电渣焊用焊剂和电渣焊方法与流程
1.本发明涉及用于对抗拉强度为680mpa以上,特别是对780mpa以上的钢材进行电渣焊的焊剂,涉及无论高拉力钢、9%ni钢和铬钢等钢种,都能够统统应用的电渣焊用焊剂。
背景技术:
2.在建筑钢筋的领域,近年来,对于确保结构物形状的大型化、复杂化、大空间等的各种要求高涨,箱形柱所承受的载荷变得越来越大。箱形柱是将焊接接合成方钢管形状的面板与分隔其内部空间的多片隔板,例如,通过电渣焊进行接合而制造的结构物,为了满足对于高载荷的要求,一般使用高拉力钢板。
3.但是,电渣焊由于焊接线能量过大的特性,导致焊接金属的冷却速度慢,容易发生焊接金属的强度降低,因此难以获得所应用的高拉力钢相适合的焊接金属的力学性能。另外,这样的力学性能的降低,不仅对于高拉力钢板,而且对于抗拉强度为680mpa以上的其他钢种,例如9%ni钢板等也会发生,特别是若抗拉强度为780mpa以上,则力学性能的降低显著。
4.为了解决上述的课题,在专利文献1中公开有一种高拉力钢用的电渣焊用药芯焊丝,其特征在于,是涉及用于780mpa级钢的电渣焊的焊丝,以相对于焊丝总质量的质量%计,含有c:0.10~0.20%、si:0.2~1.0%、mn:1.3~2.5%、cu:0.1~0.5%、ni:1.5~2.5%、cr:0.3~0.7%、mo:0.3~0.7%、ti:0.15~0.25%,并含有al:0.05%以下,f换算值的合计:0.01~0.1%,sio2换算值的合计:0.01~0.2%,na2o换算值和k2o换算值的合计:0.02~0.1%。根据上述专利文献1,能够得到没有焊接缺陷,具有稳定力学性能的焊接金属。
5.另外,在以9%ni钢为对象的专利文献2中公开有一种电渣焊用焊丝、焊剂和焊接接头,其特征在于,以质量%计,含有c:高于0%并在0.07%以下、si:高于0%并在0.50%以下、mn:高于0%并在1.0%以下、ni:6.0~15.0%、fe:79%以上,且满足式:“0.150≤c+si/30+mn/20+ni/60≤0.300”。根据上述专利文献2,能够实现线能量为10kj/mm以上的高效率,并得到具有强度和极低温特性等力学特性优异的焊接金属的焊接接头。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2017-170500号公报
9.专利文献2:日本特开2018-43288号公报
技术实现要素:
10.发明所要解决的问题
11.如前述,专利文献1和专利文献2解决了对于高抗拉强度的钢板进行电渣焊时,与焊接金属的力学性能相关的课题。但是,在使用高抗拉强度的钢板的电渣焊中,课题不仅是力学性能。高抗拉强度的钢板(以下,也称为母材)或焊接材料(以下,也称为焊丝),为了提
高强度而包含各种特有的元素,例如c、mo、ni、cr等。还有,这些元素的含量,随抗拉强度越高而越多。
12.另外,电渣焊是电熔焊法的一种,是利用焊接开始之后即在焊丝与母材间发生的电弧热熔化焊剂,从而使熔融渣生成的焊接方法。而后,若恰当深度的熔融渣层(以下,也称为渣池)形成,则电弧消失,借助渣池的电阻加热,焊丝和母材熔融,从而能够接合。
13.在此,若母材或焊丝中存在种种用于使抗拉强度提高的元素,则这些元素与渣池反应,致使渣池的组成发生变化,由此渣池的粘性和电导率这样的物性随之变化。若该渣池的物性改变,则由于焊接时电弧发生,除了焊接不稳定以外,还会发生咬边等焊接缺陷的发生、熔渣的剥离性和咬粘等与外观相关的课题。
14.上述专利文献1和专利文献2,为了确保焊接金属的力学性能而调整焊丝和焊剂的组成,但并没有对于因熔渣引起的外观等课题予以考虑。另外,原本优选根据作为焊接对象的母材或焊丝的钢种,使用适合的焊剂,但是,因为母材和焊丝种类多,合金元素的组合复杂多样,所以使用适合各母材或焊丝的焊剂并不现实。因此,需要一种不论含有各种合金元素的钢板或焊丝的种类,都能够通用的焊剂。关于这样的焊剂,上述专利文献1和专利文献2中没有考虑。
15.本发明鉴于上述状况而提出,其目的在于,提供一种电渣焊用焊剂和电渣焊方法,即使焊丝或母材具有各种合金元素,焊接仍然稳定,焊接操作性也优异,并且能够得到例如即使具有680mpa以上,特别是大量含有合金元素并具有780mpa以上的高抗拉强度时,熔渣剥离性也良好,咬边和咬粘等不会发生的具有优异外观的焊接金属。
16.解决问题的手段
17.本发明人等为了解决上述课题而反复锐意研究的结果发现,在焊剂中,作为氟化物含有caf2,作为碱性氧化物含有cao,作为酸性氧化物含有sio2,这在用于维持渣池的物性上有效。即,通过恰当规定焊剂中的上述化合物的含量,能够得到具有恰当电导率和粘度的渣池,并且,即使有其他成分从焊丝或母材进入时,也能够维持渣池的物性。本发明基于这样的发现而提出。
18.本发明的上述目的,由电渣焊用焊剂的下述[1]的构成达成。
[0019]
[1]一种电渣焊用焊剂,其特征在于,是用于电渣焊的电渣焊用焊剂,含有碱性氧化物、两性氧化物、酸性氧化物和氟化物,
[0020]
所述碱性氧化物,相对于焊剂总质量,含有cao:5.1质量%以上且30.0质量%以下,所述cao相对于所述碱性氧化物总质量为30质量%以上,
[0021]
所述酸性氧化物,相对于焊剂总质量,含有sio2:17质量%以下,所述sio2相对于所述酸性氧化物总质量为80质量%以上,
[0022]
所述氟化物,相对于焊剂总质量,含有caf2:35质量%以上且73质量%以下,所述caf2相对于所述氟化物总质量为80质量%以上,并且,
[0023]
以相对于焊剂总质量的质量%计,设所述cao的含量为[cao],所述sio2的含量为[sio2],所述caf2的含量为[caf2]时,由下式(1)计算的值为5以上且56以下。
[0024]
(2
×
[caf2]+[cao])/[sio2]
…
(1)
[0025]
电渣焊用焊剂的本发明优选的实施方式,涉及下述[2]~[7]。
[0026]
[2]根据[1]所述的电渣焊用焊剂,其特征在于,相对于焊剂总质量,含有:
[0027]
所述碱性氧化物:10质量%以上且40质量%以下、
[0028]
所述两性氧化物:5质量%以上且35质量%以下、
[0029]
所述酸性氧化物:17质量%以下,
[0030]
包含所述碱性氧化物、所述两性氧化物和所述酸性氧化物的全部氧化物的合计量为28质量%以上且60质量%以下,并且,
[0031]
以相对于焊剂总质量的质量%计,设所述氟化物的合计量为[fld],所述全部氧化物的合计量为[ox]时,
[0032]
由下式(2)计算的值为0.5以上且2.7以下。
[0033]
[fld]/[ox]
…
(2)
[0034]
[3]根据[1]或[2]所述的电渣焊用焊剂,其特征在于,所述碱性氧化物,相对于焊剂总质量,含有从如下之中选择的至少一种:
[0035]
bao:11质量%以下、
[0036]
feo:5质量%以下、
[0037]
mgo:5质量%以下、
[0038]
mno和mno2的任意一方或两方合计的含量(mno换算值):5质量%以下、
[0039]
k2o:5质量%以下、
[0040]
na2o:5质量%以下、和
[0041]
li2o:5质量%以下,
[0042]
所述两性氧化物,相对于焊剂总质量,含有从如下之中选择的至少一种:
[0043]
al2o3:35质量%以下、
[0044]
zro2:5质量%以下、和
[0045]
tio2:5质量%以下。
[0046]
[4]根据[3]所述的电渣焊用焊剂,其特征在于,以相对于焊剂总质量的质量%计,设所述cao的含量为[cao],所述bao的含量为[bao],所述caf2的含量为[caf2],所述al2o3的含量为[al2o3]时,
[0047]
由下式(3)计算的值为0.35以下。
[0048]
([cao]+[bao])/([caf2]+[al2o3])
…
(3)
[0049]
[5]根据[3]或[4]所述的电渣焊用焊剂,其特征在于,以相对于焊剂总质量的质量%计,设所述cao的含量为[cao],所述bao的含量为[bao],所述caf2的含量为[caf2],所述al2o3的含量为[al2o3]时,
[0050]
由下式(4)计算的值为0.38以上。
[0051]
([cao]+[al2o3]+[bao])/[caf2]
…
(4)
[0052]
[6]根据[1]~[5]中任一项所述的电渣焊用焊剂,其特征在于,所述酸性氧化物,相对于焊剂总质量,含有从如下之中选择的至少一种:
[0053]
moo3:5质量%以下、
[0054]v2
o5:5质量%以下、和
[0055]
p2o5:5质量%以下。
[0056]
[7]根据[1]~[6]中任一项所述的电渣焊用焊剂,其特征在于,所述两性氧化物,相对于焊剂总质量,含有b2o3:2质量%以下(包括0质量%)。
[0057]
另外,本发明的上述目的,由电渣焊方法的下述[8]的构成达成。
[0058]
[8]一种电渣焊方法,其特征在于,使用焊丝,和上述[1]~[7]中任一项所述的电渣焊用焊剂进行焊接。
[0059]
发明效果
[0060]
根据本发明,能够提供一种电渣焊用焊剂和电渣焊方法,即使焊丝或母材具有种种合金元素,焊接仍然稳定,焊接操作性也优异,并且能够得到即使例如具有680mpa以上,特别是大量含有合金元素并具有780mpa以上的高抗拉强度时,熔渣剥离性也良好,也不会发生咬边和咬粘等的具有优异外观的焊接金属。
附图说明
[0061]
图1是表示在发明的电渣焊方法中能够使用的电渣焊装置的示意图。
具体实施方式
[0062]
以下,参照实施方式,对于本发明详细说明。在本说明书中,所谓“~”,意思是其下限值以上、其上限值以下。另外,在本说明书中,有将电渣焊用焊剂简称为焊剂,本发明的电渣焊方法简称为本发明方法的情况。
[0063]
〔1.电渣焊用焊剂〕
[0064]
本发明的电渣焊用焊剂,含有碱性氧化物、两性氧化物、酸性氧化物和氟化物。而且,利用有这些氧化物和氟化物,能够控制渣池的物性。具体来说,在焊接中,即使有各种合金元素从焊丝和母材进入到渣池时,也能够抑制焊接缺陷,并且能够维持渣池的物性,使熔渣剥离性良好,并避免咬粘发生。
[0065]
一般来说,氟化物和碱性氧化物为迁移率大的阳离子,且阴离子少,因此碱性氧化物的含量越增加,渣池的电导率越大,倾向于粘性下降。
[0066]
另一方面,酸性氧化物为迁移率小的阴离子,因此碱性氧化物的含量越增,渣池的电导率越小,倾向于粘性上升。
[0067]
另外,两性氧化物的作用因其组成而变化,例如,如果是al2o3,则发挥与酸性氧化物相同的效用。
[0068]
根据焊剂中的氧化物和氟化物的含量而变化的渣池的电导率和粘度,影响到渣池的举动。具体来说,渣池的粘性越降低,电导率越上升,与电磁力相关的对流越大,因此认为渣池容易流动,能够抑制咬边和焊瘤的发生。即,认为焊剂中的氟化物和碱性氧化物的含量越多,越能够阻止咬边和焊瘤的发生。
[0069]
但是,若使焊剂中的氟化物和碱性氧化物的含量增加,则在渣池的表面容易发生电弧,焊接本身变得不稳定(以下,也称为焊接不稳定)。这起因于电导率上升,导致渣池的电阻热降低,焊丝在渣池中无法熔融。其结果是,焊丝与熔融金属部短路,在渣池表面被熔断,发生电弧。
[0070]
为了防止上述电弧发生造成的焊接不稳定,需要使焊丝在渣池内熔融,作为解决手段,可列举使渣池更深的方法。
[0071]
但是,若渣池过深,则熔深宽度减少,形成焊道时熔渣侵入,因此发生咬边等焊接缺陷。因此,需要一种焊剂,在渣池整体维持低粘性的状态下,控制电导率不要过度上升,且
即使有其他成分从焊丝或母材进入到渣池时,也能够维持渣池的物性。
[0072]
在本发明中,使焊剂中,作为氟化物含有caf2,作为碱性氧化物含有cao,作为酸性氧化物含有sio2,由此,能够得到具有恰当电导率和粘度的渣池。即,通过恰当规定焊剂中的上述化合物的含量、及由其含量得到的参数,即使有其他成分从焊丝或母材进入时,也能够维持渣池的物性。以下,对于本发明的电渣焊用焊剂所含有的各成分的含量,与其限定理由一起进行说明。
[0073]
<cao:相对于焊剂总质量为5.1质量%以上且30.0质量%以下>
[0074]
cao是碱性氧化物,是恰当地确保熔融渣的粘性,使焊缝形状提高的成分,具有减少焊接金属氧量的效果。若cao的含量相对于焊剂总质量低于5.1质量%,则粘性变高,因此渣池的搅拌变小,焊道外观劣化。另一方面,若cao的含量相对于焊剂总质量高于30.0质量%,则熔融渣的粘性变得过低,因此焊道外观劣化。因此,焊剂中作为碱性氧化物被含有的cao的含量,相对于焊剂总质量为5.1质量%以上,优选为9.0质量%以上,另外,为30.0质量%以下,优选为20.0质量%以下。
[0075]
<cao:相对于碱性氧化物总质量为30质量%以上>
[0076]
通过使cao对于碱性氧化物总质量的比例为30质量%以上,则cao作为控制渣池的粘性和电导率等物性的主导因素之一起作用。还有,若cao对于碱性氧化物总质量的比例低于30质量%,则从焊丝和母材进入渣池的成分,对渣池的物性造成影响的可能性变高。因此,为了将熔融渣的物性维持在恰当范围,使cao对于碱性氧化物总质量的比例为30质量%以上,优选为50质量%以上。
[0077]
<sio2:相对于焊剂总质量为17质量%以下(不包括0质量%)>
[0078]
sio2是酸性氧化物,是具有提高熔融渣的粘性,降低电导率的效果的成分。这样,sio2被用于本发明的熔融渣的物性控制。若sio2的含量相对于焊剂总质量高于17质量%,则熔融渣的粘性变得过高,电导率变小,因此渣池的搅拌变小,焊道外观劣化。如上述,如果sio2为了调整熔融渣的物性而含有,即使微量也能够得到该效果。因此,焊剂中作为酸性氧化物而含有的sio2的含量,相对于焊剂总质量为17质量%以下,优选为16质量%以下,更优选为15质量%以下,另外,优选为1质量%以上,更优选为2质量%以上。
[0079]
<sio2:相对于酸性氧化物总质量为80质量%以上>
[0080]
通过使sio2对于酸性氧化物总质量的比例为80质量%以上,则sio2作为控制渣池的粘性和电导率等物性的主导因素之一起作用。还有,若sio2对于酸性氧化物总质量的比例低于80质量%,则从焊丝和母材进入渣池的成分,对渣池的物性造成影响的可能性变高。因此,为了将熔融渣的物性维持在恰当范围,sio2对于酸性氧化物总质量的比例为80质量%以上,优选为85质量%以上。
[0081]
<caf2:相对于焊剂总质量为35质量%以上且73质量%以下>
[0082]
作为氟化物在焊剂中被含有的caf2,是恰当确保熔融渣的电导率,提高焊接的稳定性,并且确保恰当的熔融渣粘性,使焊缝的形状提高的成分。另外,caf2也是具有减少焊接金属氧量的效果的成分。若caf2的含量相对于焊剂总质量低于35质量%,则熔融渣的粘性变高,电导率变小,因此渣池的搅拌变小,焊道外观劣化。
[0083]
另一方面,若caf2的含量相对于焊剂总质量高于73质量%,则熔融渣的粘性变得过低,因此焊道外观劣化。另外,氟气的发生量增加,也有焊缝上会发生压痕(麻点),焊道外
观进一步劣化的情况。另外,因为电导率变得过高,所以电阻加热不足,由此导致焊接中电弧频繁发生,造成焊接不稳定。因此,在焊剂中作为氟化物被含有的caf2的含量,相对于焊剂总质量为35质量%以上,优选为45质量%以上,另外,73质量%以下,优选为69质量%以下。
[0084]
<caf2:相对于氟化物总质量为80质量%以上>
[0085]
通过使caf2对于氟化物总质量的比例为80质量%以上,则caf2作为控制渣池的粘性和电导率等物性的主导因素之一起作用。若caf2对于氟化物总质量的比例低于80质量%,则从焊丝和母材进入渣池的成分,对渣池的物性造成影响的可能性变高。因此,为了将熔融渣的物性维持在恰当范围,caf2对于氟化物总质量的比例为80质量%以上,优选为85质量%以上。
[0086]
还有,焊剂中所含的氟化物之中,除caf2以外的其余部分,也可以以相对于氟化物总质量低于20质量%的方式含有baf2、naf、lif、kf或mgf2等。优选caf2相对于氟化物总质量为100质量%。
[0087]
<(2
×
[caf2]+[cao])/[sio2]:5以上且56以下>
[0088]
作为支配熔融渣的粘性和电导率这些物性的要素,可列举金属阳离子和氧离子间的键合强度。在碱性氧化物之中,cao因为键合力小,所以比较容易电离成ca
2+
与阴离子o
2-
。另一方面,sio2在中性氧化物和酸性氧化物之中键合力强,获取电离的o
2-
,形成各种形式的巨型阴离子。还有,所谓各种形式的巨型阴离子,例如,可列举si9o
216-
、si6o
156-
等。因此,键合力有差异的cao与sio2的组合,成为左右渣池物性的主导因素。
[0089]
此外,caf2与含有sio2的氧化物系熔渣组合时,与cao比较,认为有大约2倍的粘性降低效果。这起因于,cao仅切断一个si-o键,相对于此,caf2切断两个si-o键。因此,在本发明中,将对于渣池的物性特别有影响的成分的cao、sio2和caf2,作为物性控制的主导因素。
[0090]
如上述,焊剂中的caf2的含量越增加,熔融渣的粘性越小,加大电导率的效果提高。另一方面,焊剂中含有cao时,如碱性氧化物的倾向,虽然熔融渣的粘性变低,但是关于电导率,可知在硅酸钠中,随着cao的含量增加,电导率有一些降低(“焊接学术期刊第36卷(1967)第6号p.608~关于熔融渣的物性”的图5)。即,在存在sio2的熔融渣的系统中,caf2的含量越增加,熔融渣的粘性越大幅变小,电导率提高,但cao则表现出其含量越增加,熔融渣的粘性越变小,电导率越变小的特异倾向。
[0091]
在本发明中,通过使用caf2、cao和sio2的含量,拟定由下式(1)表示的参数,并使根据下式(1)计算的值满足规定范围,则能够以一边将渣池维持在低粘性,一边避免电导率过度上升的方式进行控制。
[0092]
具体来说,以相对于焊剂总质量的质量%计,设上述cao的含量为[cao],上述sio2的含量为[sio2],上述caf2的含量为[caf2]时,若由下式(1)计算的值低于5,则渣池的粘性变大,电导率变小,因此渣池的搅拌变小,焊道外观劣化。
[0093]
另一方面,若由下式(1)计算的值高于56,则熔融渣的粘性变得过低,因此焊道外观劣化。另外,因为电导率变得过高,电阻加热不足,所以在焊接中电弧频繁发生,造成焊接不稳定。因此,若由下式(1)计算的值为5以上,优选为7以上,另外,为56以下,优选为54以下,则作为渣池的物性,能够维持粘性和电导率的良好平衡。
[0094]
(2
×
[caf2]+[cao])/[sio2]
…
(1)
[0095]
<氟化物:相对于焊剂总质量为35~73质量%>
[0096]
在本实施方式中,如上述,除了caf2以外,作为氟化物还能够使焊剂中含有baf2、naf、lif、kf或mgf2等。氟化物拥有降低渣池的粘性,提高电导率的倾向。为了取得渣池的粘性、电导率的平衡,优选对于焊剂中的氟化物的合计量也进行调整,优选相对于焊剂总质量包含35~73质量%。若为35质量%以上,则能够进一步保持降低渣池的粘性、电导率的效果,如果在73质量%以下,则能够抑制过度的粘性降低、电导率增大。
[0097]
[(a)碱性氧化物:相对于焊剂总质量为10质量%以上且40质量%以下]
[0098]
若使焊剂中的碱性氧化物的含量增加,则与caf2(氟化物)的情况同样,趋向于渣池的粘性变低,且电导率变高的倾向。若焊剂中的碱性氧化物的含量,相对于焊剂总质量为10质量%以上,则能够进一步保持降低渣池的粘性,并且提高电导率的效果。另一方面,如果焊剂中的碱性氧化物的含量,相对于焊剂总质量为40质量%以下,则能够抑制过度的粘性降低,或电导率增大。因此,为了取得渣池的粘性和电导率的平衡,碱性氧化物的含量,相对于焊剂总质量优选为10质量%以上,更优选为11质量%以上,另外,优选为40质量%以下,更优选为39质量%以下。
[0099]
还有,本发明的焊剂,从调整熔融渣的物性和力学性能等的观点出发,作为碱性氧化物也可以任意含有各种化合物。
[0100]
作为碱性氧化物,优选在以下所示的范围内,在焊剂中含有从bao、feo、mgo、mno、k2o、na2o、和li2o中选择的至少一种。
[0101]
以下,对于各成分的限定范围和效果进行说明。
[0102]
<bao:相对于焊剂总质量为11质量%以下(包括0质量%)>
[0103]
bao是碱性氧化物,是对于熔融渣的粘性和熔点有影响的成分,并且减少焊接金属氧量的效果高。但是,在本发明中,为了调整熔融渣的粘性、熔点等的物性和力学性能等,在焊剂中任意添加bao即可,下限没有规定。添加bao时,若bao的含量相对于焊剂总质量为11质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加bao时,优选bao的含量相对于焊剂总质量为11质量%以下,更优选为10质量%以下。
[0104]
<feo:5质量%以下(包括0质量%)>
[0105]
feo是碱性氧化物,是对于熔融渣的粘性和熔点有影响的成分,并且减少焊接金属氧量的效果高。但是,在本发明中,为了调整熔融渣的粘性、熔点等的物性和力学性能等,在焊剂中任意添加feo即可,下限没有规定。添加feo时,若feo的含量相对于焊剂总质量为5质量%以下,即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加feo时,优选feo的含量相对于焊剂总质量为5质量%以下,更优选为3质量%以下。
[0106]
<mgo:5质量%以下(包括0质量%)>
[0107]
mgo是碱性氧化物,是对熔融渣的粘性和熔点有影响的成分。但是,在本发明中,为了调整熔融渣的粘性和熔点,在焊剂中任意添加mgo即可,下限没有规定。添加mgo时,若mgo的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因
此,添加mgo时,优选mgo的含量相对于焊剂总质量为5质量%以下,更优选为3质量%以下。
[0108]
<mno和mno2的任意一方或两方合计的含量(mno换算值):5质量%以下(包括0质量%)>
[0109]
mno和mno2是碱性氧化物,是对熔融渣的粘性和熔点有影响的成分。但是,在本发明中,为了调整熔融渣的粘性和熔点,在焊剂中任意添加mno和mno2的任意一方或两方即可,下限没有规定。添加mno和mno2的任意一方或两方时,若其合计的含量(mno换算值)相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加mno和mno2的任意一方或两方时,优选mno和mno2的合计的含量(mno换算值)相对于焊剂总质量为5质量%以下,更优选为3质量%以下。还有,所谓mno换算值,是将焊剂中的全部mn量换算成mno的值。
[0110]
<k2o:5质量%以下(包括0质量%)>
[0111]
k2o是碱性氧化物,是对熔融渣的粘性有影响的成分。在本发明中,为了调整熔融渣的粘性,在焊剂中任意添加k2o即可,下限没有规定。添加k2o时,若k2o的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加k2o时,优选k2o的含量相对于焊剂总质量为5质量%以下,更优选为4质量%以下。
[0112]
<na2o:5质量%以下(包括0质量%)>
[0113]
na2o是碱性氧化物,是对熔融渣的粘性有影响的成分。在本发明中,为了调整熔融渣的粘性,在焊剂中任意添加na2o即可,下限没有规定。添加na2o时,若na2o的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加na2o时,优选na2o的含量相对于焊剂总质量为5质量%以下,更优选4质量%以下。
[0114]
<li2o:5质量%以下(包括0质量%)>
[0115]
li2o是碱性氧化物,是对熔融渣的粘性有影响的成分。在本发明中,为了调整熔融渣的粘性,在焊剂中任意添加li2o即可,下限没有规定。添加li2o时,若li2o的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加li2o时,优选li2o的含量相对于焊剂总质量为5质量%以下,更优选4质量%以下。
[0116]
[(b)两性氧化物:相对于焊剂总质量为5质量%以上且35质量%以下]
[0117]
焊剂中的两性氧化物的含量,若相对于焊剂总质量为5质量%以上且35质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,两性氧化物的含量,相对于焊剂总质量优选为5质量%以上,更优选为6质量%以上,另外,优选为35质量%以下,更优选为34质量%以下。
[0118]
还有,本发明的焊剂,从调整熔融渣的物性和力学性能等的观点出发,也可以任意含有各种化合物作为两性氧化物。
[0119]
作为两性氧化物,优选在以下所示的范围,在焊剂中含有从al2o3、zro2、tio2和b2o3中选择的至少一种。
[0120]
以下,对于各成分的限定范围和效果进行说明。
[0121]
<al2o3:35质量%以下(包括0质量%)>
[0122]
al2o3是两性氧化物,是对熔融渣的粘性和熔点有影响的成分。在本发明中,为了调整熔融渣的粘性和熔点,在焊剂中任意添加al2o3即可,下限没有规定。但是,al2o3与sio2相比,对于熔融渣的粘性和电导率的影响小,是适合于熔渣物性微调整的氧化物。因此,al2o3的含量,优选相对于焊剂总质量为5质量%以上。另一方面,添加al2o3时,若al2o3的含量相对于焊剂总质量为35质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加al2o3时,优选al2o3的含量相对于焊剂总质量为35质量%以下,更优选为34质量%以下。
[0123]
<zro2:5质量%以下(包括0质量%)>
[0124]
zro2是两性氧化物,是对熔融渣的粘性有影响的成分。在本发明中,为了调整熔融渣的粘性,在焊剂中任意添加zro2即可,下限没有规定。添加zro2时,若zro2的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加zro2时,优选zro2的含量相对于焊剂总质量为5质量%以下,更优选为1质量%以下。
[0125]
<tio2:5质量%以下(包括0质量%)>
[0126]
tio2是两性氧化物,是对熔融渣的粘性有影响的成分。在本发明中,为了调整熔融渣的粘性,焊剂中任意添加tio2即可,下限没有规定。添加tio2时,若tio2的含量相对于焊剂总质量为5质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。因此,添加tio2时,优选tio2的含量相对于焊剂总质量为5质量%以下,更优选4质量%以下。
[0127]
<b2o3:2质量%以下(包括0质量%)>
[0128]
b2o3是两性氧化物,沸点为1680℃,与其他氧化物相比较,具有沸点极低的性质。因此,当熔渣处于熔融状态和开始凝固的状态(固相率变高的熔渣)时,b2o3仍持续蒸发,其蒸气以妨碍熔渣与金属的界面接触的方式起作用,因此对于熔渣剥离性有优选效果。若b2o3的含量相对于焊剂总质量为2质量%以下,则没有气孔缺陷的影响,而能够得到熔渣剥离性的提高效果。因此,为了进一步得到更优异的熔渣剥离性而添加b2o3时,优选b2o3的含量相对于焊剂总质量为2质量%以下,更优选1.5质量%以下。另一方面,更优选b2o3的含量相对于焊剂总质量为0.001质量%以上,进一步优选为0.002质量%以上。
[0129]
[(c)酸性氧化物:相对于焊剂总质量为17质量%以下]
[0130]
若使焊剂中的酸性氧化物的含量增加,则与caf2(氟化物)的情况同样,趋于渣池的粘性变低,并且电导率变高的倾向。若焊剂中的酸性氧化物的含量,相对于焊剂总质量为17质量%以下,则能够抑制粘性过度增大,和电导率的降低。因此,为了取得渣池的粘性和电导率的平衡,酸性氧化物的含量,相对于焊剂总质量优选为1质量%以上,更优选为2质量%以上,另外,优选为17质量%以下,更优选为16质量%以下,进一步优选为15质量%以下。
[0131]
还有,本发明的焊剂,从调整熔融渣的物性和力学性能等的观点出发,作为酸性氧化物也可以任意含有各种化合物。
[0132]
作为酸性氧化物,优选在以下所示的范围,在焊剂中含有从moo3、v2o5和p2o5中选择
的至少一种。
[0133]
以下,对于各成分的限定范围和效果进行说明。
[0134]
<moo3、v2o5和p2o5的至少一种:分别相对于焊剂总质量为5质量%以下(包括0质量%)>
[0135]
moo3、v2o5和p2o5是酸性氧化物,是对于熔融渣的粘性和熔点有影响的成分,并且减少焊接金属氧量的效果高。但是,在本发明中,为了调整熔融渣的粘性、熔点等的物性和力学性能等,优选在焊剂中任意含有moo3、v2o5和p2o5的至少一种,下限没有规定。含有moo3、v2o5和p2o5的至少一种时,若各成分的含量相对于焊剂总质量,分别为5质量%以下,优选为4质量%以下,则即使有各种合金元素从焊丝和母材进入渣池时,也能够抑制焊接缺陷,并且能够维持用于得到最佳焊道外观的恰当的熔融渣物性。
[0136]
在本发明中,如上述,优选恰当规定焊剂中的碱性氧化物、两性氧化物和酸性氧化物的含量,并且恰当规定上述碱性氧化物、两性氧化物和酸性氧化物所构成的全部氧化物的合计量,以及氟化物的合计量对于全部氧化物的合计量之比。
[0137]
以下,对于这些限定范围和效果进行说明。
[0138]
<全部氧化物的合计量:28质量%以上且60质量%以下>
[0139]
若由碱性氧化物、两性氧化物和酸性氧化物构成的全部氧化物的合计量相对于焊剂总质量低于28质量%,则熔融渣的粘性变得过低,因此焊道外观劣化。另一方面,若全部氧化物的合计量相对于焊剂总质量高于60质量%,则电导率变小,因此渣池的搅拌变小,焊道外观劣化。
[0140]
因此,由焊剂中的碱性氧化物、两性氧化物和酸性氧化物构成的全部氧化物的合计量,相对于焊剂总质量优选为28质量%以上,更优选为30质量%以上,另外,优选为60质量%以下,更优选为59质量%以下。
[0141]
<[fld]/[ox]:0.5以上且2.7以下>
[0142]
以相对于焊剂总质量的质量%计,设上述氟化物的合计量为[fld],所述全部氧化物的合计量为[ox]时,若由下式(2)计算的值低于0.5,则电导率变小,因此渣池的搅拌变小,焊道外观可能劣化。
[0143]
另一方面,若由下式(2)计算的值高于2.7,则熔融渣的粘性变得过低,因此焊道外观可能劣化。
[0144]
因此,由下式(2)计算的值,优选为0.5以上,更优选为0.55以上,优选为2.7以下,更优选为2.6以下。
[0145]
[fld]/[ox]
…
(2)
[0146]
<([cao]+[bao])/([caf2]+[al2o3]):0.35以下>
[0147]
一般来说,若焊剂的耐吸湿性低,则熔融金属中的氢量增加,有可能发生冷裂纹。本发明人等发现,根据焊剂中的cao、bao、caf2和al2o3的含量拟定的参数,成为控制焊剂的耐吸湿性和焊接操作性的指标。具体来说,以相对于焊剂总质量的质量%计,设cao的含量为[cao],bao的含量为[bao],caf2的含量为[caf2],al2o3的含量为[al2o3]时,通过将下述(3)所计算的值控制在0.35以下,能够提高焊剂的耐吸湿性,能够抑制冷裂纹的发生。因此,优选由下式(3)计算的值为0.35以下。另外,从进一步提高焊剂的耐吸湿性这一观点出发,更优选由下式(3)计算的值为0.32以下。
[0148]
([cao]+[bao])/([caf2]+[al2o3])
…
(3)
[0149]
<([cao]+[al2o3]+[bao])/[caf2]:0.38以上>
[0150]
本发明人等发现,若使焊剂中的cao和bao的含量减少,并且使caf2的含量增加,则容易成为开弧。另一方面,若过多投入焊剂而未成为开弧,则其结果是,熔融渣的对流变化,焊道宽度不足,表面焊道侧可能发生咬边。
[0151]
具体来说,以相对于焊剂总质量的质量%计,设cao的含量为[cao],bao的含量为[bao],caf2的含量为[caf2],al2o3的含量为[al2o3]时,通过将下述(4)所计算的值控制在0.38以上,则能够避免上述这样的问题点发生,而得到优异的焊接操作性。因此,优选由下述(4)计算的值为0.38以上,更优选为0.40以上。
[0152]
([cao]+[al2o3]+[bao])/[caf2]
…
(4)
[0153]
还有,在本发明中,也可以在不妨碍本发明效果的范围内,除上述化合物以外,还将fe、ni和cr等的金属元素,以它们的单质金属粉或合金粉的形态添加到焊剂中。还有,所谓不妨碍本发明效果的范围,是相对于焊剂总质量为5质量%以下(包括0质量%)。另外,如果是合金粉的形态,则作为各金属元素单质的换算值,相对于焊剂总质量为5质量%以下(包括0质量%)即可。
[0154]
以上,对于焊剂的成分进行了说明,但本发明的焊剂,优选由上述的cao、sio2和caf2等必需化合物、其他任意化合物(也可以是0质量%)、任意金属(也可以是0质量%)以及不可避免的杂质构成。还有,作为不可避免的杂质,可列举pbo、bi2o3、cr2o3、nb2o5、s、sno、rem氧化物、c(来自石墨电极)等,一般来说,优选相对于焊剂总质量,合计量为1质量%以下。
[0155]
[焊剂的制造]
[0156]
作为能够适用本发明的焊剂,有熔融型焊剂和粘结型(烧成型)焊剂。熔融型焊剂,是通过以电炉等熔化各种原料,经粉碎而制造。另一方面,烧成型焊剂,是通过将各种原料以碱性硅酸盐等粘合剂加以结合,造粒后,经烧成而制造。在电渣焊中,因为多使用熔融型焊剂,所以优选熔融型焊剂。
[0157]
〔2.电渣焊方法〕
[0158]
本发明还涉及使用焊丝和上述电渣焊用焊剂进行焊接的电渣焊方法。以下,对于使用本发明的电渣焊用焊剂的电渣焊方法进行说明。还有,本发明不受以下说明的实施方式限定。本发明的气电焊方法,例如,优选使用日本特开2016-215214号公报所述的气电焊方法和气电焊装置。
[0159]
图1是表示在本发明的电渣焊方法中能够使用的电渣焊装置的示意图。如图1所示,电渣焊装置100具备:具有向焊丝6供电的触头5的焊炬4;滑动式铜衬垫2;搭载有焊炬4和滑动式铜衬垫2的走行台车16;熔融渣池检测器13;焊剂供给装置14;焊剂供给控制装置15;走行台车控制装置17。焊剂供给控制装置15,以使触头5的前端至熔融渣池7的焊丝6的长度为预定长度的方式,控制焊剂的供给。走行台车控制装置17,以使焊接电流8相对于基准电流值为预定关系的方式控制走行台车16的行驶速度。
[0160]
在如此构成的焊接装置中,坡口的背面侧配置有固定的铜衬垫1,在坡口的表面侧配置有滑动式铜衬垫2。焊炬4通过从未图示的焊接电源供给的焊接电流8向焊丝6供电,将渣池深度ls保持在预定深度,并进行焊接母材3的焊接。
[0161]
若使用上述焊接装置,则在使用了滑动式衬垫的电渣焊中,将渣池深度保持在预定深度并进行焊接,能够确保健全的熔深而防止焊接金属的力学性能劣化。
[0162]
在本发明的电渣焊方法中,优选采用以下的条件。
[0163]
[焊接条件]
[0164]
<焊丝>
[0165]
本发明方法中使用的焊丝的形态没有特别限定,可以是实芯焊丝,也可以是药芯焊丝。
[0166]
实芯焊丝中,焊丝截面是实心的,是截面同质的金属丝状的焊丝。实芯焊丝其表面可以实施镀铜,也可以不实施,哪种方式都可以。
[0167]
药芯焊丝由呈筒状的外皮、和填充在该外皮内侧的焊剂构成。还有,药芯焊丝是外皮上无接缝的无缝型、或外皮上有接缝的有缝型的任何一种方式都可以。另外,药芯焊丝可以在焊丝表面(外皮的外侧)实施镀铜,也可以不实施。外皮的材质无关紧要,软钢或不锈钢均可,相对于焊丝总质量的组成只要是目标组成则没有特别限制。
[0168]
(焊丝的直径:1.1~2.0mm)
[0169]
在本发明方法中,若使用的焊丝的直径(丝径)为1.1mm以上,则可以流通高焊接电流,有助于渣池的搅拌,由此抑制焊接缺陷。另一方面,若焊丝的直径在2.0mm以下,则焊丝容易熔融,因此焊接操作性良好。因此,焊丝的直径优选为1.1~2.0mm。
[0170]
<焊接电流:200~500a>
[0171]
若焊接电流得到恰当调整,则能够得到恰当的熔渣加热,并且能够遍及焊接长度全长而得到恰当的熔深。若焊接电流为200a以上,则能够得到充分的熔渣加热,能够得到良好的熔深。另一方面,若焊接电流为500a以下,则焊丝的熔融稳定,不会出现发生电弧等这样的焊接不稳定的情况,能够得到良好的焊接性。因此,优选焊接电流为200~500a。
[0172]
<焊接电压:25~58v>
[0173]
焊接电压对熔深的大小和焊丝的突出长度有很大影响。若焊接电压为25v以上,则能够得到充分的熔深。另一方面,若焊接电压为58v以下,则能够维持恰当的突出长度,能够防止电弧发生等造成的焊接性劣化。因此,优选焊接电压为25~58v。
[0174]
<焊丝送给速度:6.5~25.0m/min>
[0175]
在非熔嘴式的电渣焊中,能够大范围设定焊丝送给速度。若焊丝送给速度为6.5m/min以上,是能够以高焊接效率经济地焊接,并且能够防止因焊接线能量的增大造成的焊接部的韧性劣化。另外,因为能够维持恰当的突出长度,所以能够防止因焊丝送给速度的变化造成电弧发生,能够防止焊接停止和韧性劣化。另一方面,若焊丝送给速度为25.0m/min以下,则能够防止因焊接线能量的减少造成的熔深不足发生。另外,因为能够维持恰当的突出长度,所以能够抑制因电弧发生等造成的焊接性的劣化、和焊接金属的韧性劣化。因此,优选焊丝送给速度为6.5~25.0m/min。
[0176]
<渣池深度:10~35mm>
[0177]
在本发明的电渣焊方法中,为了得到良好的熔深,重要的是高效率获得熔渣加热。若渣池深度为10mm以上,则能够得到恰当的熔渣加热,焊丝在熔渣中稳定熔化,因此不可能发生电弧停止等。另一方面,若渣池深度为35mm以下,则能够维持良好的熔渣温度,焊丝的熔融和母材的熔融稳定,因此不会在渣池表面发生电弧,能够防止焊接停止和熔深不足的
发生。因此,优选渣池深度为10~35mm。
[0178]
实施例
[0179]
以下,列举实施例更具体地说明本发明。本发明不受这些实施例限定,在能够符合本发明宗旨的范围内可以加以变更实施,这些均包括在本发明的技术范围内。
[0180]
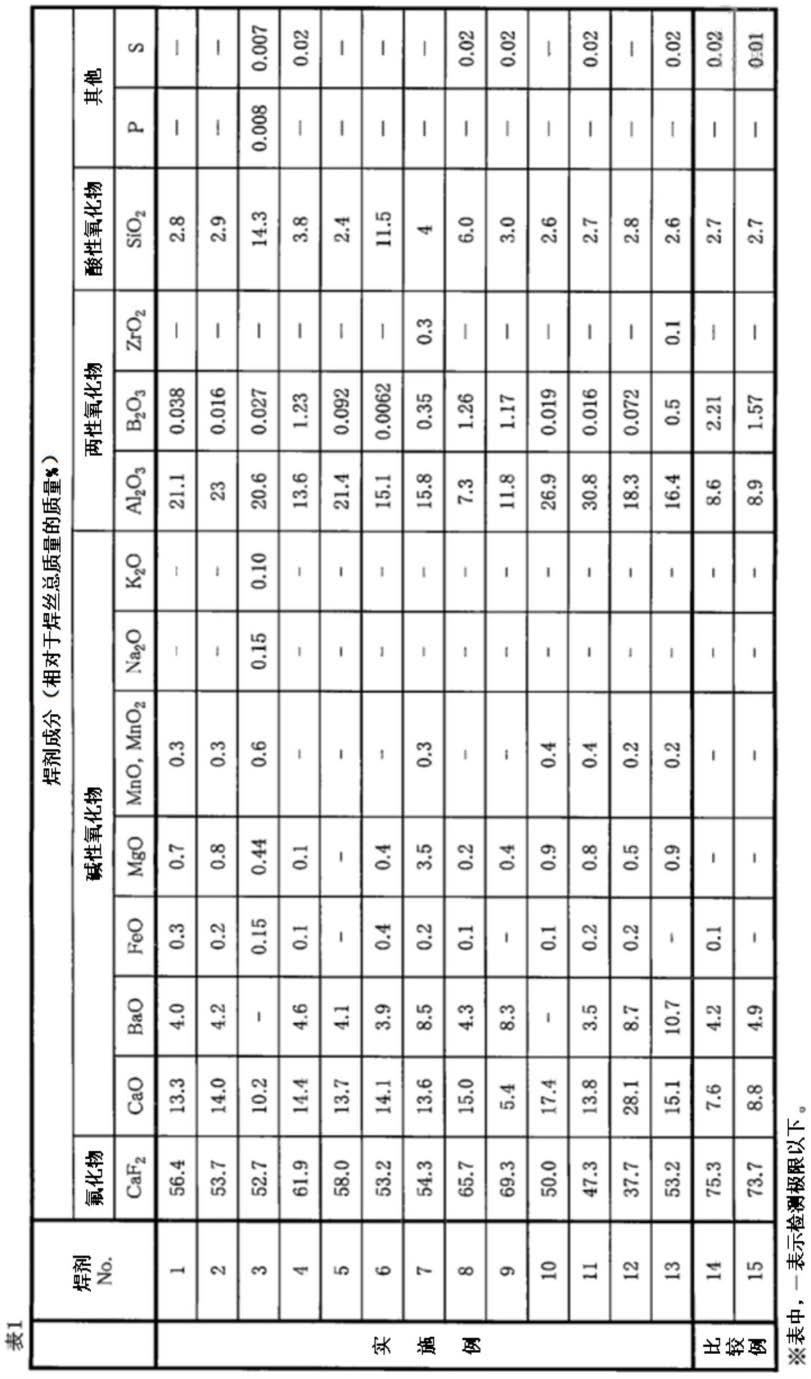
制备具有下述表1和表2所示组成的电渣焊用焊剂,对于各焊剂实施吸湿性的评价。另外,使用具有下述表3所示组成的焊丝和上述焊剂,在以下所示的焊接条件下进行电渣焊。另外,对于焊接金属的抗拉强度、焊接时的焊接操作性和焊接后的外观,按照以下所示的试验方法和评价标准进行评价。
[0181]
焊剂吸湿性的测量结果、焊接母材的钢种和板厚,以及各评价结果显示在下述表4中。还有,所谓焊接母材的钢种的490a,表示jis g 3106的焊接结构用轧制钢材中所述的标识。
[0182]
〔焊接条件〕
[0183]
丝径:1.6mm
[0184]
焊接电流:380~400a
[0185]
焊接电压:36~40v
[0186]
焊接速度:2.2~4.0cm/min
[0187]
焊丝送给速度:10.1~14.3m/min
[0188]
渣池深度:15~20mm
[0189]
〔评价方法和评价标准〕
[0190]
<焊剂的吸湿性>
[0191]
将各焊剂,在温度30℃,湿度80%的环境下放置168小时后,作为萃取气体使用空气,使萃取温度为750℃,以卡尔费休法(karl-fischer)测量水分量,据此评价焊剂的吸湿性。还有,焊剂的水分量为1500ppm以下的为a(优秀),高于1500ppm的为b(良好)。
[0192]
<焊接金属的抗拉强度>
[0193]
从焊接金属的中央部,与焊接线方向平行地依据jis z 3111所述的熔敷金属的拉伸试验方法提取拉伸试验片,依据jis z 2241所述的金属材料拉伸试验方法,测量抗拉强度。
[0194]
<焊接操作性>
[0195]
焊接时,观察有无电弧发生对应的焊接稳定性,评价焊接操作性。作为评价标准,无电弧发生,能够得到稳定焊接性的为a(优秀),电弧略有发生,焊接不稳定,但不影响操作的为b(良好),在渣池的表面等频繁发生电弧,焊接不稳定的为c(不良)。
[0196]
<外观>
[0197]
对于焊接后的焊接金属,观察熔渣剥离性、有无咬粘的发生和咬边,评价外观。作为评价标准,任何项目都没有问题的为良好,任意项目发生问题的为不良。
[0198]
【表1】
[0199][0200]
【表2】
[0201][0202]
【表3】
[0203][0204]
【表4】
[0205]
表4
[0206][0207]
表1,-表示没有测量。
[0208]
如上述表1~表4所示,实施例的试验no.1~13,因为cao、sio2、caf2相对于焊剂总质量的含量,cao、sio2、caf2分别相对于碱性氧化物总质量、酸性氧化物和氟化物各自的总质量的含量在本发明的范围内,并且由式(1)计算的值也在本发明的范围内,所以,即使焊丝或母材具有各种合金元素,焊接也稳定,焊接操作性也优异,能够得到的焊接金属,例如,具有680mpa以上的高抗拉强度,咬边、熔渣剥离性和咬粘等的外观良好。
[0209]
特别是作为实施例的试验no.1~11,因为在使用的焊剂中,由式(3)计算的值在本发明优选的范围内,所以焊剂的吸湿性极低,不可能发生冷裂纹。
[0210]
另外,作为实施例的试验no.1~8和10~13,在使用的焊剂中,因为由式(4)计算的值在本发明优选的范围内,所以不存在因电弧发生导致焊接不稳定,能够得到优异的焊接操作性。
[0211]
另一方面,作为比较例的试验no.14和15,因为caf2相对于焊剂总质量的含量、和由式(1)计算的值脱离本发明的范围,所以电弧发生而焊接不稳定,并且发生咬边,熔渣的剥离性也降低。
[0212]
以上,一边参照附图,一边对于各种实施方式进行了说明,但本发明当然不受这样
的示例限定。如果是本领域技术人员,则很清楚在专利要求的范围所述范畴内,能够想到各种变更例或修改例,关于这些当然均应理解为属于本发明的技术范围。另外,在不脱离发明宗旨的范围,也可以任意组合上述实施方式中的各构成要素。
[0213]
还有,本技术基于2020年3月6日申请的日本专利申请(特愿2020-038722),其内容在本技术之中作为参照援引。
[0214]
符号说明
[0215]
1 铜衬垫
[0216]
2 滑动式铜衬垫
[0217]
3 焊接母材
[0218]
4 焊炬
[0219]
5 触头
[0220]
6 焊丝
[0221]
7 熔融渣池
[0222]
8 焊接电流
[0223]
13 熔融渣池检测器
[0224]
14 焊剂供给装置
[0225]
15 焊剂供给控制装置
[0226]
16 走行台车
[0227]
17 走行台车控制装置
[0228]
100 电渣焊装置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1