定心工具、定心装置、机床、圆形工件的定心方法、圆形工件的制造方法、环构件的制造方法、轴承的制造方法、机械的制造方法、车辆的制造方法以及程序与流程
本发明涉及定心工具、定心装置、机床、圆形工件的定心方法、圆形工件的制造方法、环构件的制造方法、轴承的制造方法、机械的制造方法、车辆的制造方法以及程序。
背景技术:
1、作为旋转台上的圆形(圆筒)工件的自动定心技术,例如有专利文献1至3所示的技术。专利文献1的定心方法是如下方法:在使台旋转的同时,利用位移传感器测定圆筒工件的侧面,利用由1个辊子构成的工具,将圆筒工件朝向旋转中心推动。若位移传感器的振动为阈值以下,则使工具退避而完成定心工序。另外,在专利文献2、3的定心装置中,利用构成为具有一对辊子的工具,推动着圆筒工件的侧面实施定心。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平1-217760号公报
5、专利文献2:日本特开2003-157589号公报
6、专利文献3:日本特许第4833696号公报
技术实现思路
1、发明所要解决的课题
2、在上述的专利文献1的定心方法中,由于通过1点接触推动圆筒工件的外周面,因此最终工具接触的仅为圆筒工件的表面的凸部。因此,在此所说的定心是指使圆筒工件的外周面的最小外接圆中心与旋转中心一致。然而,在磨床等机床中,为了确保材料的加工余量(切削余量),需要使工件形状的最大内接圆中心与旋转中心一致,特别是在实现高精度的加工的情况下,无法采用最小外接圆中心的定心。
3、另一方面,专利文献2的定心方法是将设置有1对辊子的工具推压于圆筒工件,使圆筒工件的外周仿照成为基准的转台的外周的方法,专利文献3的定心方法是持续推压工具直至圆筒工件的振动收敛为止的方式。但是,为了应对精度特别严格的精密加工等,要求实现更简单且准确的定心技术,进一步地,有时也要求在定心后考虑正圆度的合格与否判定,迫切期望进一步改良定心技术。
4、因此,本发明的目的在于提供一种定心工具、定心装置以及使用了该定心工具的机床、圆形工件的定心方法、圆形工件的制造方法、环构件的制造方法、轴承的制造方法、机械的制造方法、车辆的制造方法以及程序,能够实现基于能够确保圆形工件的材料的加工余量的内切圆的中心振动的定心,能够使圆形工件的偏心自动地缩小到容许范围。
5、用于解决课题的手段
6、本发明由下述结构构成。
7、(1)一种定心工具,其具有:
8、柄部,其具有安装用的轴部;
9、旋转构件,其旋转自如地支承于所述柄部,具有在所述柄部的轴线的正交方向上相互分离地配置的一对触头;以及
10、位移传感器,其与所述柄部一体地设置,在所述一对触头彼此的中间位置检测与所述轴线正交的方向上的位移,
11、在使所述一对触头分别与配置于旋转台的圆形工件的周面抵接的同时,将所述圆形工件朝向所述旋转台的旋转中心推压而使所述圆形工件定心。
12、根据该定心工具,通过使设置于旋转构件的一对触头仿照圆形工件形状,在使定心工具移动而推出圆形工件时,不会仅推压圆形工件周面的凸部。另外,通过配置于一对触头的中间位置的位移传感器,能够检测圆形工件的内切圆中心偏移,能够进行基于内切圆中心的定心。由此,与触头以1点接触于圆形工件周面的情况相比,能够进行更高精度的定心。
13、(2)根据(1)所述的定心工具,其中,所述一对触头是绕与所述轴线平行的轴旋转的辊子。
14、根据该定心工具,辊子与工件的周面滚动接触,由此能够防止对工件的周面的损伤。
15、(3)根据(1)或(2)所述的定心工具,其中,所述位移传感器是接触式位移传感器。
16、根据该定心工具,能够可靠地进行高精度的位移的检测。
17、(4)根据(1)至(3)中任一项所述的定心工具,其中,所述定心工具具有托架,该托架被固定于所述柄部,在所述轴线的方向上在与所述一对触头相同的高度位置支承所述位移传感器。
18、根据该定心工具,能够将触头的前端的位置准确地定位于一对推压构件的高度位置,能够提高圆形工件的位移的检测精度。
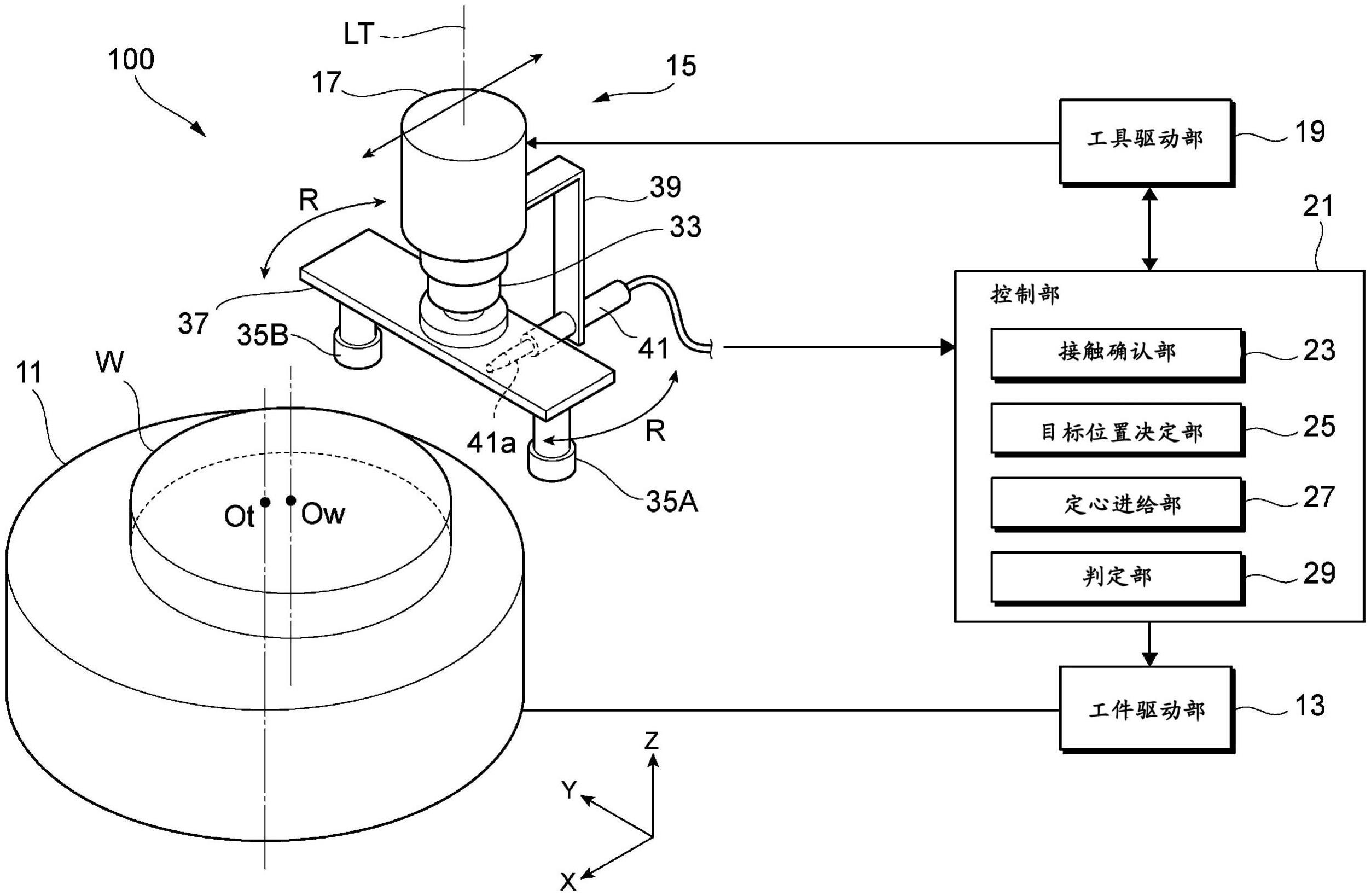
19、(5)一种定心装置,其具有:
20、旋转台,其配置有圆形工件;
21、工件驱动部,其对所述旋转台进行旋转驱动;
22、(1)至(4)中任一项所述的定心工具;
23、工具支承部,其通过所述安装用的轴部支承所述定心工具;
24、工具驱动部,其使支承于工具支承部的所述定心工具移动;以及
25、控制部,其在通过所述工具驱动部使所述一对触头与旋转的所述圆形工件的周面抵接的同时,使用从所述位移传感器输出的所述圆形工件的位移的检测信号,来控制将所述圆形工件定心到所述旋转台的旋转中心的所述定心工具的进给。
26、根据该定心装置,使用定心工具取得位移传感器针对圆形工件的周面的检测信号,根据该检测信号控制定心工具的进给,由此能够进行圆形工件的高精度的定心。
27、(6)根据(5)所述的定心装置,其中,所述控制部包含:
28、接触确认部,其在使所述圆形工件旋转的同时,将所述定心工具朝向所述圆形工件进给,根据所述位移传感器的输出信号来确认所述一对推压构件对所述圆形工件的接触;
29、目标位置决定部,其根据从所述位移传感器输出的检测信号的波形来决定所述定心工具的进给目标位置;以及
30、定心进给部,其在使所述定心工具移动到所述进给目标位置之后,使所述定心工具后退。
31、根据该定心装置,能够根据从位移传感器输出的检测信号的波形来决定定心工具的正确的进给目标位置,因此通过使定心工具移动到该进给目标位置并后退,能够完成圆形工件的高精度的定心。
32、(7)根据(6)所述的定心装置,其中,所述控制部还包含判定部,该判定部根据所述定心工具被配置于所述进给目标位置时从所述位移传感器输出的检测信号,判定所述圆形工件的中心与所述旋转台的旋转中心之间的中心振动是否在既定的容许范围内。
33、根据该定心装置,通过判定定心后的圆形工件的偏心的状态是否在既定的容许范围内,能够确认定心结果的合格与否。
34、(8)一种机床,所述机床包含(5)至(7)任一项所述的定心装置。
35、根据该机床,定心装置与机床所具有的各种机构联动,由此能够进行圆形工件的自动定心。
36、(9)一种圆形工件的定心方法,其包含:
37、接触确认工序,在使所述旋转台旋转的同时,将(1)至(4)中任一项所述的定心工具朝向所述旋转台的旋转中心进给,使所述一对推压构件与配置于所述旋转台的圆形工件的周面抵接;
38、目标位置决定工序,根据从所述位移传感器输出的检测信号的波形来决定所述定心工具的进给目标位置;以及
39、定心进给工序,在使所述定心工具移动到所述进给目标位置之后,使所述定心工具后退。
40、根据该圆形工件的定心方法,能够根据从位移传感器输出的检测信号的波形来决定定心工具的正确的进给目标位置,因此通过使定心工具移动到该进给目标位置并后退,能够完成圆形工件的高精度的定心。
41、(10)根据(9)所述的圆形工件的定心方法,其中,在所述接触确认工序与所述目标位置决定工序之间还包含粗定心工序,在所述粗定心工序中,在使所述定心工具与所述圆形工件抵接后后退既定的一定距离之后,使用在该后退后的位置从所述位移传感器输出的检测信号,求出使所述圆形工件的中心与所述旋转台的旋转中心的偏心缩小的粗进给目标位置,将所述定心工具进给到所述粗进给目标位置。
42、根据该圆形工件的定心方法,通过粗定心预先缩小圆形工件的偏心量,由此能够更精密地实施下一工序的定心。
43、(11)根据(9)或(10)所述的圆形工件的定心方法,其中,在所述目标位置决定工序中,在刚刚之前的工序之后使所述定心工具后退既定的第一距离之后,求出所述位移传感器的输出信号的振幅,将从所述定心工具后退了所述第一距离后的位置朝向所述旋转台的旋转中心延伸了第二距离的位置设为所述进给目标位置,所述第二距离是所述第一距离加上粗定心后的偏心而得到的距离。
44、根据该定心方法,将定心工具朝向圆形工件按压的状态下的工件位移的检测有时受到定心工具与圆形工件之间的摩擦以及工具自身的变形等的影响,位移的检测波形会变形,但通过使定心工具后退来减轻上述的影响,能够防止检测波形的变形,能够进行更准确的定心。
45、(12)根据(9)至(11)中任一项所述的圆形工件的定心方法,所述定心方法还包含如下判定工序:
46、求出所述定心工具到达所述进给目标位置时从所述位移传感器输出的检测信号的功率谱,
47、根据求出的所述功率谱判定在除了所述圆形工件的旋转1次分量以外是否存在超过预先确定的阈值的强度的峰,
48、在存在超过所述阈值的强度的峰的情况下,根据所述检测信号的波形中的表示所述圆形工件的周面的凹部的至少两点的峰的坐标之差,求出所述圆形工件的内切圆的中心振动,
49、在不存在超过所述阈值的强度的峰的情况下,通过fft解析,求出所述检测信号的波形中的与所述旋转台的旋转相同的频率的振幅,将该振幅作为所述圆形工件的内切圆的中心振动,判定求出的所述中心振动是否在既定的容许范围内。
50、根据该圆形工件的定心方法,在检测信号的功率谱中,在旋转1次分量以外具有超过阈值的峰的情况下,根据内切圆的中心振动评价定心。另一方面,在旋转1次分量以外的分量值未超过阈值的情况下,根据基于与旋转台的旋转相同的频率的振幅求出的内切圆的中心振动来评价定心。这样,通过根据圆筒工件的正圆度分别使用不同的基准,能够进行应对广泛的正圆度的圆筒工件的偏心评价。
51、(13)根据(12)所述的圆形工件的定心方法,其中,在所述判定工序中,在存在超过所述阈值的强度的旋转次数分量的情况下,在所述旋转台旋转1周的期间从所述位移传感器输出的所述检测信号的波形中,根据表示所述圆形工件的周面的凹部的峰中的、与最大值的峰对应的坐标和与最小值的峰对应的坐标之差,求出与所述圆形工件的周面内切的内切圆的中心振动。
52、根据该圆形工件的定心方法,通过求出位移传感器的检测信号所包含的内切圆的中心振动,能够进行高精度的定心的判定。
53、(14)一种圆形工件的制造方法,其使用了(9)至(13)中任一项所述的圆形工件的定心方法。
54、根据该圆形工件的制造方法,对进行了高精度的定心的圆形工件实施加工,因此能够进行高精度的制造。
55、(15)一种环构件的制造方法,其使用(14)中记载的圆形工件的制造方法来制造环构件。
56、根据该环构件的制造方法,能够进行高精度的环构件的制造。
57、(16)一种轴承的制造方法,其使用(14)所述的圆形工件的制造方法来制造内圈和外圈中的至少一方。
58、根据该轴承的制造方法,能够进行高精度的轴承的制造。
59、(17)一种机械的制造方法,其使用(14)所述的圆形工件的制造方法。
60、根据该机械的制造方法,能够进行高精度的机械的制造。
61、(18)一种车辆的制造方法,其使用(14)所述的圆形工件的制造方法。
62、根据该车辆的制造方法,能够进行高精度的车辆的制造。
63、(19)一种程序,其用于使计算机依次实现如下功能:在使所述旋转台旋转的同时,将权利要求1至4中的任一项所述的定心工具朝向所述旋转台的旋转中心进给,使所述一对推压构件与载置于所述旋转台的所述圆形工件的周面抵接;
64、使用从所述位移传感器输出的检测信号,求出用于使所述圆形工件的中心配置于所述旋转台的旋转中心的所述定心工具的进给目标位置;以及
65、将所述定心工具进给到所述进给目标位置,之后使所述定心工具后退。
66、根据该程序,能够通过计算机自动地实施定心,该定心包含定心工具与圆形工件的接触确认、定心工具的进给目标位置的计算、定心工具的进给以及后退各处理。
67、(20)根据(19)所述的程序,其中,用于使计算机实现如下功能:根据所述定心工具配置于所述进给目标位置时从所述位移传感器输出的检测信号,判定所述圆形工件的中心与所述旋转台的旋转中心之差是否在既定的容许范围内。
68、根据该程序,能够通过计算机自动地实施定心的判定处理。
69、发明效果
70、根据本发明,能够实现基于能够确保圆形工件的材料的加工余量的内切圆的中心振动的定心,能够使圆形工件的偏心自动地缩小至容许范围。
- 还没有人留言评论。精彩留言会获得点赞!