模具构造、压力加工装置及压力加工方法与流程
本发明涉及一种压力加工用的模具构造、使用此模具构造的压力加工装置和压力加工方法。
背景技术:
1、在各种电子设备、家电、产业机械、汽车、通信周边设备等中,为了将多个回路零部件电气性地连接,使用了金属制的连接器端子、导电杆(以下总称为连接器端子)。
2、例如,在近年生产的增加显著的混合动力汽车、电动汽车中,连接器端子承担了继电器、电阻、熔丝、电源传感器等的作用,是进行高电压电源的供给、断开、分配等的重要的零部件。今后,为了应对进一步的高电压化、提高安全性、方便性,预计搭载在电源箱内的电子零部件增加。与此相伴,连接器端子也需要应对高密度化,要求实施了更微细的加工的连接器端子。
3、连接器端子的制造,一般来说由薄板的金属材料的压力加工进行。作为压力加工的方法,已经知道各种方法,有单次压力加工、顺次输送压力加工等。在作为最单纯的压力加工的方法的单次压力加工的情况下,分别单独准备在剪切加工、弯曲加工、拉伸加工等各工序中所需要的模具。单独加工,因为每个工序都需要进行被加工材料的取出和放入,所以越是工序多的产品,制造就越需要多的时间,生产效率容易变低。另一方面,顺次输送压力加工,因为在一个模具内设置了多个加工工序,在每次进行压力加工时,都是一边向下个工序自动地顺次输送被加工材料,一边一个接一个地进行压力加工,所以不需要被加工材料的相对于模具的取出和放入。因此,顺次输送压力加工,在各种各样的压力加工方法中,是加工速度最快、生产效率优异的加工方法,适合于大量生产。
4、如果量产实施了微细的加工的连接器端子,则需要稳定地进行高精度的加工。在这里,“高精度的加工”,意味着以收在目标的误差范围内的方式以及以产品的生产后的随着时间的尺寸变化收在规定的范围内的方式对被加工材料进行微细的加工。加工的精度,受模具本身设计那样的精度和构成模具的上模和下模的定位精度的双方影响。而且,相对于连接器的微细加工的要求水准逐渐提高的结果,上模和下模的定位精度波及的影响相对地变大,其提高成为重要的课题。作为影响上模和下模的定位精度的因素,可以举出压力机主体的磨损、滑动部的晃动、由温度变化产生的壳体的伸缩等。由此,存在可动台的下死点位置不稳定,相对于被加工材料的压力(以下称为“加工力”)变得不稳定的情况。在这里,下死点意味着上模和下模最接近的时刻,下死点位置意味着上模和下模在最接近的时刻的位置。另外,压力机主体是指进行压力加工的压力加工装置之中的除了模具之外的部分,例如作为可动台、固定台、壳体等机械部分的总称使用。
5、在由压力加工装置进行的弯曲加工中,在将被加工材料弯曲后,存在成为比刚加工后的所希望的角度大的角度的被称为弹回的现象。作为对弹回的对策,可以举出具有高度的控制功能的压力加工装置的导入(以下称为伺服压力机)。
6、因为由计算预测影响上述的上模和下模的定位精度的因素不容易,所以在生产现场进行由熟练技术者的经验和校正进行的压力加工装置的模具高度调整、模具的修正等。在这里模具高度意味着压力加工装置的可动台的下死点位置和固定台的上下方向的距离。
7、作为使上模和下模的定位精度提高的方法,提出了各种方法,例如,作为定位精度的提高及使最适合位置探查时间缩短化的压力机,已经知道由设置在压力机的上下模具之间的缓冲液压缸来缓冲压力机在冲压原材料加工时产生的锤击的压力的压力机。
8、另外,即使由驱动组件工作的移动台、凸轮等的行程因热的影响、起动时及停止时的惯性力而变化,也能由加载组件吸收行程的变化量,能将加压力保持在规定压力,提高了加工精度。作为这样的压力装置,已经知道做成了如下的自由夹紧方式的压力装置:该自由夹紧方式是,将安装了冲模的冲模板不直接与由驱动组件进行升降工作的杆或凸轮等位移工作构件连结,而是经加载组件进行支承(参照专利文献2)。
9、在先技术文献
10、专利文献
11、专利文献1:日本特开平10-58200号公报
12、专利文件2:日本专利第5038172号公报
技术实现思路
1、发明所要解决的课题
2、但是,在专利文献1记载的压力机中,因为将上模和可动台进行了固定,所以例如由于由温度变化产生的壳体的伸缩等,在从可动台向被加工材料施加了过大的压力的情况下,可以认为由缓冲液压缸产生的缓冲的效果是有限的。
3、在专利文献2记载的压力装置中,在上部框架上固定了具备第一加载组件的移动台,另外,在下部框架上固定了具备冲模板、第二螺旋弹簧的机座台。在此加压装置的制造时,需要精密地调整移动台和机座台之间的平行,以便在上部框架的下降时将移动台侧的杆垂直地向机座台侧的冲压板加压。另外,在模具构造的拆卸时,需要进行上部框架和下部框架的双方的拆卸,模具构造的更换不容易。
4、另外,对弹回对策有效的伺服压力机,存在不能提高加工速度或者不能得到所需要的加工力的制约。因此,伺服压力机的适用用途受限,在与通常的压力加工装置比较的情况下,存在生产性降低的危险。
5、进而,在人才的确保逐渐变难的现在,具有模具高度调整、模具的修正等的技术者不足。另外,技术的继承也正在变得困难。因此,将依赖于技术者的技能的以往的加工方法变更为不依赖于技术者的技能的加工方法是在压力业界中的大的课题
6、本发明是鉴于上述的情况做出的发明,其目的是提供一种能降低起因于压力机主体的不稳定的定位精度的影响,不需要由熟练技术者进行的压力加工装置的调整,生产性优异,并且相对于压力机主体的安装和拆卸容易的模具构造。另外,其目的是提供一种使用了此模具构造的压力加工装置及压力加工方法。
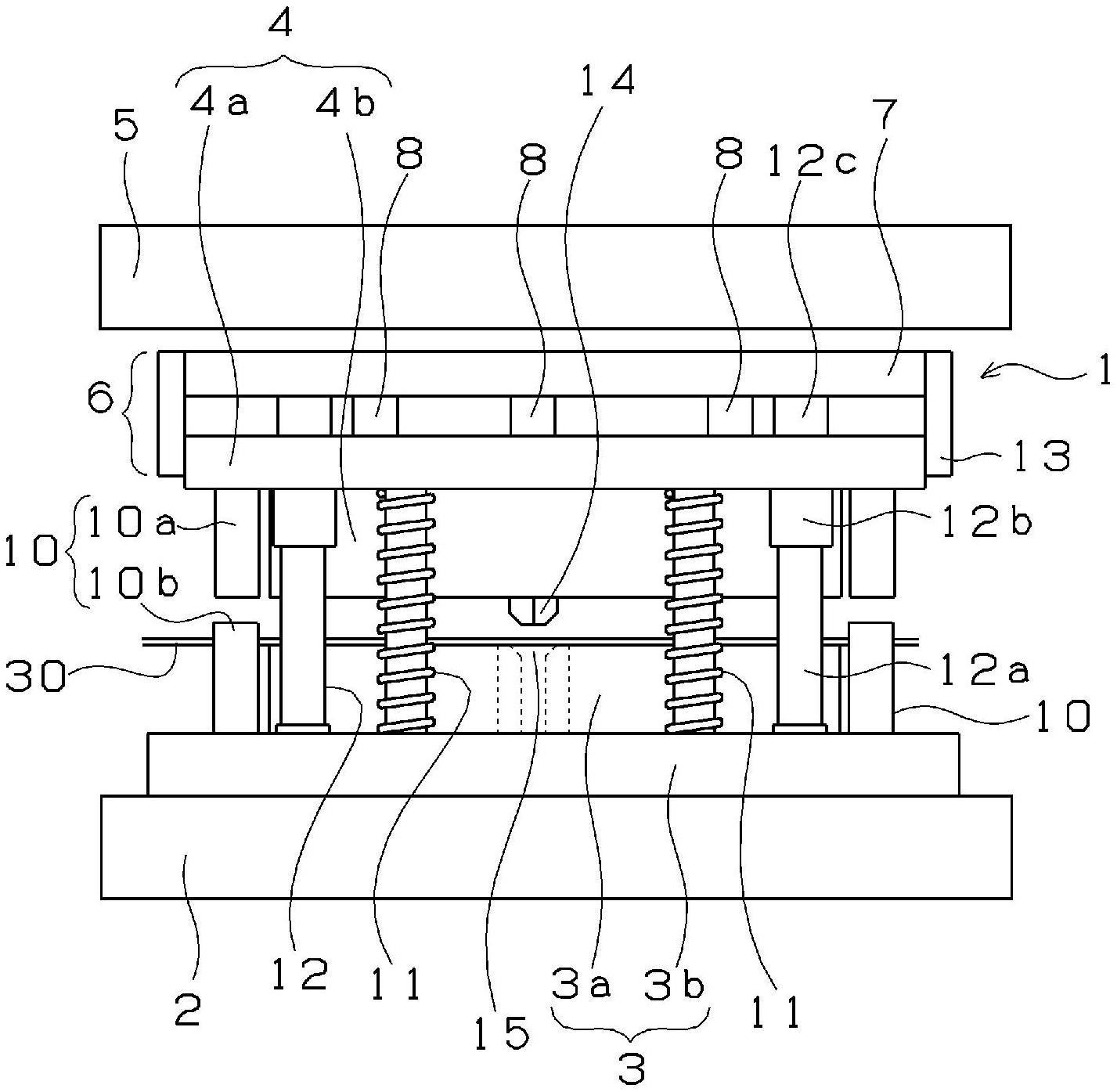
7、本发明的模具构造,其用于配置在压力机主体的可动台和固定台之间对被加工材料进行压力加工,其特征在于,上述模具构造具备固定在上述固定台上的下模;设置在上述下模的上方的上模;设置在上述上模和上述下模之间的第一弹性体及止动器;和与上述上模的上述可动台侧连结的压力调整装置,上述压力调整装置具有与上述可动台抵接的压力板;和设置在上述压力板和上述上模之间的第二弹性体,在上述压力加工的非加压时,上述第一弹性体使上述上模和上述下模离开,在加压时,上述止动器一边规定上述上模的下死点位置,一边从上述压力调整装置的上述压力板经上述第二弹性体向上述上模施加来自上述可动台的压力,在上述上模和上述下模之间夹入上述被加工材料。
8、上述第二弹性体的上端的端面以非固定方式与上述压力板的下面抵接。
9、上述第二弹性体是流体弹簧。另外,上述流体弹簧具有壳体、封入上述壳体的内部的流体和可在上述壳体的轴向伸缩的活塞杆,上述活塞杆的上端的端面以非固定方式与上述压力板的下面抵接,从上述压力板相对于上述活塞杆在上述壳体的轴向施加压力。
10、上述模具构造具有抑制上述上模的速度及加速度的变化的组件。
11、本发明的压力加工装置,其特征在于,具备上述的模具构造;将上述模具构造的上述下模固定的固定台;和抵接上述模具构造的上述压力板的可动台。
12、本发明的压力加工方法,其使用上述的模具构造对上述被加工材料进行压力加工,其特征在于,在将上述被加工材料配置在上述下模上后,由上述第一弹性体与上述下模离开的状态的上述下模经上述压力调整装置受到上述可动台的压力而下降,由上述止动器定位在目标下死点位置,在将上述上模进行了定位的状态下,上述可动台一边推着上述压力调整装置的上述第二弹性体缩小,一边下降到该下降台的下死点位置,在上述可动台变化为上升行程直到将上述第二弹性体的压缩放开的期间,通过上述上模留在上述目标下死点位置,将上述被加工材料在上述上模和上述下模之间夹入规定时间来进行压力加工。
13、在这里,上模的目标下死点位置意味着能向被加工材料施加最适合的加工力的上模的下死点位置。
14、发明的效果
15、本发明的模具构造是用于配置在压力机主体的可动台和固定台之间对被加工材料进行压力加工的模具构造,其具备固定在上述固定台上的下模;设置在上述下模的上方的上模;设置在上述上模和上述下模之间的第一弹性体及止动器;和与上述上模的上述可动台侧连结的压力调整装置,上述压力调整装置具有与上述可动台抵接的压力板;和设置在上述压力板和上述上模之间的第二弹性体,在上述压力加工的非加压时,上述第一弹性体使上述上模和上述下模离开,在加压时,上述止动器一边规定上述上模的下死点位置,一边从上述压力调整装置的上述压力板经上述第二弹性体向上述上模施加来自上述可动台的压力,在上述上模和上述下模之间夹入上述被加工材料。因此,容易进行相对于压力机主体的安装和拆卸。由此,不需要在以往的压力加工装置的情况下所需要的由熟练技术者进行的压力加工装置的调整。进而,与以往的压力加工装置比较,即使在可动台上下运动一次的时间短的情况下,由于也能更长地保持滞留在上模的下死点位置的时间(以下称为下死点时间),所以不像伺服压力机的那样使加工速度、加工力掉落,可大幅度地降低弹回,生产性优异。在此基础上,相对于材料的板厚方向的压扁的稳定性提高。
16、由于上述第二弹性体的上端的端面以非固定方式与上述压力板的下面抵接,所以在压力板产生了些许的偏移等时也不容易向第二弹性体传递推力方向的力,能防止第二弹性体的应变等。
17、由于上述第二弹性体是流体弹簧,所以衰减起因于压力机主体的振动的特性更优异,能进一步降低起因于压力机主体的不稳定的定位精度的影响。
18、另外,上述流体弹簧具有壳体、封入上述壳体的内部的流体和可在上述壳体的轴向伸缩的活塞杆,上述活塞杆的上端的端面以非固定方式与上述压力板的下面抵接,从上述压力板相对于上述活塞杆在上述壳体的轴向(上下垂直方向)施加压力。因此,在压力板产生了些许的偏移等时也不容易向活塞杆传递推力方向的力,能防止起因于活塞杆的倾斜等的流体弹簧的内部流体的向外部的漏出。此结果,能防止压力调整装置的性能降低。
19、由于上述模具构造具有抑制上述上模的速度及加速度的变化的组件,所以能使冲压加工时的来自被加工材料的反弹力的急剧的减少衰减,抑制高加速度的运动,抑制止动器以高加速度碰撞。由此,能缓和压力加工时的噪音。
20、本发明的压力加工装置具备上述的模具构造;将上述模具构造的上述下模固定的固定台;和抵接上述模具构造的上述压力板的可动台。因此,与以往的压力加工装置相比,不需要由熟练技术者进行的模具高度等的压力加工装置的调整,无论技术者的技能如何,都能进行高精度的加工。
21、本发明的压力加工方法,其使用上述的模具构造对上述被加工材料进行压力加工,在将上述被加工材料配置在上述下模上后,由上述第一弹性体与上述下模离开的状态的上述下模经上述压力调整装置受到上述可动台的压力而下降,由上述止动器定位在目标下死点位置,在将上述上模进行了定位的状态下,上述可动台一边推着上述压力调整装置的上述第二弹性体缩小,一边下降到该下降台的下死点位置,在上述可动台变化为上升行程直到将上述第二弹性体的压缩放开的期间,通过上述上模留在上述目标下死点位置,将上述被加工材料在上述上模和上述下模之间夹入规定时间来进行压力加工。因此,能使上模的下死点时间变得更长,能大幅度地降低弹回。在此基础上,相对于材料的板厚方向的压扁的稳定性提高。另外,在可动台的位置偏移了的情况下,因为压力调整装置也能吸收其偏移,所以能降低不稳定的定位精度的影响,能进行高精度的加工。
- 还没有人留言评论。精彩留言会获得点赞!