冷轧设备、冷轧方法及金属板的制造方法与流程
本发明涉及冷轧设备、冷轧方法及金属板的制造方法。
背景技术:
1、一般在利用轧辊对钢板等轧制对象材料进行冷轧时向轧辊供给轧制油。轧制油承担使轧制对象材料与轧辊之间产生的摩擦降低的润滑剂(润滑油)的作用。而且,轧制油也承担作为冷却剂的作用,所述冷却剂冷却轧制对象材料及轧辊以使得轧制对象材料及轧辊的温度不由于在轧制时产生的摩擦发热或加工发热而过度上升。作为冷轧时的轧制油的供给方式,已知不循环使用轧制油的直接供油方式(直接方式)和循环使用轧制油的循环供油方式(循环方式)。
2、此外,近年来,以通过轻重量化抑制油耗等为目的,高强度且薄规格的薄物硬质材料的需求高涨。但是,当在成为高负荷的冷轧时用以往的循环供油方式供给轧制油时,有时会成为润滑不足,称为颤振的向铅垂方向的轧机振动以100hz~200hz左右的频率发生。由于当发生颤振时,容易产生轧制对象材料的厚度周期性地变动的现象,所以颤振的发生成为妨碍高附加价值商品的生产性的因素。由于这样的背景,在专利文献1、2中提出了抑制发生由润滑不足引起的颤振的方法。具体而言,在专利文献1、2中记载了如下方法:在供给第一轧制油的循环供油方式和供给与第一轧制油不同的第二轧制油的直接供油方式的混合润滑方式中,通过控制第二轧制油的供给量,从而以最终轧制机架的摩擦系数成为目标摩擦系数的方式进行控制。
3、然而,本发明的发明人们发现:利用专利文献1、2记载的方法,也会发生轧制对象材料的厚度的变动。然后,调查其原因后,发现是由以比铅垂方向的轧机振动的频率低几十hz(30~100hz左右)的频率产生的向水平方向的轧机振动(以下,在本说明书中,有时也将“向水平方向的轧机振动”称为“水平振动”或“水平方向上的颤振”)引起。作为产生水平振动的原因,可列举:与近年来的高负荷且要求高精度的形状控制的冷轧对应地,在工作辊与辅助辊(支撑辊)之间设置有上下一对中间辊而成的6hi型轧机不断增加。
4、轧机的各种辊经由安装于各自的轴线方向上的两端的辊轴承座,安装在配置于操作侧及驱动侧的左右的壳体上。此时,为了容易进行辊的更换作业,在辊轴承座与壳体之间设置有间隙。但是,当在保持该间隙的状态下进行轧制时,由于在轧制时施加于辊的力,会产生辊轴承座的位置发生偏移的所谓松动。因此,一般来说,为了在一个方向侧填埋辊轴承座与壳体之间的间隙,将工作辊及中间辊在水平方向上偏移配置,使轧制负载的一部分作用于水平方向而使工作辊在水平方向上的位置稳定。另一方面,在伴随着高负荷而作用于工作辊的水平力较大或无法消除松动的情况下,容易产生工作辊在水平方向上振动而厚度周期性地变动的现象。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2006-263772号公报
8、专利文献2:日本特开2013-99757号公报
9、专利文献3:日本特开2007-152352号公报
技术实现思路
1、发明要解决的课题
2、作为消除上述水平振动的手段,可考虑如下手段:为了在一个方向侧填埋辊轴承座与壳体之间产生的间隙,在辊轴承座与壳体之间配置松动吸收装置,一边吸收松动一边对轧制对象材料进行轧制(参照专利文献3)。然而,在串联冷轧机中,由于每分钟供给数千升的轧制油,所以即使配置松动吸收装置,由于松动吸收装置劣化、故障,水平振动也会复发,无法根本地解决。
3、本发明鉴于上述课题而作出,其目的在于提供能抑制水平方向上的颤振产生的冷轧设备及冷轧方法。另外,本发明的另一目的在于提供能成品率良好地制造金属板的金属板的制造方法。
4、用于解决课题的手段
5、本发明的发明人们刻苦研究了用于在冷轧时有效地抑制水平方向上的颤振的轧制油的供给方法。本发明的发明人们关于铅垂方向上的颤振的抑制具有如下见解:不仅针对成为颤振的发生源的轧制机架,也基于一定的基准适当地保持与在其上游侧相邻的轧制机架的轧制条件的均衡性,从而能够抑制颤振。因此,关于规定用于抑制水平方向上的颤振的轧制条件的基准,进行更详细的研究后,想到如下技术思想:通过将作用于相邻的两个轧制机架的辊的水平力之比保持在适当的范围内,从而能够抑制水平方向上的颤振。本发明基于这样的见解而作出。
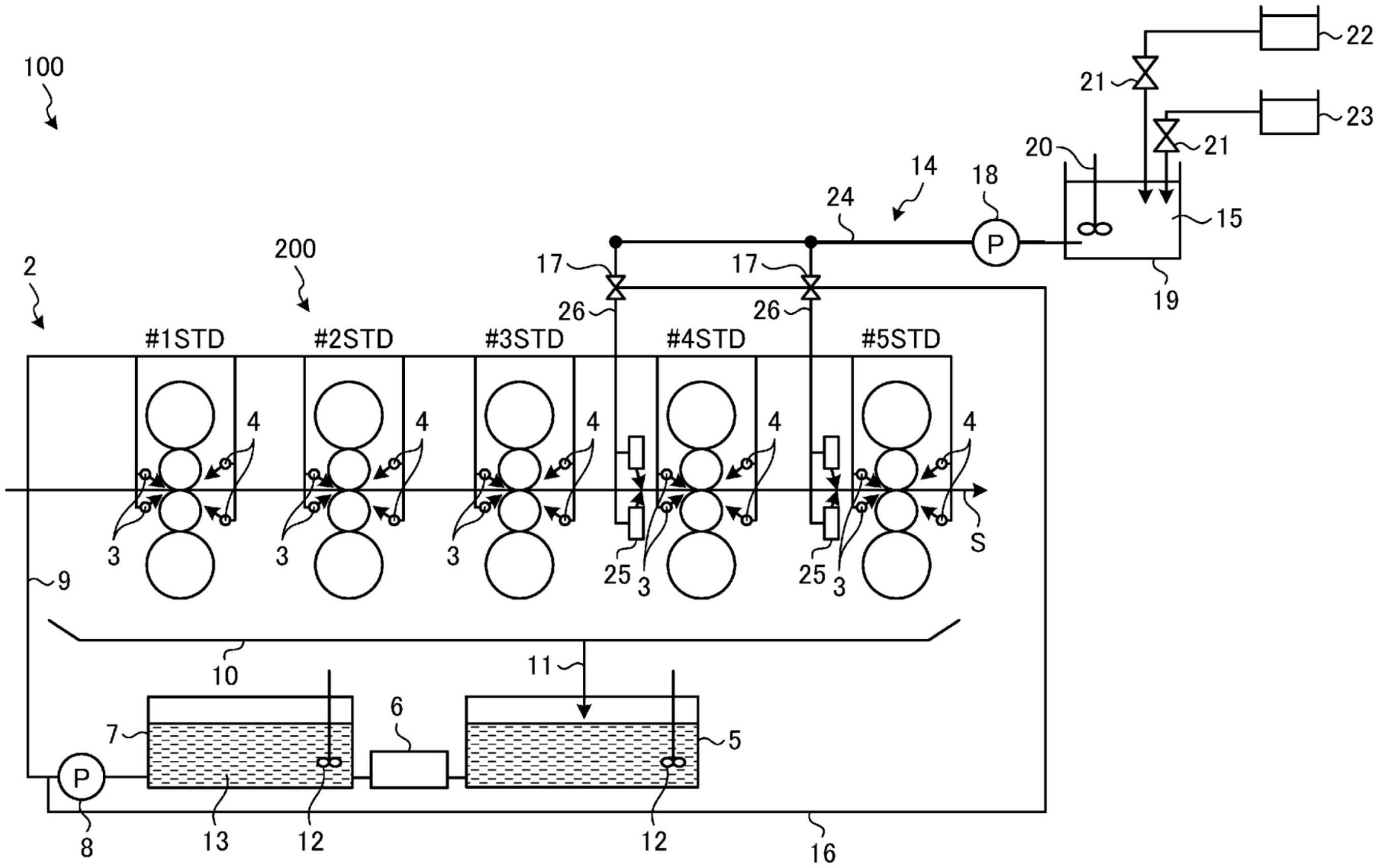
6、本发明的第一方案的冷轧设备具备:串联冷轧机,其具备多个轧制机架;和轧制供给系统,其向所述串联冷轧机供给轧制油,所述轧制供给系统具有供给第一乳液轧制油的第一轧制油供给系统和供给比第一乳液轧制油高浓度的第二乳液轧制油的第二轧制油供给系统,以满足下述数学式(1)的方式对所述多个轧制机架中的至少特定的轧制机架供给所述第一乳液轧制油与所述第二乳液轧制油混合而成的混合轧制油。
7、0.6≤f2/f1≤1.4…(1)
8、f1:在轧制方向上作用于所述特定的轧制机架所具备的辊的第一水平力,
9、f2:在轧制方向上作用于在所述特定的轧制机架的上游侧相邻地配置的上游侧轧制机架具备的辊的第二水平力。
10、也可以是,在所述第一水平力及所述第二水平力均超过规定的基准值的情况下,向所述特定的轧制机架及所述上游侧轧制机架双方供给所述混合轧制油,在所述第一水平力及所述第二水平力中的仅所述第一水平力超过规定的基准值的情况下,向所述特定的轧制机架供给所述混合轧制油、不向所述上游侧轧制机架供给所述混合轧制油。
11、也可以是,在所述第一水平力及所述第二水平力均超过规定的基准值的情况下、及所述第一水平力及所述第二水平力中的仅所述第一水平力超过规定的基准值的情况下,向所述特定的轧制机架供给所述混合轧制油、不向所述上游侧轧制机架供给所述混合轧制油。
12、本发明的第二方案的冷轧设备具备:串联冷轧机,其具备多个轧制机架;和轧制供给系统,其向所述串联冷轧机供给轧制油,所述轧制供给系统具有供给第一乳液轧制油的第一轧制油供给系统和供给比第一乳液轧制油高浓度的第二乳液轧制油的第二轧制油供给系统,以满足下述数学式(2)的方式对所述多个轧制机架中的至少特定的轧制机架供给第一乳液轧制油与第二乳液轧制油混合而成的混合轧制油。
13、0.6≤f3/f1≤1.4…(2)
14、f1:对所述特定的轧制机架具备的辊在轧制方向上起作用的第一水平力
15、f3:基于所述特定的轧制机架的过去的轧制实际值确定的第三水平力。
16、本发明的冷轧方法利用本发明的冷轧设备对轧制对象材料进行冷轧。
17、本发明的金属板的制造方法利用本发明的冷轧方法对作为金属板的轧制对象材料进行冷轧并制造金属板。
18、发明的效果
19、根据本发明的冷轧设备及冷轧方法,能够抑制水平方向上的颤振发生。另外,根据本发明的金属板的制造方法,能够成品率良好地制造金属板。
技术特征:
1.冷轧设备,其具备:
2.根据权利要求1所述的冷轧设备,其中,
3.根据权利要求1所述的冷轧设备,其中,
4.冷轧设备,其具备:
5.冷轧方法,其中,利用权利要求1~4中任一项所述的冷轧设备对轧制对象材料进行冷轧。
6.金属板的制造方法,其中,利用权利要求5所述的冷轧方法对作为金属板的轧制对象材料进行冷轧来制造金属板。
技术总结
本发明的冷轧设备具备:具备多个轧制机架的串联冷轧机和向串联冷轧机供给轧制油的轧制供给系统,轧制供给系统具有供给第一乳液轧制油的第一轧制油供给系统和供给比第一乳液轧制油高浓度的第二乳液轧制油的第二轧制油供给系统,以满足下述数学式(1)的方式对多个轧制机架中的至少特定的轧制机架供给第一乳液轧制油与第二乳液轧制油混合而成的混合轧制油。0.6≤F2/F1≤1.4…(1),F1:在轧制方向上作用于所述特定的轧制机架所具备的辊的第一水平力,F2:在轧制方向上作用于在所述特定的轧制机架的上游侧相邻地配置的上游侧轧制机架具备的辊的第二水平力。
技术研发人员:藤田升辉,大桥美和,荒川哲矢,松原行宏
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!