一种高铁座椅侧扶手多头钻孔装置的制作方法
1.本实用新型涉及高铁座椅加工技术领域,特别涉及一种高铁座椅侧扶手多头钻孔装置。
背景技术:
2.高铁座椅侧扶手在进行钻孔加工时,现有技术多采用4人分开加工,这样加工出来的孔位不合格率极高,在进行高铁座椅侧扶手安装时常常因为孔位不精确无法进行安装。
技术实现要素:
3.为了解决上述技术问题,本实用新型是通过以下技术方案实现的:
4.一种高铁座椅侧扶手多头钻孔装置,包括定位机构、钻孔机构,所述定位机构包括夹具底板,所述夹具底板呈长方体状,所述夹具底板上从左至右依次设有侧扶手前挡限位块,气缸夹紧机构,避位孔、侧扶手后部限位块,所述侧扶手前挡限位块开设有卡槽一,所述气缸夹紧机构包括两下定位块,所述下定位块呈“t”状,所述下定位块的“横”向部分固定连接在夹具底板的底面,所述下定位块的“竖”向部分穿过开设在夹具底板的卡孔,所述下定位块前侧设有夹紧气缸,所述夹紧气缸置于气缸固定座上,所述下定位块后侧设有气缸夹紧辅助限位块,所述侧扶手后部限位块开设有卡槽二,一工件置于定位机构上,所述工件的左侧面顶在侧扶手前挡限位块开设的卡槽一内,所述工件前后侧面通过气缸夹紧机构夹紧,所述工件的底部顶在下定位块上,所述工件前后侧夹在夹紧气缸与气缸夹紧辅助限位块之间,所述工件右部卡入卡槽二内;所述钻孔机构包括多头钻设备主轴,所述多头钻设备主轴连接一多头钻多轴连接盒,所述多头钻多轴连接盒连接若干钻头夹持杆,每个所述钻头夹持杆连接一钻头。
5.作为优选方案,所述侧扶手前挡限位块呈长方体状。
6.与现有技术相比,本实用新型的有益效果是:本实用新型结构简单、操作方便,加工的孔之间的相对位置稳定,精确度更高,在加工质量和加工效率上都有显著提高。
附图说明
7.下面结合附图与具体实施方式对本实用新型进一步详细描述:
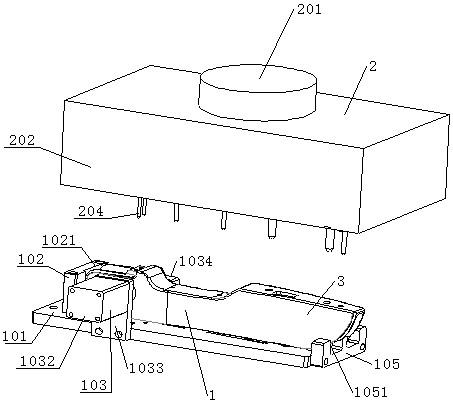
8.图1是本实用新型的立体结构示意图;
9.图2是本实用新型的主视结构示意图;
10.图3是本实用新型的定位机构夹紧工件时俯视结构示意图;
11.图4是本实用新型的定位机构立体结构示意图;
12.图5是本实用新型的定位机构俯视结构示意图;
13.图6是本实用新型的定位机构右视结构示意图;
14.图7是本实用新型的下定位块右视结构示意图。
具体实施方式
15.下面结合附图与具体实施方式对本实用新型作进一步详细描述:
16.一种高铁座椅侧扶手多头钻孔装置,包括定位机构1、钻孔机构2,所述定位机构1包括夹具底板101,所述夹具底板101呈长方体状,所述夹具底板101上从左至右依次设有侧扶手前挡限位块102、气缸夹紧机构103、避位孔104、侧扶手后部限位块105,所述侧扶手前挡限位块102呈长方体状,所述侧扶手前挡限位块102开设有卡槽一1021,所述气缸夹紧机构103包括两下定位块1031,所述下定位块1031呈“t”状,所述下定位块1031的“横”向部分固定连接在夹具底板101的底面,所述下定位块1031的“竖”向部分穿过开设在夹具底板101的卡孔1011,所述下定位块1031前侧设有夹紧气缸1032,所述夹紧气缸1032置于气缸固定座1033上,所述下定位块1031后侧设有气缸夹紧辅助限位块1034,所述侧扶手后部限位块105开设有卡槽二1051,一工件3置于定位机构1上,所述工件3的左侧面顶在侧扶手前挡限位块102开设的卡槽一1021内,所述工件3前后侧面通过气缸夹紧机构103夹紧,所述工件3的底部顶在下定位块1031上,所述工件3前后侧夹在夹紧气缸1032与气缸夹紧辅助限位块1034之间,所述工件3右部卡入卡槽二1051内;所述钻孔机构2包括多头钻设备主轴201,所述多头钻设备主轴201连接一多头钻多轴连接盒202,所述多头钻多轴连接盒202连接若干钻头夹持杆203,每个所述钻头夹持杆203连接一钻头204。
17.工件3在定位机构上被夹紧定位以后,多头钻设备主轴201带动各钻头夹持杆203转动,各钻头204在工件3上的对应位置进行精准钻孔加工,钻孔完成后,将工件取下。
18.以上对本实用新型的具体实施进行了详细描述,但是只是作为一个范例,本实用新型并不限制于以上描述的具体实施案例,对本实用新型进行的等同修改也在本实用新型的保护范围之内。
技术特征:
1.一种高铁座椅侧扶手多头钻孔装置,其特征在于,包括定位机构(1)、钻孔机构(2),所述定位机构(1)包括夹具底板(101),所述夹具底板(101)呈长方体状,所述夹具底板(101)上从左至右依次设有侧扶手前挡限位块(102)、气缸夹紧机构(103)、避位孔(104)、侧扶手后部限位块(105),所述侧扶手前挡限位块(102)开设有卡槽一(1021),所述气缸夹紧机构(103)包括两下定位块(1031),所述下定位块(1031)呈“t”状,所述下定位块(1031)的“横”向部分固定连接在夹具底板(101)的底面,所述下定位块(1031)的“竖”向部分穿过开设在夹具底板(101)的卡孔(1011),所述下定位块(1031)前侧设有夹紧气缸(1032),所述夹紧气缸(1032)置于气缸固定座(1033)上,所述下定位块(1031)后侧设有气缸夹紧辅助限位块(1034),所述侧扶手后部限位块(105)开设有卡槽二(1051),一工件(3)置于定位机构(1)上,所述工件(3)的左侧面顶在侧扶手前挡限位块(102)开设的卡槽一(1021)内,所述工件(3)前后侧面通过气缸夹紧机构(103)夹紧,所述工件(3)的底部顶在下定位块(1031)上,所述工件(3)前后侧夹在夹紧气缸(1032)与气缸夹紧辅助限位块(1034)之间,所述工件(3)右部卡入卡槽二(1051)内;所述钻孔机构(2)包括多头钻设备主轴(201),所述多头钻设备主轴(201)连接一多头钻多轴连接盒(202),所述多头钻多轴连接盒(202)连接若干钻头夹持杆(203),每个所述钻头夹持杆(203)连接一钻头(204)。2.根据权利要求1所述的高铁座椅侧扶手多头钻孔装置,其特征在于,所述侧扶手前挡限位块(102)呈长方体状。
技术总结
本实用新型提供一种高铁座椅侧扶手多头钻孔装置,包括定位机构、钻孔机构,所述定位机构包括夹具底板,所述夹具底板呈长方体状,所述夹具底板上从左至右依次设有侧扶手前挡限位块,气缸夹紧机构,避位孔、侧扶手后部限位块,所述侧扶手前挡限位块开设有卡槽一,一工件置于定位机构上。本实用新型结构简单、操作方便,加工的孔之间的相对位置稳定,精确度更高,在加工质量和加工效率上都有显著提高。在加工质量和加工效率上都有显著提高。在加工质量和加工效率上都有显著提高。
技术研发人员:李图跃 朱法琪
受保护的技术使用者:山东鑫隆晟轨道交通有限公司
技术研发日:2021.12.31
技术公布日:2022/7/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1