用于氮化硅和金属复合材料的选择性激光烧结的系统和方法与流程
本公开涉及用于制造组件的系统和方法,并且尤其涉及使用选择性激光烧结或熔化来制造组件。本公开的方面涉及由本文所公开的系统和方法生产的组件或植入物。
背景技术:
1、3d打印是一种增材制造(am)技术,用于根据三维(3d)模型数据制造各种结构和复杂几何形状。所述工艺通常由印刷在彼此之上形成的连续材料层组成。3d打印技术是由charles hull于1986年在一种被称为立体平版印刷(sla)的过程中开发的,随后又进行了如粉末床融合、融合沉积建模(fdm)、喷墨打印和轮廓工艺(contour crafting,cc)等开发。3d打印涉及各种方法、材料和设备,已经发展了多年,并且具有改变制造和物流过程的能力。
2、3d打印的改进推动了快速成型领域的发展。一般来说,快速成型是指以自动化的方式直接从计算机辅助设计(“cad”)数据库中制造物品,而不是根据工程图纸对原型物品进行常规机加工。因此,从工程设计中生产原型零件所需的时间从若干周减少到了某些情况下的几个小时。
3、选择性激光烧结使各种材料(包含聚苯乙烯、尼龙、其它塑料以及如聚合物涂覆的金属和陶瓷等复合材料)能够直接制造高分辨率和尺寸精度的三维物品。增材制造使得能够从对象的cad数据库表示直接制造模具;在这种情况下,计算机操作“反转”对象的cad数据库表示,以直接从粉末中形成底片。
4、目前仍需要改进组件制造方法。
技术实现思路
1、本公开涉及用于制造组件的方法和系统,并且尤其涉及使用选择性激光烧结或熔化来制造组件。本公开的方面还涉及由本文所公开的方法生产的组件或植入物。
2、本文所公开的用于制造组件的方法有利地实现了组件的高效和快速生产。另外,本文所公开的方法能够生产定制的组件,如生物医学植入物。所述制造方法利用独特的组合物来生产同时具有高结构稳定性和改进的生物活性的组件,这对于植入物来说是高度期望的。例如,所述组件可能具有增强的骨传导性、骨整合和抗致病性。在一些情况下,所述组件可以被配置成具有改进的生物活性的植入物,这对于牙科植入物、脊椎植入物、关节组件等是期望的。尽管所述组件可以被配置成定制的医疗植入物,在一些实施例中,所述组件可以被配置成具有高接触表面的对象,如把手、旋钮、杠杆、床轨、椅子、可移动灯、灯开关、蜂窝电话壳、托盘桌、小台表面等。
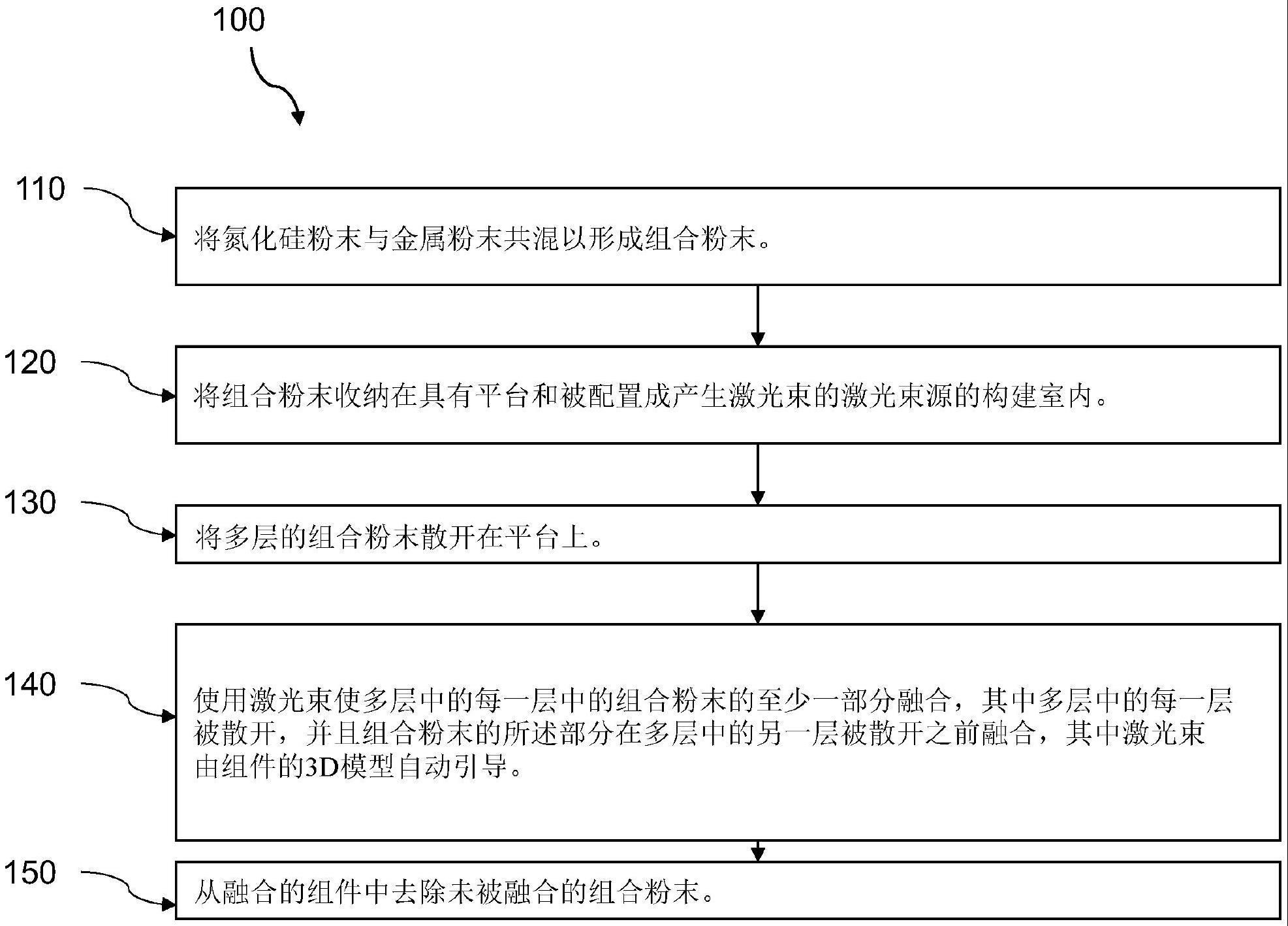
3、根据第一方面,一种用于制造组件的方法通常包括将氮化硅粉末与金属粉末共混以形成组合粉末;在具有平台和可操作以产生激光束的激光束源的构建室内收纳所述组合粉末;将多层的所述组合粉末散开在所述平台上;使用所述激光束将所述组合粉末的至少一部分融合在所述多层中的每一层中,其中所述多层的每一层被散开,并且所述组合粉末的所述部分在所述多层中的另一层被散开之前被融合,并且其中所述激光束由所述组件的3d模型自动引导;并且去除未被所述激光束融合的所述组合粉末。
4、所述组合粉末可以含有约1vol.%至约35vol.%的氮化硅粉末和约65vol.%至约99vol.%的金属粉末。在至少一个实施例中,所述组合粉末含有约10vol.%至约20vol.%的氮化硅粉末和约80vol.%至约90vol.%的金属粉末。在至少一个其它实施例中,所述组合粉末为约15vol.%的氮化硅粉末和约85vol.%的金属粉末。在一些实例中,所述组合粉末可以由氮化硅粉末和钛合金粉末组成或本质上由氮化硅粉末和钛合金粉末组成。所述钛合金粉末可以优选地为ti6al4v。所述金属粉末的粉末尺寸分布可以为约20微米至约300微米。在一些示例性实施例中,所述金属粉末的粉末尺寸分布可以为约20微米至约65微米。另外或可替代地,所述氮化硅粉末的粉末尺寸分布可以为约20微米至约300微米。在一些情况下,所述组合粉末的堆积密度为其理论值的约25%至约60%。
5、所述方法可以包含使用激光,通过熔化或烧结,通过将所述组合粉末加热到约1000℃至约1700℃的温度来融合所述组合粉末。优选地,所述激光通过烧结,通过将所述组合粉末加热到约1000℃至约1700℃的温度来融合所述组合粉末。
6、所述方法可以在所述构建室内使用大气压。在一些情况下,所述构建室含有(n2)气体,例如,在操作期间。在其它情况下,所述构建室含有氨气(nh3),例如,在操作期间。在另外的情况下,所述构建室含有氢气(h2)和氮气(n2)的组合,例如,在操作期间。
7、在至少一个实施例中,所述方法可以进一步包含对所述组件的表面进行机加工。在其它实施例中,对所述组件的表面进行机加工包括抛光所述组件的表面和/或在所述组件的表面上进行化学蚀刻。
8、根据第二方面,提供了一种包括约1vol.%至约35vol.%的氮化硅和约65vol.%至约99vol.%的金属粉末的植入物,所述植入物通过一种方法生产,所述方法包含将氮化硅粉末与钛合金粉末共混以形成组合粉末;在具有平台和可操作以产生激光束的激光束源的构建室内收纳所述组合粉末;将多层的所述组合粉末散开在所述平台上;使用所述激光束将所述组合粉末的至少一部分融合在所述多层中的每一层中,其中所述多层的每一层被散开,并且所述组合粉末的所述部分在所述多层中的另一层被散开之前被融合,其中所述激光束由所述组件的3d模型自动引导;并且将未融合的所述组合粉末从所述组件中去除。
9、所述植入物可以包括钛合金粉末,所述钛合金粉末为ti6al4v。在一些情况下,所述植入物进一步包括约0.1vol.%或更多的铁、铝、铜、镍、钴、铬、其合金或其组合。在至少一个实施例中,与不具有所述氮化硅粉末的植入物相比,所述植入物上的成骨细胞增殖增加。优选地,所述植入物可以是抗病原的。例如,所述植入物可以抑制细菌、真菌和病毒中的至少一种的增殖。
技术特征:
1.一种用于制造组件的方法,所述方法包括:
2.根据权利要求1所述的方法,其中所述金属粉末选自包括以下的粉末:钛合金、钢、镍基超级合金、奥氏体镍-铬基超级合金、铜、铝、不锈钢、工具钢、钴-铬合金、钨合金、硅和硅合金。
3.根据权利要求1所述的方法,其中所述金属粉末为钛合金粉末。
4.根据权利要求3所述的方法,其中所述钛合金粉末为ti-6al-4v。
5.根据权利要求1所述的方法,其中所述组合粉末含有约5vol.%至约25vol.%的氮化硅粉末和约75vol.%至约95vol.%的金属粉末。
6.根据权利要求5所述的方法,其中所述组合粉末含有约10vol.%至约20vol.%的氮化硅粉末和约80vol.%至约90vol.%的金属粉末。
7.根据权利要求6所述的方法,其中所述组合粉末为约15vol.%的氮化硅粉末和约85vol.%的金属粉末。
8.根据权利要求1所述的方法,其中所述组合粉末由氮化硅粉末和钛合金粉末组成。
9.根据权利要求1所述的方法,其中所述氮化硅粉末的粉末尺寸分布为约20微米至约300微米。
10.根据权利要求1所述的方法,其中所述金属粉末的粉末尺寸分布为约20微米至约300微米。
11.根据权利要求1所述的方法,其中所述组合粉末的堆积密度为其理论值的约25%至约60%。
12.根据权利要求1所述的方法,其中所述激光通过将所述组合粉末加热到约1000℃至约1700℃的温度以通过熔化使所述组合粉末融合。
13.根据权利要求1所述的方法,其中所述构建室内的压力为大气压。
14.根据权利要求1所述的方法,其中所述构建室含有氮气(n2)。
15.根据权利要求1所述的方法,其中所述构建室含有氨气(nh3)。
16.根据权利要求1所述的方法,其中所述构建室含有氢气(h2)和氮气(n2)的组合。
17.根据权利要求1所述的方法,其进一步包括:
18.根据权利要求17所述的方法,其中对所述表面进行机加工包括抛光所述组件的表面和/或对所述组件的表面进行化学蚀刻。
19.一种植入物,其包括约1vol.%至约35vol.%的氮化硅和约35vol.%至约99vol.%的钛合金粉末,其中所述植入物通过包括以下的方法生产:
20.根据权利要求19所述的植入物,其中所述金属粉末选自包括以下的粉末:钛合金、钢、镍基超级合金、奥氏体镍-铬基超级合金、铜、铝、不锈钢、工具钢、钴-铬合金、钨合金、硅和硅合金。
21.根据权利要求19所述的植入物,其中所述金属粉末为ti-6al-4v。
22.根据权利要求19所述的植入物,其中所述植入物进一步包括约0.1vol.%或更多的铁、铝、铜、镍、钴、铬、其合金或其组合。
技术总结
公开了用于制造组件的方法和系统。用于制造组件的所述方法通常包括将氮化硅粉末与钛合金粉末共混以形成组合粉末;将所述组合粉末收纳在具有平台和被配置成产生激光束的激光束源的构建室内;将多层的所述组合粉末散开在所述平台上;使用所述激光束使所述多层中的每一层中的所述组合粉末的至少一部分融合,其中所述多层中的每一层被散开,并且所述组合粉末的所述部分在所述多层中的另一层被散开之前融合,其中所述激光束由所述组件的3D模型自动引导;以及去除未被融合的所述组合粉末。
技术研发人员:B·J·麦肯泰尔,B·S·巴尔,R·M·伯克
受保护的技术使用者:辛特科技公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!