钻头的制作方法
1.本发明涉及钻头领域。
背景技术:
2.高速钢钻头针对钢材钻孔进行了优化。cn107225273a公开了一种抗断裂高速钢直柄麻花钻。抗断裂高速钢直柄麻花钻包括钻杆、钻头、压力传感器、螺旋杆、压头、压杆、弹簧、凹槽、气压室、钢套;钻杆一端与钻头连接,另一端与螺旋杆连接。钻杆内设置有压力传感器;气压室设置于钻杆外;螺旋杆的表面套有钢套,螺旋杆的外侧开有凹槽。凹槽内壁底部与弹簧连接;弹簧顶部与压缩杆相连;压缩杆的顶部与压缩头连接。麻花钻卡住时,压力传感器检测到作用在钻头上的扭力,当扭力超过极限值时,压缩头被气压室压缩,弹簧被压缩,螺旋杆可以在机器的驱动下转动,防止钻头因过大的力而断裂。钢套可以保护螺旋杆不受高速摩擦损坏,延长麻花钻的使用寿命。
3.这些类型的钻头的一个缺点是它们磨损很快,特别是当纵向力迫使钻头快速进入钢中时磨损很快。
技术实现要素:
4.本发明的一个目的是减轻如上所述的缺点。
5.根据本发明的第一方面,一种用于在硬质材料中钻孔的钻头,包括具有旋转轴线的钻头头部,其中,所述钻头头部包括:与所述旋转轴线对正的中心点;主切削刃从中心点径向延伸,其中每个主切削刃偏离径向线。
6.钻头通常用于在物体或工件上钻孔。当开始在物体上钻孔时,钻头的中心点被布置到物体的特定或选定位置。中心点通常是钻头的顶点、最突出的部分或最延伸的部分,因此通常首先在特定或选定位置接触物体。此后,当钻头被推入物体时,中心点在物体上钻出定心孔。与整个钻头的直径相比,该定心孔的直径通常较小。中心点在开启定心孔之后紧贴在定心孔中。
7.之后,中心点开启定心孔并达到特定深度,当钻头进一步推入物体时,主切削刃将与物体接触。主切削刃去除材料的主体以形成孔。孔的直径通常紧贴钻头;因此,钻头的直径基本上等于孔的直径。在去除材料的主体期间,主切削刃可能会受到侧向力或离心力,导致钻头移动、加速或侧向猛拉。紧密配合在定心孔中的中心点通过推向定心孔来抵抗这些力,具有使钻头作为整体保持在特定或选定位置的技术效果。这种效应在主切削刃的第一次接触期间尤其存在。
8.钻孔时的钻头通常具有特定的角速度。旋转轴线是钻头旋转所围绕的轴线。钻头的一部分距旋转轴线的距离定义为钻头这一部分的半径。钻头的一部分的切向速度取决于该部分的半径乘以钻头的转数。因此,钻头的一部分的切向速度随着该部分半径的增加而线性增加。或者,钻头的外部分具有最高的切向速度,而与旋转轴线对正的钻头部分具有最低的切向速度。
9.发明人的见解是,主切削刃的外部分的高切向速度导致主切削刃的这部分的磨损增加。发明人的进一步见解是,相应主切削刃的外部分在绕行时必须行进最长的路径,因此沿该路径切除大部分材料,导致这部分主切削刃的磨损增加。发明人的更进一步的见解是,主切削刃的外部分的磨损可以通过主切削刃中的每一个偏离和/或弯曲远离径向线来减少。径向线定义为从旋转轴线开始的假想直线,其中线的方向垂直于旋转轴线。由于主切削刃偏离和/或弯曲远离或不垂直于高切向速度或与切向速度成一定角度,因此主切削刃可以切穿或切入而不是钝地挖入待切掉的材料中。因此,每个主切削刃偏离和/或弯曲远离径向线的特征具有延长钻头头部寿命并因此延长钻头寿命的技术效果。
10.主切削刃的外部分在旋转时会切掉材料。主切削刃的外部分的定向在其偏离和/或弯曲远离时不垂直于主切削刃的相同外部分的切向速度。发明人的见解是,这种不垂直会导致钻头的不稳定性,特别是在主切削刃与材料体的第一次接触期间。中心点增加了稳定性、特别是在第一次接触时。因此,中心点和主切削刃不垂直于切向速度的特征的组合具有提供稳定的钻头头部的技术效果,从而提供稳定的钻头并延长使用寿命。
11.在钻头的一个实施例中,主切削刃之一的偏离限定为存在与主切削刃的一点相切的切线,所述切线与穿过所述点的径向线的夹角不为零。换句话说,这有利地定义了偏离的特征。
12.在钻头的一个实施例中,每个主切削刃包括至少一个偏离和/或弯曲远离径向线的区段。优选地,至少一个偏离和/或弯曲远离的区段布置在中心点远端或远离中心点。偏离和/或弯曲远离的区段可以包括主切削刃的直段和/或主切削刃的连续弯曲段,只要主切削刃的形状在功能上成形为在使用期间具有所公开的技术效果。
13.主切削刃的形状可以在功能切削平面中考虑,该切削平面基本上是垂直于旋转轴线的平面,或者可以功能地投影在垂直于旋转轴线的投影平面上,例如如图1所示,用于从功能上理解所公开的技术效果。通常,偏离和/或弯曲远离的主切削刃在切削平面和/或投影平面内这样做,以显示在使用期间所公开的技术效果。
14.在钻头的一个实施例中,每个主切削刃包括凸刃区段。凸刃区段通常基本上布置在垂直于钻头的旋转轴线的切削平面中。凸刃被定义为与旋转方向相反地偏离和/或弯曲远离的边缘,通常在切削平面中观察到其的半径增加。
15.凸刃区段导致区段的径向更靠近中心点的部分比区段的径向更远离中心点的部分更早地与待切削材料接触。这具有在刚切掉且松散的材料上产生向外的力的效果,迫使这种松散材料向外到例如排屑槽,以从钻头头部运走。因此,该凸刃区段具有改善松散材料输送的技术效果。此外,改进的运输使松散的材料与主切削刃、特别是凸刃区段的接触更少,减少了主切削刃、特别是凸刃区段的磨损,从而进一步提高了钻头头部的使用寿命。
16.在钻头的一个实施例中,钻头头部具有钻头头部圆周,并且其中每个凸刃区段的远端终止于钻头头部圆周。这样的效果是,待切削的材料在要钻的孔的整个直径上面对一个切削刃。由于切削刃在切削或切入时提供低摩擦力,因此该特征具有减少摩擦的技术效果,从而减少磨损,进而进一步延长钻头头部的使用寿命。
17.在钻头的一个实施例中,钻头具有钻头圆周,并且包括布置在钻头圆周上并螺旋远离钻头的至少两个引导台。通常,引导台之间的空间形成排屑槽用于将去除或切削的材料从钻头上运走。特别地,排屑槽的至少一个边缘由第一引导台的边缘形成,优选地,排屑
槽的两个相对边缘由引导台的相应边缘形成。引导台在钻头的圆柱形圆周上提供表面,该表面在钻头旋转时与钻孔的侧面接触。引导台通常不会切掉材料,而是为钻头提供更多的滑动表面。因此,引导台通常不会增加钻孔的直径。引导台具有在材料中钻孔的同时稳定钻头和/或钻头的旋转轴线的技术效果。稳定性使钻头在钻孔中以较小的摩擦力旋转,从而进一步延长了钻头头部的使用寿命。
18.在钻头的一个实施例中,至少两个引导台开始于钻头头部圆周。由于引导台从钻头头部圆周开始,这具有在钻孔仍然很浅时就稳定钻头的技术效果。在浅钻孔时就稳定钻头具有进一步延长钻头寿命的技术效果。
19.在钻头的一个实施例中,相应的至少两个引导台的端部与凸刃区段之一的相应远端相邻。因此,主切削刃在引导台的开始处结束。通常,主切削刃和引导台以净角接合。主切削刃通常基本上在垂直于旋转轴线的切削平面中。引导台通常沿着从钻头头部到钻头基部的钻头圆周表面围绕旋转轴线螺旋。净角通常基本上是直角。
20.当主切削刃偏离和/或弯曲远离径向线时,通常提供凸刃区段,导致不稳定的径向力通常在主切削刃延伸的方向上。在径向力通常最高或占主导地位的位置处具有引导台提供了抵抗这些径向力的改进技术效果并因此导致钻头的改进的稳定性。改进的稳定性导致更少的摩擦,从而延长了钻头头部的使用寿命。
21.在钻头的一个实施例中,每个主切削刃包括凹刃区段。凹刃区段是弯曲远离径向线的主切削刃的另一个实施例。凹刃区段使得区段的径向更靠近中心点的部分比区段的径向更远离中心点的部分更晚地与待切削的材料接触。这样做的效果是,离中心点更远的部分会积极切入材料。此外,离中心点更远的部分首先会深入到待切削的材料中。随着离中心点更远的部分首先钻入材料中,该部分相对于待切削的材料变得稳定,可以看作是一种移动的锚。移动锚具有为钻头头部提供稳定性的技术效果。改进的稳定性导致更少的摩擦,从而延长了钻头头部的使用寿命。
22.在钻头的一个实施例中,凹刃区段相对于凸刃区段布置在近侧。因此,与凸刃区段相比,凹刃区段布置为径向更靠近旋转轴线。根据本实施例的凹刃区段和凸刃区段的设置具有将凸刃区段磨损的减少与凹刃区段的稳定性的提高积极结合的技术效果。
23.在钻头的一个实施例中,凹刃区段和凸刃区段邻接。在该实施例中,凹刃区段和凸刃区段有利地形成从中心点延伸到圆周的连续主切削刃。优选地,圆周处的主切削刃邻接引导台。凹刃区段与凸刃区段相邻的特点,减少了钻头头部在待切削材料中的摩擦。减少的摩擦导致更少的磨损,从而进一步延长了钻头头部的使用寿命。
24.在钻头的一个实施例中,每个凹刃区段的近端终止于中心点。通常,中心点包括中心点切削刃。优选地,相应的中心点切削刃邻接相应的主切削刃、更特别地邻接凹刃区段的端部。
25.每个凹刃区段的近端终止于中心点的特征有利地提供了从中心点的中心、例如顶点到钻头的圆周的连续切削刃。这减少了钻头在待切削材料中的摩擦。减少的摩擦导致更少的磨损,从而进一步延长了钻头头部的使用寿命。
26.在钻头的一个实施例中,中心点从钻头头部突出,用于在使用中使钻头居中。如本文通篇所讨论的,从钻头头部突出或延伸的中心点,优选地提供通常与旋转轴线对正的顶点,在中心点与待切削的材料首次接触之后提供稳定点。改进的稳定性导致更少的摩擦,因
此导致更少的磨损,从而进一步延长了钻头头部的使用寿命。
27.在钻头的一个实施例中,硬质材料是金属。在钻头的一个实施例中,金属是硬金属、例如钢。在钻头的一个实施例中,钻头是高速钢(hss)钻头。钻头、特别是基本上位于大致垂直于旋转轴线的切削平面中的主切削刃的形状有利地很好地适合于切削金属、例如硬质材料。钻头的形状和/或材料可以归类为具有高速钢钻头所提供的所有优点的高速钢钻头。
28.在钻头的一个实施例中,主切削刃的数量为两个、三个或四个。通常,引导台的数量等于主切削刃的数量,或者引导台的数量是主切削刃数量的倍数、例如两倍。
29.在钻头的一个实施例中,钻头与为钻头的其它方面指定的实施例的任何特征相结合。
30.根据本发明的另一方面,一种用于在硬质材料中钻孔的钻头,包括具有旋转轴线的钻头头部,其中,所述钻头头部包括中心点,所述中心点包括与所述旋转轴线对正的顶点;中心点切削刃从顶点径向延伸和后退,其中,中心点切削刃中的第一个和中心点切削刃中的第二个具有不同的半径和/或它们至少部分以不同的比率后退。
31.钻头通常用于在物体或工件上钻孔。当开始在物体上钻孔时,钻头的中心点被布置到物体的特定或选定位置。中心点通常是钻头的顶点、最突出的部分或最延伸的部分,因此通常首先在特定或选定位置接触对象。此后,当钻头被推入物体时,中心点在物体上钻出定心孔。与整个钻头的直径相比,该定心孔的直径通常较小。开启定心孔后的中心点紧贴在定心孔中。
32.之后,中心点开启定心孔并达到特定深度,当钻头进一步推入物体时,主切削刃将与物体接触。主切削刃去除材料的主体以形成孔。孔的直径通常紧贴钻头;因此,钻头的直径基本上等于孔的直径。在去除材料的主体期间,主切削刃可能会受到侧向力或离心力,导致钻头移动、加速或侧向猛拉。紧密配合在定心孔中的中心点通过推向定心孔来抵抗这些力,具有使钻头作为整体保持在特定或选定位置的技术效果。这种效应在主切削刃的第一次接触期间尤其存在。
33.钻孔时的钻头通常具有特定的角速度。旋转轴线是钻头旋转所围绕的轴线。钻头的一部分距旋转轴线的距离定义为钻头这一部分的半径。钻头的一部分的切向速度取决于该部分的半径乘以钻头的转数。因此,钻头的一部分的切向速度随着该部分半径的增加而线性增加。或者,钻头的外部分具有最高的切向速度,而与旋转轴线对正的钻头部分具有最低的切向速度。
34.发明人的见解是,中心点由于其低角速度而引起摩擦,这通常是钻头头部钻入材料体时的大部分摩擦。发明人的进一步见解是,通过引入与中心点、特别是顶点的切向速度方向不对正的附加运动,可以减少中心点的摩擦并因此减少钻头头部的摩擦。
35.根据本发明的中心点具有中心点切削刃沿轴向从顶点径向地延伸和后退的特征。这些中心点切削刃切掉用于形成中心孔的材料。根据本发明的中心点可以包括中心点切削刃中的第一个和中心点切削刃中的第二个具有不同半径的进一步特征。由于半径不同,中心点切削刃沿轴向从顶点后退,在定心孔的特定深度,一个中心点切削刃仍然能够切削材料,而另一个中心点切削刃是由于该中心点切削刃已结束而无法切削材料。这种不对称会导致不稳定。这种不稳定性导致中心点的振动或运动,通常是小的振动或运动,从而导致钻
头头部的振动或运动。由于这种额外的小振动或运动与切向速度不对正和/或同步,因此它具有让顶点移动的效果、例如以振动或随机模式移动。当顶点四处移动时,中心点切削刃之一与曾经位于顶点前面的材料接触并将该材料切掉。这样的技术效果是,引入的振动或运动减少了中心点的摩擦,更具体地减小了顶点或顶点周围区域的摩擦,从而在钻孔时整体上减少了钻头头部的摩擦。这种减少的摩擦允许钻头在物体上钻孔时施加在钻头上的力或压力较小。此外,减少摩擦还具有延长钻头头部寿命进而延长钻头寿命的技术效果。
36.可替代地,中心点切削刃以至少一部分在轴向方向上从顶点以不同的比率后退。由于后退比率不同,在定心孔的特定深度处,一个后退比率较慢的中心点切削刃仍然能够切削材料,而另一个后退比率较快的中心点切削刃无法切削材料,因为材料已被另一个中心点切削刃切掉。这种不对称会导致不稳定。这种不稳定性导致中心点的振动或运动,通常是小的振动或运动,从而导致钻头头部的振动或运动。这种振动或运动导致钻头头部寿命延长的效果,进而导致如上所述的钻头寿命延长的效果。
37.在一个实施例中,不同半径的特征有利地与至少一部分以不同比率后退的特征相结合。这具有对振动或运动的优化控制的效果以及使得振动或运动可以由径向延伸没那么远的中心点切削刃来产生。
38.在钻头的一个实施例中,中心点切削刃成角度地均匀分布在顶点周围。如果中心点包括两个中心点切削刃,则中心点切削刃以径向角π围绕顶点布置。如果中心点包括三个中心点切削刃,则中心点切削刃以2/3π弧度的径向角布置在顶点周围。如果中心点包括四个中心点切削刃,则中心点切削刃以π/2弧度的径向角围绕顶点布置。角度分布可以从旋转轴线上不是顶点的点看到,优选地从钻头头部前方的旋转轴线上的点看到。角度均匀分布的中心点切削刃具有增加中心点、钻头头部和钻头稳定性的技术效果,因为除了要求保护的有利的不对称性,中心点切削刃还从钻孔中去除了相同量的材料。优点在于,顶点的振动或运动的幅度从而在减少顶点区域的摩擦和提供稳定的钻头之间得到平衡。
39.在钻头的一个实施例中,中心点切削刃偏离和/或弯曲远离径向线。中心点切削刃具有围绕旋转轴线的切向速度。该切向速度垂直于径向线从旋转轴线延伸的方向。如果中心点切削刃偏离和/或弯曲远离径向线,则切向速度不垂直于中心点切削刃。这允许中心点切削刃切入材料,而不是钝地挖入材料。中心点切削刃切入材料具有降低中心点切削刃摩擦力从而降低中心点与钻头整体摩擦的技术效果。
40.在一个优选实施例中,中心点切削刃以基本相同的方式偏离和/或弯曲远离。这引入了中心点的稳定性。优点在于,顶点的振动或运动的幅度从而在减少顶点区域的摩擦和提供稳定的钻头之间得到平衡。
41.在一个实施例中,只有一个中心点切削刃偏离和/或弯曲远离径向线。这引入了中心点的不稳定性,因此优选地,当中心点的第一部分已经很好地进入材料时,优选地引入这种不对称性。因此,中心点中引入的不稳定性优选地布置在距顶点或旋转轴线一定距离处。
42.在钻头的一个实施例中,中心点切削刃是凸形中心点切削刃。中心点切削刃的凸形形状在切入待去除的材料时向中心点切削刃提供稳定钻头头部的向心力。此外,中心点切削刃的凸形形状在切削待去除的材料时向刚刚切掉的材料提供离心力,使得材料以与上文所述主切削刃的凸刃区段的类似的方式从中心点所在的区域去除。这种改进的材料去除有利地减少了中心点的摩擦。
43.在钻头的一个实施例中,中心点切削刃以相同的比率从顶点后退。这种以相同的比率后退为中心点提供了稳定性。中心点的特征引入的不稳定性量可以通过在该实施例中至少具有相同的中心点切削刃的后退比率来平衡,从而允许技术人员平衡钻孔时由旋转中心点引入的振动或运动。
44.在钻头的一个实施例中,具有不同的后退比率的中心点切削刃中的第一个的部分与中心点切削刃中的第二个的部分被布置在远离顶点的位置。这有利地允许中心点首先切削具有足够浅深度的初始中心孔以向中心点提供稳定性,然后中心点的不对称部分与物体或材料接触以引入受控的不稳定性以减少中心点处的摩擦。这具有仅在中心点已经提供一些稳定性的时间点引入受控不稳定性的技术效果,因为这时其可以侧向推靠浅的初始中心孔。
45.在钻头的一个实施例中,钻头头部包括从中心点径向延伸的主切削刃。中心点通常通过在主切削刃切入材料之前制作定心孔来为钻头提供稳定性。该中心点通常包括钻头头部的最突出到材料或物体中的顶点。由于主切削刃通常会切掉待从孔中去除的大部分材料,因此主切削刃在切削时将在不同方向上承受最大的力。这些不同方向的力会导致不稳定。在其中心孔中旋转的中心点为钻头提供稳定性,因为它可以侧向推靠中心孔壁以提供侧向方向的稳定性。
46.从中心点径向延伸的主切削刃的优点在于,主切削刃基本上沿相同的线、例如以相同的径向线或从旋转轴线延伸的任何偏离和/或弯曲的形状切掉材料,使得有利地防止了切削刃在大致径向平面中的中断或台阶。包括主切削刃和中心点切削刃的切削刃中的中断或台阶可能导致不稳定,这被有利地防止。
47.在钻头的一个实施例中,优选地,每个主切削刃的近端终止于中心点切削刃的远端。该实施例进一步规定在切削刃中不存在中断或台阶。该实施例规定了主切削刃和中心点切削刃与它们的端部相邻布置。在优选实施例中,主切削刃近端与中心点切削刃远端相一致以形成连续切削刃。
48.主切削刃近端可以具有基本在切削平面中并且具有主近端方向的主近端切线。中心点切削刃远端可以具有基本在切削平面中并且具有中心远端方向的中心远端切线。连续切削刃可呈现不同的主近端方向和中心远端方向。例如,主近端方向和中心远端方向呈现阶跃或突变,而切削刃是连续的。这有利地允许主切削刃和中心点切削刃具有它们各自的形状以执行它们各自的功能,而不引发不稳定或过多的不稳定。
49.在钻头的一个实施例中,中心点包括布置在主切削刃之一的近端和中心点切削刃之一的远端之间的不对称切削刃;另一主切削刃的近端终止于另一中心点切削刃的远端。不对称切削刃有利地允许桥接在中心点切削刃之间引入的不对称性。不对称可以是中心点切削刃具有不同的半径和/或以不同的比率后退。该不对称切削刃有利地允许具有从顶点或旋转轴线延伸到钻头头部圆周的连续切削刃。
50.在钻头的一个实施例中,非对称切削刃沿与中心点切削刃之一的远端的方向不同的方向延伸。这可以有利地将不对称性引入中心点,以在操作中获得顶点的受控不稳定性、振动或运动。
51.在钻头的一个实施例中,硬质材料是金属。在钻头的一个实施例中,金属是硬金属、例如钢。在钻头的一个实施例中,钻头是高速钢(hss)钻头。钻头、特别是主切削刃的形
状基本上在垂直于旋转轴线的切削平面内,有利地非常适合切削金属、例如硬质材料。钻头的形状可以归类为高速钢钻头,其具有高速钢钻头提供的所有优点。在钻头的一个实施例中,中心点切削刃的数量是两个、三个或四个。
52.在钻头的一个实施例中,中心点切削刃的数量为两个,并且两个中心点切削刃形成以顶点为旋转对称点的s形。该实施例有利地结合了在其它实施例中指定的若干特征,以用于平衡由于不稳定性、振动或运动而导致的中心点的摩擦的减少和中心点由于其能够通过中心点侧向推靠中心孔的壁而抵抗具有基本上在切削平面中定向的任何随机力所提供的稳定性。
53.在钻头的一个实施例中,钻头与为钻头的其它方面、特别是钻头指定的实施例的任何特征相结合。
附图说明
54.参考以下描述中通过示例描述的实施例并参考附图,本发明将变得清楚易懂,其中:
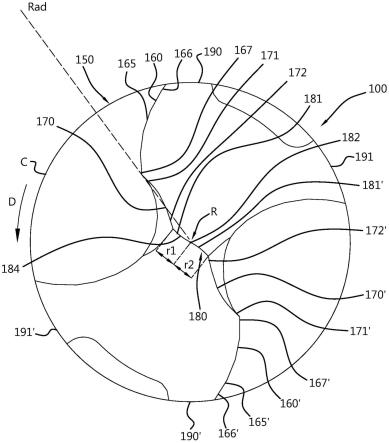
55.图1示意性地示出了钻头头部的俯视图;
56.图2示意性地示出了钻头头部的侧视图;
57.图3示意性地示出了钻头的透视侧视图;
58.图4示意性地示出了第二钻头头部的俯视图。
59.这些附图纯粹是图解并且没有按比例绘制。在附图中,对应于已经描述的元件的元件可以具有相同的附图标记。
60.附图标记列表
61.100钻头
62.110柄部
63.150钻头头部
64.160、160'主切削刃
65.165、165'凸刃区段
66.166、166'凸刃区段的远端
67.167、167'凸刃区段的近端
68.170、170'凹刃区段
69.171、171'凹刃区段的远端
70.172、172'凹刃区段的近端
71.180中心点
72.181、181'中心点切削刃
73.182顶点
74.183非对称切削刃
75.184脊
76.190、190'引导台
77.191、191'引导台
78.192、192'排屑槽
79.r1中心点切削刃的第一半径
80.r2中心点切削刃的第二半径
81.c钻头头部圆周
82.d旋转方向
83.r旋转轴线
84.rad径向线
具体实施方式
85.图1示意性地示出了钻头100的钻头头部150的俯视图。钻头围绕旋转轴线r旋转。钻头在方向d上围绕该旋转轴线旋转。该图的视点位于旋转轴线上,其使作为一条线的旋转轴线被描绘为钻头中心的一个点。为了将稳定性引入钻头头部以及整个钻头,旋转中心或旋转轴线与钻头的中心线或延长轴线对正或至少大致对正。旋转轴线还可进一步限定径向线rad。径向线rad可以是从旋转轴线开始并从旋转轴线垂直延伸的线。径向线可以定义为从旋转轴线径向延伸的线。通常,径向线是从旋转轴线开始到达钻头头部圆周的最短路径。旋转轴线还可进一步限定径向平面。径向平面可以定义为垂直于旋转轴线的平面。
86.钻头包括主切削刃160、160'。主切削刃具有将材料的主要部分从待钻孔的物体上切除的功能。钻头头部具有圆周c,其通常或基本上是圆形的。主切削刃通常延伸到钻头头部圆周。主切削刃通常基本上布置在径向平面中,从而限定了切削平面或主切削平面,主切削平面是在特定点处与旋转轴线相交的径向平面。这个特定的点可以通过虚拟地向旋转轴线延伸主切削刃来找到。
87.钻头头部包括中心点180。中心点通常从钻头头部突出。因此,中心点朝向图1的视点突出。中心点在功能上是在待在其中钻孔的物体或材料中切削出中心孔。中心点的功能是它应该抵抗任何具有基本上在径向平面中取向的力。当从钻孔中切削、切入和/或去除大部分材料时,这些力通常由主切削刃引入。这些力可能由待去除材料中的缺陷、颗粒、脉络引入。这些力被中心点从侧面推靠中心孔来抵消,从而保持钻头头部以及钻头在径向平面中稳定。其技术效果是中心点使主切削刃平滑地进入要被主切削刃切掉的材料中。此外,其技术效果是中心点促进具有较少偏差或侧向缺陷的更直的钻孔并且可以防止曲折的钻孔。由前文可以推断,中心点通常从钻头突出以实现其功能。
88.中心点可以包括顶点182。顶点是中心点最突出的部分或点。顶点通常朝向图1中的视点突出。顶点通常与旋转轴线基本对正。顶点通常也基本上与钻头的中心线对正。顶点的这种对正通常增强了钻头头部的稳定性,进而提高了整个钻头的稳定性。钻头头部的稳定性可以定义为相对于要在其中钻孔和/或在钻孔时钻孔的物体或材料,钻头的移动量和/或作用在钻头上的力。
89.主切削刃通常从中心点径向向外布置。主切削刃可以布置成与中心点相邻。钻头可以包括若干主切削刃、例如三个、四个或如图1所示的两个。主切削刃通常径向均匀分布以最小化由切削主切削刃产生的径向力。
90.主切削刃160、160'中的每一个可以包括凸刃区段165、165'。凸刃区段在径向平面中随着半径的增加偏离和/或弯曲远离径向线。凸刃区段在与旋转方向d相反的方向或远离待切削材料的方向弯曲偏离和/或弯曲远离。
91.钻头头部在旋转时向主切削刃提供切向速度。切向速度随着半径的增加而线性增加。因此,主切削刃的外侧或径向最延伸部分将经历最高的切向速度。此外,主切削刃的外侧或径向最延伸部分将切掉最多的材料,因为它在四处走动时行进的距离最长。这两个原因可能导致与布置在主切削刃内部或径向延伸较少的主切削刃部分相比,主切削刃的外部分磨损或径向延伸更多的部分磨损增加。与磨损较少的部分相比,主切削刃磨损较多的部分会更快变钝。钝的切削刃会在钻孔时增加摩擦力。此外,增加的摩擦将进一步增加钝切削刃部分的磨损,进一步恶化主切削刃部分的摩擦。
92.主切削刃160、160'可以包括凸刃区段165、165'。具有凸形的刃区段将刃区段布置在与切向速度不垂直的角度下。这有利地允许凸刃区段切穿待去除的材料,而不是直接钝地切入待去除的材料。凸刃区段的切削运动减少了凸刃区段的磨损量。凸刃区段的另一个效果是,与沿径向延伸相比,在距旋转轴线相同的径向距离处结束时,刃区段可以更长。较长的刃区段意味着有更多的刃长度可用于切除钻头头部周边附近的材料。因此,靠近钻头头部圆周的主切削刃的磨损更加分散,从而减少了凸刃区段的磨损。这种效果也可以在具有布置在钻头头部圆周附近的凹刃区段的实施例中实现。因此,钻头头部的寿命可以通过从中心点对称地径向延伸的主切削刃来延长,其中每个主切削刃偏离和/或弯曲远离径向线。
93.主切削刃靠近钻头头部圆周的部分优选为凸形。该材料可能包含缺陷或其它不规则性、例如颗粒。凸形允许从这些缺陷中经历的力通常有利地转化为向心力。此外,凸形形状有利地在刚切掉的材料上产生向外的力或离心力。向心力和离心力或具有在诸如切削平面的径向平面中的方向的任何其它力可以通过紧贴地配合在中心孔中的中心点来抵消。因此,中心点有利地稳定或抵消了由主切削刃的弯曲远离所引起的不稳定性。
94.钻头可以包括引导台190、190'、191、191'。钻头可以看作是圆柱体。钻头头部设置在圆柱体的一端。柄部布置在圆柱体的另一端。钻头头部是钻头在钻孔时首先接触物体或材料的部分。柄部通常具有用于装配到钻机中的配件。引导台沿圆柱体表面排列,从钻头头部到柄部呈螺旋形。排屑槽布置在引导台之间,用于将切削材料从钻头头部向柄部输送并由此输送出钻孔。排屑槽每一侧上的壁的上边缘可以由来自引导台的边缘形成。当钻头在钻孔内足够远以使引导台能够推到钻孔的侧面时,引导台可以稳定钻头。
95.凸刃区段165、165'可以包括远端166、166'。主切削刃的凸刃区段通常终止于钻头圆周。优选地,凸刃区段终止于引导台。更优选地,凸刃区段终止于引导台190、190'的边缘。由于引导台的边缘通常也是排屑槽的上壁,因此刚切掉的材料有利地直接插入由排屑槽和钻孔的侧面形成的通道中,以便从钻头运输离开。
96.这改善了刚刚切掉的材料的运输。因此,被切掉的材料不太可能与主切削刃接触额外的时间,从而减少了主切削刃的磨损。此外,刚刚切掉的材料的压力减小了,进一步减少了切掉的材料的变化,进而减小了与主切削刃接触额外的时间。因此,这具有减少磨损的技术效果,从而提高主切削刃、钻头头部和钻头的寿命。
97.主切削刃可包括凹刃区段170、170'。通常,如果还存在凸刃区段,则凹刃区段被布置成与凸刃区段相比径向更靠近旋转轴线和/或顶点。即,凹刃区段配置在凸刃区段的近侧。
98.凸刃区段可以具有相对于旋转轴线r较近的近端167、167'。凹刃区段可以具有相
对于旋转轴线r较远的远端171、171'。凸刃区段的近端可以与凹刃区段的远端相邻或邻接,以形成连续的主切削刃。
99.中心点180可以包括中心点切削刃181、181'。中心点切削刃通常从顶点182延伸。中心点切削刃通常开始在径向平面内相对地从顶点延伸,该径向平面可以被归类为中心点切削平面。此后,在特定半径的中心点切削刃后退以形成尖锐的脊184,其中顶点位于脊的中间,如图2所示。这种典型的在脊末端的尖锐后退在钻孔时导致中心孔,该中心孔有相对陡峭的侧壁。这个陡峭的侧壁允许布置在中心孔中的中心点通过中心点推靠中心孔的侧壁来抵抗径向平面中由钻孔引起并导致钻头的不稳定的任何力。由于中心孔的陡峭侧壁,这些力甚至可能与径向平面形成小的角度。
100.顶点通常与钻头的旋转轴线对正。作为脊184的一部分的第一中心点切削刃181从顶点延伸第一半径r1。此外,作为脊184的一部分的第二中心点切削刃181'从顶点延伸第二半径r2。图1中的第一和第二半径不同。与顶点和/或旋转轴的这种半径差异会在钻孔过程中导致轻微的不稳定性,这种不稳定性会降低中心点遇到的摩擦力。
101.凹刃区段可以包括近端172、172'。凹刃区段的近端通常终止于中心点180。中心点可包括中心点切削刃181、181'。中心点切削刃可以邻近或邻接凹刃区段的近端,用于与主切削刃形成连续的切削刃。因此,中心点切削刃和主切削刃有利地形成连续切削刃,用于允许从顶点开始直到钻头圆周来切掉材料。
102.由于图1的实施例中的中心点切削刃的半径不同,其中一个中心点切削刃可以通过不对称切削刃183延伸,如图2和图4所示。不对称切削刃将中心点切削刃与主切削刃的近端连接以有利地形成连续切削刃。
103.图2示意性地示出了钻头头部150的侧视图。钻头包括主切削刃160、160'和中心点180。主切削刃从中心点延伸并且随着半径的增加略微后退。后退可以在高达π/4弧度范围内的角度下、优选地小于π/5弧度、更优选地小于π/6弧度。后退的主切削刃仍可被认为基本上布置在径向平面中、例如主切削平面中。
104.钻头头部可以包括引导台190、191、19,用于提供使钻头推靠钻孔侧壁以产生稳定性的装置。此外,在引导台之间形成排屑槽192、192',用于将去除的材料从钻头头部输送到钻头的柄部。
105.主切削刃的轻微后退具有改进刚刚切掉的材料向圆周方向的输送的技术效果,以增强刚刚切掉的材料远离钻头的中心点和/或中心并朝向钻头外侧和/或排屑槽的输送。增强的运输减少了钻头头部在钻孔时的摩擦。
106.中心点180可以包括中心点切削刃181、181'。中心点的中部由顶点182形成。中心点切削刃从顶点和/或旋转轴线相对水平地延伸特定半径,然后开始急剧后退,从而形成脊184。由于脊可以在不同方向径向不同地延伸,并且优选与主切削刃形成连续刃,提供脊的一部分的径向延伸较少的中心点切削刃181'可以通过不对称切削刃183延伸以填充朝向主切削刃的端部间隙,以有利地形成连续切削刃。
107.图3示意性地示出了钻头100的透视侧视图。钻头包括钻头头部150并且可以包括柄部110。钻头头部和柄部布置在钻头的相反端部上。柄部成形为可以被钻机的夹持装置夹持。柄部的形状通常使得钻头可以容易地在钻机中更换。钻头通常围绕旋转轴线r旋转。钻头可以在旋转方向d上围绕旋转轴线旋转。
108.图4示意性地示出了第二钻头头部150的俯视图。图4示出了与图1相同的特征。该图还示出了中心点切削刃的端部的较大差异,因此不对称切削刃183更清楚地示出在图4中。
109.根据本发明,钻头的直径可以在2mm到100mm、优选地4mm到80mm、更优选地6mm到60mm、甚至更优选地8mm到40mmmm、最优选为10mm至20mm的范围内。
110.根据本发明,中心点的直径可以是钻头直径的分数,该分数可以在0.5至0.01、优选地0.4至0.04、更优选地0.3至0.06、甚至更优选地0.2至0.08、最优选在0.1左右的范围内。
111.根据本发明,中心点切削刃可以是不对称的。不对称可以特别是在距顶点和/或旋转轴线的某个径向距离处的不同的后退比率。后退比率的差异可以表示为从顶点和/或旋转轴线以不同半径延伸的脊。脊中的不对称性可以表示为脊到顶点和/或旋转轴线不同的半径。半径差可以在2mm至0.005mm、优选1mm至0.01mm、更优选1mm至0.05mm的范围内。不对称也可以通过从顶点和/或旋转轴线延伸到不同的半径来实现。半径差可以在2mm至0.005mm、优选1mm至0.01mm、更优选1mm至0.05mm的范围内。不对称的间隙可以由不对称切削刃填充或桥接。
112.根据本发明,与中心点的不对称在钻孔期间引起移动或振动或运动。振动、运动或移动的幅度通常是中心点直径的一小部分。该分数可以在0.5至0.01、优选0.4至0.02、更优选0.3至0.03、甚至更优选0.2至0.04的范围内、最优选约0.05。
113.硬质材料的例子是金属、优选某些金属、例如铁和铜以及含有金属的合金、例如钢、青铜和黄铜。
114.根据本发明,中心点从钻头头部突出。中心点的突出长度、更具体地是顶点可以表示为相对于中心点直径的比率。该比率可以在0.7至0.05、优选0.6至0.1、更优选0.5至0.15、甚至更优选0.4至0.2的范围内、最优选约0.3。
115.在前述说明书中,已经参考本发明实施例的具体示例描述了本发明。然而,显然可以在其中做出各种修改和改变而不背离如所附权利要求中阐述的本发明的范围。例如,这些形状可以是适合实现所需效果的任何类型的形状。功能上形成独立装置的装置可以集成在单个物理装置中。
116.然而,其它修改、变化和替代也是可能的。因此,说明书和附图被认为是说明性的而不是限制性的。
117.在权利要求中,放置在括号之间的任何参考符号不应被解释为限制权利要求。“包括”或“具有”一词不排除权利要求中列出的其它元素或步骤的存在。此外,如本文所用的术语“一个”或“一”被定义为一个或多于一个。此外,在权利要求中使用诸如“至少一个”和“一个或多个”这样的介绍性短语不应被解释为暗示通过不定冠词“一”或“一个”引入另一个权利要求元素会限制任何特定的包含此类引入的权利要求要素的权利要求适用于仅包含一个此类要素的发明,即使同一权利要求包括介绍性短语“一个或多个”或“至少一个”和不定冠词、例如“一”或“一个”。定冠词的使用也是如此。除非另有说明,否则“第一”和“第二”等术语用于任意区分这些术语所描述的元素。因此,这些术语不一定旨在指示这些元素的时间或其它优先级。在相互不同的权利要求中列举了一些措施这一事实并不表明不能有利地使用这些措施的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1