激光加工系统及其方法与流程
激光加工系统及其方法
【技术领域】
1.本发明涉及一种使用激光加工工件的加工系统和加工方法。
背景技术:
2.激光广泛用于加工,例如用于切割加工物体或形成孔。
3.通常,在使用激光的加工中,光学元件(诸如透镜)用来形成适用于加工作业的期望形状的激光光束,并将形成的激光光束照射到工件。
4.特别是,激光光束可以有效地用于加工,诸如切割难以加工的脆性材料,诸如透明玻璃基板,或者钻孔。然而,在玻璃基板的切割操作期间,激光在工件中生成裂纹并且裂纹扩展,从而切割工件。因此,存在裂纹会不均匀地生成并且切口表面不平整的问题。
5.此外,由于使用激光切割大面积的玻璃基板时难以进行精确加工,并且耗费大量作业时间,因此在自由形状的加工中存在困难。
技术实现要素:
6.【技术问题】
7.本发明的一个方面是提供一种能够通过使用激光光束以高速加工工件(待加工的物体)的系统和方法。
8.【技术方案】
9.根据本发明的一个实施例的激光加工系统包括:激光单元,其发射激光光束;光学单元,其安置在激光光束的传播路径上,并将入射的激光光束调制成贝塞尔光束;平台,其上安装有要用从光学单元发射的贝塞尔光束进行加工的工件;以及控制单元,其用于控制激光单元、光学单元和平台的操作,其中,光学单元被配置为将发射的贝塞尔光束的聚焦线定位在工件上并且在预定的范围内移动被定位在工件上的聚焦线。
10.光学单元可以将发射的贝塞尔光束的聚焦线与工件的加工表面之间的角度保持为80至100度。
11.光学单元可以包括将入射的激光光束调制成贝塞尔光束的第一光学单元,以及在与工件上的聚焦线相交的方向上移动发射的贝塞尔光束的聚焦线的第二光学单元。
12.第一光学单元可以包括将入射的激光光束调制成贝塞尔光束的第一光学元件,以及使穿过第一光学元件的贝塞尔光束的光学轴线平行前进的第二光学元件。
13.第二光学单元可以包括移动已经穿过第一光学单元的贝塞尔光束的路径的扫描器,以及将从扫描器发射的贝塞尔光束的聚焦线定位在工件上的聚焦透镜。
14.控制单元可以驱动扫描器,使得发射的贝塞尔光束的聚焦线在至少两个轴线方向上移动,并且同时在至少两个轴线方向上驱动平台。
15.进入扫描器的贝塞尔光束的直径可以是3mm至30mm。
16.聚焦透镜的焦距可以是10mm至300mm。
17.从扫描器发射的贝塞尔光束的聚焦线在工件上移动的距离可以是1μm至30mm。
18.扫描器可以包括多个反射镜,该多个反射镜的角度由控制单元来调整。
19.工件可以是平板的形式。
20.另一方面,根据本发明一个实施例的作为通过照射激光光束来加工工件的方法的激光加工方法,包括:将具有垂直于激光光束的方向的圆形横截面的激光光束调制成具有环形横截面的贝塞尔光束;以及将贝塞尔光束照射到工件上,并且在将贝塞尔光束的聚焦线定位在待加工的工件上的同时加工工件,以及在加工中,定位在工件上的贝塞尔光束的聚焦线移动。
21.在加工中,工件可以移动,并且贝塞尔光束的聚焦线可以同时移动。
22.该加工可以包括:设置对应于形状的加工路径来加工工件;将预定的加工路径分成第一路径和第二路径,贝塞尔光束的聚焦线通过该第一路径移动,工件通过该第二路径移动;以及将贝塞尔光束的聚焦线移动到第一路径,并同时将工件移动到第二路径,从而沿加工路径加工工件。
23.在加工中,贝塞尔光束的聚焦线与工件的加工表面之间的角度可以保持为80至100度。
24.在加工中,定位在工件上的贝塞尔光束的聚焦线在工件上移动的距离可以是1μm至30mm。
25.该加工可以包括通过调整定位在贝塞尔光束的路径上的反射镜的角度来移动被反射的贝塞尔光束的路径以用于扫描,以及将反射的贝塞尔光束聚焦到工件上。
26.在扫描中,入射到反射镜的贝塞尔光束的直径可以是3mm至30mm。
27.在聚焦中,焦距可以是10mm至300mm。
28.【有益效果】
29.根据本发明的一个实施例,通过将激光光束调制成贝塞尔光束,可以精确地加工工件。
30.此外,通过扫描贝塞尔光束以扩大照射区域,可以以高速加工工件。
31.此外,通过保持所扫描的贝塞尔光束入射到加工表面上的角度接近竖直,可以改进加工质量。
32.此外,通过同时控制贝塞尔光束和工件的移动,可以加工精确的形状并且可以节省加工时间。
33.此外,通过扫描仪与平台之间的同步技术,不管工件的尺寸如何都可以进行加工。
【附图说明】
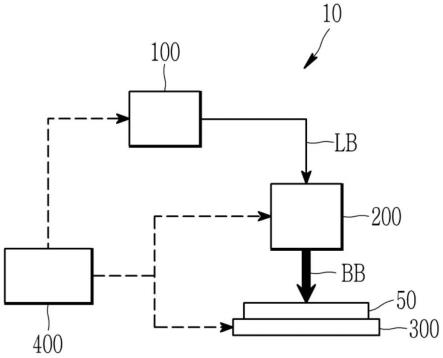
34.图1是根据本发明的一个实施例的激光加工系统的示意性示图。
35.图2是示出了根据本发明的一个实施例的激光加工系统的光学单元的示图。
36.图3是示出了根据本发明的一个实施例的激光加工系统中通过光学单元扫描的状态的示图。
37.图4是图3的ⅳ部分的放大示图。
38.图5是示出了通过根据本发明的一个实施例的激光加工方法来加工工件(待加工物体)的流程的示图。
【具体实施方式】
39.在下文中,将参照附图详细描述本发明的实施例,以便本发明所属领域的技术人员能够实现本发明。如本领域技术人员将认识到的,在都不脱离本发明的范围的情况下,可以以各种不同方式修改描述的实施例。
40.附图和描述在本质上将视为是说明性的而非限制性的。在整个说明书中,相同的附图标记表示相同的元件。
41.此外,由于附图中所示的组成构件的尺寸和厚度是为了更好地理解和易于描述而任意给出的,因此本发明不限于所示出的尺寸和厚度。
42.在整个本说明书和随后的权利要求中,当描述一元件“耦合”到另一元件时,该元件可以“直接耦合”到该另一元件或通过第三元件“电耦合”到该另一元件。此外,除非明确地作出相反的描述,否则词语“包括”和诸如“包含”或“包括
…
有”的变体将理解为意指包含所述要素但不排除任何其他要素。
43.在本说明书中,“前面”和“后面”是基于光束传播方向命名的,并且接近工件的方向定义为“后面”。
44.图1是根据本发明的一个实施例的激光加工系统的示意性示图。
45.参照图1,根据本发明的一个实施例的激光加工系统10包括激光单元100、光学单元200、平台300和控制单元400。
46.在激光加工系统10中,从激光单元100发射的激光光束lb通过光学单元200被调制成贝塞尔光束bb形状,并且贝塞尔光束bb照射到固定到平台300的工件50以加工工件50。此时,根据本发明的一个实施例,照射到工件50的贝塞尔光束bb可以在扫描工件50的预定的范围的同时以高速加工工件50。此外,通过控制单元400,光束bb进行扫描并且同时平台300被驱动,使得可以进行高速和精确的加工。在下文中,详细描述根据本发明的一个实施例的激光加工系统10的每个配置。
47.激光单元100被配置为发射用于加工工件50的激光光束lb,并且可以生成以光束形式发射的具有预定的脉冲的激光光束。在该情况下,发射的激光光束lb可以具有脉冲(例如超短脉冲)或突发脉冲,该脉冲或突发脉冲具有适用于加工工件50的波长、能量和持续时间。此外,当沿行进方向(垂直于行进方向的横截面)观察时,激光光束lb可以具有圆形形状或高斯光束形状。
48.在此,工件50可以具有平板形状,例如透明玻璃基板。然而,工件50不限于透明玻璃基板,并且可以包括各种材料,诸如不透明基板、金属材料和半导体晶片。
49.图2是示出了根据本发明的一个实施例的激光加工系统的光学单元的示图,并且图3是示出了根据本发明的一个实施例的激光加工系统中通过光学单元扫描的状态的示图。此外,图4是图3的ⅳ部分的放大示图。
50.光学单元200被安置在从激光单元100发射的激光光束lb的传播路径上,并且被配置为将入射的激光光束lb调制成贝塞尔光束bb。根据本发明的一个实施例,光学单元200可以被配置为在将发射光束bb的聚焦线fl定位在工件50上的同时将定位在工件50上的聚焦线fl移动预定的范围。参照图3和图4,本说明书中的“聚焦线fl”是指入射在工件上的贝塞尔光束的会聚长度或聚焦深度。
51.参照图1和图2,光学单元200可以包括第一光学单元210和第二光学单元220。
52.第一光学单元210是将激光光束lb调制成贝塞尔光束bb的光学单元,并且可以包括第一光学元件211和安置在第一光学元件211后面的第二光学元件212。
53.第一光学元件211可以是用于将激光光束lb调制成贝塞尔光束bb的衍射元件,例如锥形棱镜或轴锥透镜。因此,在激光光束lb在穿过第一光学元件211时(沿光束传播方向观察或在垂直于光束传播方向的横截面观察时)发生衍射的同时,该激光光束可以调制成环形(环)贝塞尔光束bb。然而,第一光学元件211不限于锥形棱镜或轴锥透镜,并且可以使用能够将激光光束lb调制成贝塞尔光束bb的各种光学元件。
54.参照图2,在激光光束lb穿过第一光学元件211并被调制成贝塞尔光束bl后,能够限制适用于加工工件50的贝塞尔光束bl的区域的扩大的第二光学元件212可以设置在第一光学元件211之后。也就是说,第二光学元件212可以是使从第一光学元件211发射的贝塞尔光束bl的光学轴线平行前进的光学元件,例如准直透镜或准直透镜。穿过第二光学元件212的贝塞尔光束bb的光学轴线可以平行设置,并然后入射到第二光学单元220。
55.根据本发明的一个实施例,上述第一光学元件211和第二光学元件212可以在各自的光学特性、布置间隔等方面进行适当的选择或调整,从而穿过第二光学元件212将要入射到第二光学单元220或扫描器221的贝塞尔光束bb的直径可以为3mm至30mm。
56.第二光学单元220被配置为移动工件50上的发射的光束bb的聚焦线fl,并且可以包括扫描器221和聚焦透镜222。根据本发明的一个实施例,穿过第二光学单元220发射的贝塞尔光束bb的聚焦线fl可以定位在工件50上,并且聚焦线fl可以在保持定位在工件50上的同时在与聚焦线fl相交的方向上移动,并且因此,可以在工件50上的预定的范围内扫描贝塞尔光束bb的同时加工工件50。
57.参照图2,扫描器221可以移动穿过第一光学单元210的贝塞尔光束bb的路径。更详细地说,扫描器221可以在预定的角度范围内连续地改变入射的贝塞尔光束bb的光学轴线方向,并由此,扫描器221可以在预定的范围内扫描发射的贝塞尔光束bb。
58.根据本发明的一个实施例,扫描器221可以包括多个反射镜,该多个反射镜的角度被调整。因此,由多个反射镜反射入射到扫描器221的贝塞尔光束bb,并且可以通过调整反射镜的角度来调整反射的贝塞尔光束bb的反射角度。例如,扫描器221可以包括至少两个反射镜,该至少两个反射镜分别沿着布置在至少两个轴线方向上的旋转轴线是可旋转的,并且可以被配置成例如电流反射镜。然而,扫描器221的配置不限于检流计,并且可以包括能够在预定的区域范围内扫描发射的贝塞尔光束bb的各种设备。
59.通过扫描器221改变其路径的贝塞尔光束bb可以通过聚焦透镜222聚焦在工件50上。聚焦透镜222可以安置在扫描器221与工件50之间,并且从扫描器221发射的贝塞尔光束bb的聚焦线fl可以定位在工件50上。如后文所述,聚焦透镜222可以使贝塞尔光束bb的聚焦线fl尽可能地垂直于工件的加工表面bl。
60.参照图2至图4,通过聚焦透镜222聚焦贝塞尔光束bb,使得贝塞尔光束bb的聚焦线fl可以定位在工件50的加工表面bl上。根据本发明的一个实施例,聚焦透镜222的焦距可以被配置成10mm至300mm。因此,工件50可以被定位和加工成以对应于聚焦透镜222的焦距的距离而间隔开。
61.在图2至图4中,工件50的加工表面用附图标记bl表示。在此,加工表面bl不是指工件50的加工开始的外侧,而是指包括工件50上的待加工部分中的任意点的虚拟表面。工件
50可以具有预定的厚度,并且根据加工方法,定位在工件50上的贝塞尔光束bb的聚焦线fl可以定位在工件50的整个厚度上或仅在工件50厚度的一部分上。
62.根据本发明的一个实施例,在从光学单元200发射的贝塞尔光束bb的聚焦线fl定位在工件50上的状态下,可以通过移动被定位在工件50上的贝塞尔光束bb的聚焦线fl来扫描工件50的预定的范围。在该情况下,可以保持贝塞尔光束bb的聚焦线fl定位在工件50上的状态,并且贝塞尔光束bb的聚焦线fl在工件50上(或在加工表面上)移动的距离可以为1μm至30mm。在此,移动距离是在一个方向(例如图5中的x轴线方向或y轴线方向)上的移动距离。例如,在贝塞尔光束bb的聚焦线fl在两个轴线方向(x轴线方向和y轴线方向)上移动时,贝塞尔光束bb可以在扫描工件50的x轴和y轴上的预定的范围的同时进行加工。
63.参照图3和图4,定位在工件50上的光束bb的聚焦线fl与工件的加工表面bl之间的角度θ可以接近90度。更具体地说,根据本发明的一个实施例,在贝塞尔光束bb的聚焦线fl在工件50上的预定的范围内移动(扫描)的同时,光束bb的聚焦线fl与工件的加工表面bl之间的角度θ可以保持为80至100度。
64.也就是说,尽管贝塞尔光束bb的聚焦线fl由扫描器221扫描在工件的加工表面bl上,但贝塞尔光束bb的聚焦线fl与工件的加工表面bl之间的角度θ可以保持为80至100度。换言之,穿过聚焦透镜222的贝塞尔光束bb以接近竖直的角度入射在工件的加工表面bl上,并且偏离竖直方向的角度可保持在10度或更小。在根据本发明的一个实施例的激光加工系统10中,由是衍射元件的第一光学元件211生成的贝塞尔光束bb在预定的加工位置和范围内引起干涉效应,并且保持该特性均匀地影响加工质量。因此,为了优异且均匀的加工质量,如何保持入射在工件50的加工表面上的干涉光束的竖直度是重要的。根据本发明的一个实施例中,在定位在工件50上的贝塞尔光束bb的聚焦线fl扫描工件的加工表面的同时,由于该聚焦线与工件的加工表面bl形成的角度θ保持为80至100度,可以在进行高速加工的同时,保持优异且均匀的加工质量。
65.根据本发明的一个实施例,工件50可以固定到平台300。也就是说,平台300是部件,在该部件上安装工件50以固定工件50的位置。
66.参照图1,可以通过控制单元400控制上述激光单元100、光学单元200和平台300。
67.控制单元400可以调整由激光单元100生成的激光光束lb的脉冲的波长、能量和持续时间以匹配工件50的特性。
68.此外,控制单元400可以驱动扫描器221以移动入射在工件50上的贝塞尔光束bb。根据本发明的一个实施例,控制单元400可以驱动扫描器221以在加工表面bl上在至少两个轴线(x轴线和y轴线)方向上移动贝塞尔光束bb的聚焦线fl。例如,在扫描器221包括围绕设置在至少两个轴线方向上的旋转轴线枢转地旋转的多个反射镜时,控制单元400可以控制用于在预定的角度范围内旋转多个反射镜中的每一个的驱动装置(例如驱动马达)。由此,贝塞尔光束bb的聚焦线fl在加工表面bl上沿x轴线和y轴线移动,以便可以扫描预定的范围。
69.此外,控制单元400可以移动平台300,工件50固定到该平台。根据本发明的一个实施例,控制单元400可以驱动扫描器221并同时驱动平台300。例如,控制单元400可以在预定的角度范围内以高速旋转反射镜,以便连续地调整扫描器221的反射镜的角度,并且同时在至少两个轴线(x轴线和y轴线)方向上以低速驱动平台300。在此,平台300(与扫描器相比)
具有缓慢的响应并且以低速驱动并且可以具有宽加工区域,而扫描器221(与平台相比)具有快速的响应并且以高速驱动并且能够具有窄加工区域。因此,与通过仅移动平台300来加工工件的常规方法相比,本发明的一个实施例通过同时控制平台300和扫描器221来实现更精确的加工并节省加工时间。此外,通过同时同步和控制平台300和扫描器221,不管工件的尺寸如何都可以进行加工。
70.接下来,描述通过使用根据本发明的一个实施例的上述激光加工系统来加工工件的方法。
71.图5是示出了通过根据本发明的一个实施例的激光加工方法加工工件的过程的示图。图5示出了加工形状的过程,并示出了加工从左至右地进行。
72.参照图5,为了在工件50中加工最终的四边形加工路径pl,可以同时进行通过扫描器221的驱动的第一加工路径pl1和通过平台300的驱动的第二加工路径pl2。也就是说,当针对最终的四边形的加工路径pl仅移动平台300时,即使控制信号从控制单元400(参照图1)传输到平台300,由于响应和移动速度(加速度)的限制,在诸如最终的四边形加工路径pl的边缘的区域中,加工质量可能会变差。然而,根据本发明的一个实施例,控制单元400控制在宽加工区域中移动的平台300并同时控制在相对地窄加工区域内移动时具有响应性和快速移动速度(加速度)的扫描器221(例如围绕旋转轴线枢转和旋转的反射镜),从而可以加工具有改进质量同时减少加工时间的最终的加工路径pl。
73.例如,为了实现x轴线和y轴线的二维最终的加工路径pl,从控制单元400传输到平台300和扫描器221的电控制信号可以通过滤波器分成高频分量和低频分量。在此,高频分量可以是第一加工路径pl1的信号,该第一加工路径是高速移动路径,并且该高频分量可以传输到扫描器221。此外,低频分量可以是第二加工路径pl2的信号,该第二加工路径是低速移动路径,并且该低频分量可以传输到平台300。如上所述,根据本发明的一个实施例,由于控制单元400同时控制扫描器221和平台300,通过扫描器221的第一加工路径pl1和通过平台300的第二加工路径pl2可以组合以加工最终的加工路径pl。
74.同时,由于同时同步和控制扫描器221和平台300,因此可以在不限于扫描器221的视场(fov)的情况下进行加工。因此,根据本发明的一个实施例,通过同步和同时控制平台300和扫描器221,不管工件的尺寸如何都可以精确地加工工件。
75.如上所述,根据本发明的一个实施例,通过将激光光束lb调制成贝塞尔光束bb,可以精确地加工诸如玻璃基板的工件50。此时,可以通过扫描照射到工件50的贝塞尔光束bb并扩大照射区域来高速加工工件50。此外,通过同时控制贝塞尔光束bb和工件50的移动,可以加工精确的形状并且可以节省加工时间。
76.虽然已经结合目前认为是实际的实施例描述了本发明,但是应当理解的是,本发明不限于所公开的实施例。相反,本发明旨在涵盖包括在所附权利要求范围内的各种修改和等效布置。
77.附图标记说明
78.10
ꢀꢀ
激光加工系统
ꢀꢀꢀꢀꢀꢀꢀ
50
ꢀꢀ
工件
79.100 激光单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200 光学单元
80.210 第一光学单元
ꢀꢀꢀꢀꢀꢀꢀ
211 第一光学元件
81.212 第二光学元件
ꢀꢀꢀꢀꢀꢀꢀ
220 第二光学单元
82.221 扫描器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222 聚焦透镜
83.300 平台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400 控制单元
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1