉捻盘1中心处设有贯穿的中心孔,环形斜面11绕中心孔的轴心环形分布,不锈钢揉捻盘1的中心孔套设在转台5上安装,转台5上设有可拆卸的固定夹具8,固定夹具8与转台5间通过t形螺栓等的连接件9可拆卸连接,固定夹具8与转台5夹持不锈钢揉捻盘1固定安装,使得电机6驱动转台5转动时,转台5与固定夹具8能带动不锈钢揉捻盘1转动。
36.为避免不锈钢揉捻盘1轴心偏移,转台5上设有台阶层51,不锈钢揉捻盘1的中心孔穿套的在台阶层51上安装,台阶层51设有贴合不锈钢揉捻盘1环形斜面11的抵止面51a,抵止面51a贴合靠近中心孔处的环形斜面11。
37.当安装组件002与冲床主体001各自固定后,安装组件002上电机6驱动转台5的转动轴心与冲床主体001上的通孔31及加工刀具2a轴心位于同一平面上。
38.当不锈钢揉捻盘1固定夹持待冲孔时,不锈钢揉捻盘1的环形斜面11相切贴合于加工台3的上端面上,环形斜面11相切贴合于加工台3上端面的部位为贴合部12,加工刀具2a的轴心垂直于贴合部12设置。
39.因不锈钢揉捻盘1冲孔时需加工若干绕中心孔分布的冲孔,为精准控制冲床主体001上冲孔组件2的冲孔次数以及电机6的转动次数,本实施例中,架体4的斜板41上设有感应设备7,当电机6驱动转台5转动一次,感应设备7触发一次,且加工刀具2a的冲孔次数始终比感应设备7的触发次数和电机6转动次数多一次,优选的,感应装置可采用速度传感器。
40.冲床主体001首次加工时,感应设备7和电机6均不工作,当第一次冲孔结束,电机6才驱动转台5转动,且感应设备7触发;电机6驱动转台5转动停止,且感应设备7触发结束,冲床主体001再次冲孔加工,优选的,电机6每次转动角度为a,且感应设备7每加工一圈冲孔的触发次数为b,当a*b+a=360
°
时,冲床主体001停止工作,即加工不锈钢揉捻盘1上的一圈冲孔,电机6转过角度小于360
°
。
41.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗
示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.以上对本实用新型所提供的茶叶揉捻机不锈钢揉捻盘的冲孔装置进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型及核心思想,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1