推料控制方法、装置、剪切机及计算机可读存储介质与流程
本申请涉及金属回收设备,尤其涉及一种推料控制方法、装置、剪切机及计算机可读存储介质。
背景技术:
1、在剪切机的进料过程中,需要控制每次进料的长度。以采用接近开关为传感器为例,当接近开关感应头前方有金属物料经过时,就会被其感应到,当其前方是缺口经过时就会感应不到,所以当推头带着感应板经过接近开关感应头前方时,接近开关会输出感应到间隔的交替信号。因间隔的距离是设定的,假设为l0,通过对交替信号进行计数,假定计数为i,就得到某一时刻的感应板前进距离li就等于l0×i,这样就可以通过计数来感知推头的位置。所以理论上通过计数就可以控制推头的前进距离,并且感应间隔设置越短,控制精度就越高。
2、但是实际上,只靠控制感应间距还无法达到精准控制要求,是因为推头在得到停止的信号后无法立即停稳,会出现滑动现象,而滑动距离的多少是不确定的,与当时刻推头的惯性速度以及遇到的阻力相关,如果停止时刻的阻力大,那么推头滑动的距离就小,如果阻力小,那么推头滑动的距离就大,要改善这一问题最常见的办法就是提前减速法,但是要做到非常高的精度,就与每次减速的提前量与减速度的大小相关,如果简单的将提前减速的距离设置得足够长,速度降得最低,是可以达到好的精度效果,但是会严重影响推料的时间效率,所以难以兼顾推料的效率和精度。
技术实现思路
1、本申请所要解决的技术问题在于,针对现有技术的上述不足,提出一种推料控制方法、装置、剪切机及计算机可读存储介质。
2、一种推料控制方法,所述推料控制方法应用于剪切机的推料装置,所述推料装置包括推头、驱动源、联动件、感应器;所述驱动源用于驱动所述推头向前推送物料;所述联动件与所述推头连接,沿所述推头运动的前后方向,所述联动件上交替布置有第一感应部位和第二感应部位;所述感应器能够对第一感应部位和第二感应部位进行感应,并对应输出与第一感应部位对应的第一感应信号、以及与第二感应部位对应的第二感应信号;所述推料控制方法包括步骤:
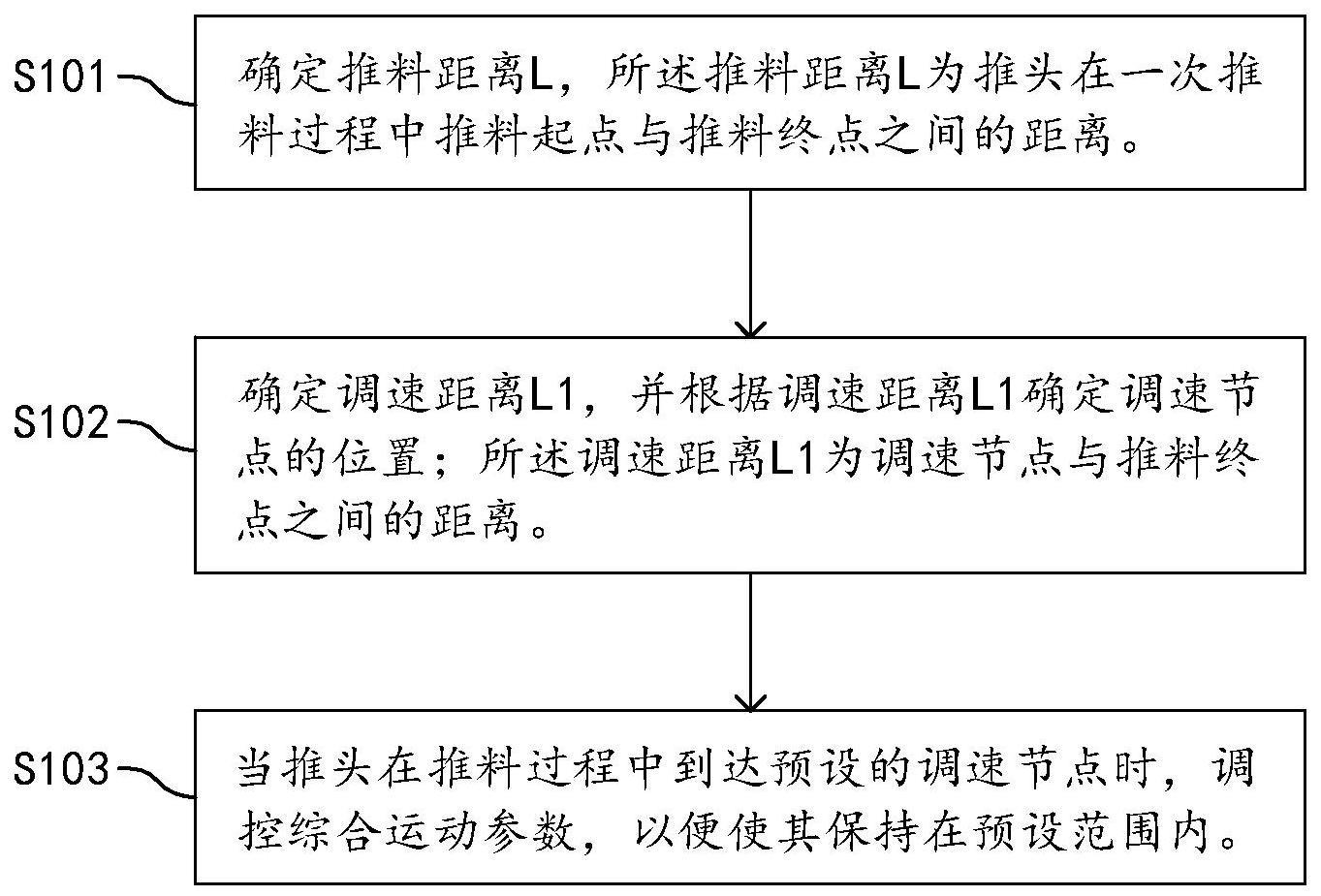
3、确定推料距离l,所述推料距离l为推头在一次推料过程中推料起点与推料终点之间的距离;
4、确定调速距离l1,并根据调速距离l1确定调速节点的位置;所述调速距离l1为调速节点与推料终点之间的距离;
5、当推头在推料过程中到达预设的调速节点时,调控综合运动参数qi,以便使其保持在预设范围内;所述综合运动参数qi的计算式为:
6、qi=(vi×li+ai×l0)/(li+l0)
7、其中,vi为推头在第i个感应区间内的平均速度,vi=l0/ti,ai为加速度参数,ai=(vi-vi-1)/(ti-ti-1);i为推料起点到当前位置之间所包含的感应区间的数量,每一个感应区间由相邻的一个第一感应部位和一个第二感应部位构成,且长度为l0;ti为推头在第i个感应区间内运动的时间。
8、在一改进的技术方案中,所述驱动源为液压缸,且所述液压缸由电比例变量泵供油驱动;所述电比例变量泵的输入电流由所述控制器进行控制;
9、所述调控综合运动参数qi具体包括:
10、当综合运动参数qi低于下限阈值qmin时,调节电比例变量泵的输入电流a至电流上限值amax;
11、当综合运动参数qi高于上限阈值qmax时,调节电比例变量泵的输入电流a至电流下限值amin;
12、当综合运动参数qi位于下限阈值qmin与上限阈值qmax之间时,调节电比例变量泵的输入电流a为amin+(qmax-qi)/(qmax-qmin)×(amax-amin)。
13、在一改进的技术方案中,还包括步骤:
14、确定综合运动参数qi的标准值q0;
15、根据所述标准值q0确定下限阈值qmin和上限阈值qmax,其中,qmin=q0-k1,qmax=q0+k2,k1,k2为预设的调节参数,且k1,k2>0。
16、在一改进的技术方案中,还包括:
17、获取驱动源的推料负载p;
18、在每一次推料时,根据推料的推料负载p和所述推料距离l,确定调速距离l1和调速节点的位置。
19、在一改进的技术方案中,所述调速距离l1的计算式如下:
20、l1=f(p)×k3×l
21、其中,f(p)为与所述推料负载p成正相关的影响因子,k3为调节常数,且k3>0。
22、另一方面,本申请还提供了一种推料控制装置,所述推料控制装置应用于剪切机的推料装置,所述推料装置包括推头、驱动源、联动件、感应器;所述驱动源用于驱动所述推头向前推送物料;所述联动件与所述推头连接,沿所述推头运动的前后方向,所述联动件上交替布置有第一感应部位和第二感应部位;所述感应器能够对第一感应部位和第二感应部位进行感应,并对应输出与第一感应部位对应的第一感应信号、以及与第二感应部位对应的第二感应信号;所述推料控制装置包括:
23、第一确定模块,用于确定推料距离l,所述推料距离l为推头在一次推料过程中推料起点与推料终点之间的距离;
24、第二确定模块,用于确定调速距离l1,并根据调速距离l1确定调速节点的位置;所述调速距离l1为调速节点与推料终点之间的距离;
25、调控模块,用于当推头在推料过程中到达预设的调速节点时,调控综合运动参数qi,以便使其保持在预设范围内;所述综合运动参数qi的计算式为:
26、qi=(vi×li+ai×l0)/(li+l0)
27、其中,vi为推头在第i个感应区间内的平均速度,vi=l0/ti,ai为加速度参数,ai=(vi-vi-1)/(ti-ti-1);i为推料起点到当前位置之间所包含的感应区间的数量,每一个感应区间由相邻的一个第一感应部位和一个第二感应部位构成,且长度为l0;ti为推头在第i个感应区间内运动的时间。
28、另一方面,本申请还提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现上述的推料控制方法的步骤。
29、另一方面,本申请还提供了一种剪切机,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述推料控制方法的步骤。
30、本申请提供了一种推料控制方法,该推料控制方法采用感应器对联动件的第一感应部位和第二感应部位进行感应,并对应输出与第一感应部位对应的第一感应信号、以及与第二感应部位对应的第二感应信号。剪切机的控制器根据交替信号进行计数确定联动件和推头的前进距离和位置。本申请通过设计调速节点,在调速节点处对综合运动参数qi进行调控,以便使其保持在预设范围内,从而可以达到最佳的效率与精度兼顾要求,大幅度降低因推头运动速度不均带来的误差影响。
技术特征:
1.一种推料控制方法,其特征在于,所述推料控制方法应用于剪切机的推料装置,所述推料装置包括推头、驱动源、联动件、感应器;所述驱动源用于驱动所述推头向前推送物料;所述联动件与所述推头连接,沿所述推头运动的前后方向,所述联动件上交替布置有第一感应部位和第二感应部位;所述感应器能够对第一感应部位和第二感应部位进行感应,并对应输出与第一感应部位对应的第一感应信号、以及与第二感应部位对应的第二感应信号;所述推料控制方法包括步骤:
2.根据权利要求1所述的推料控制方法,其特征在于,所述驱动源为液压缸,且所述液压缸由电比例变量泵供油驱动;所述电比例变量泵的输入电流由所述控制器进行控制;
3.根据权利要求2所述的推料控制方法,其特征在于,还包括步骤:
4.根据权利要求1所述的推料控制方法,其特征在于,还包括:
5.根据权利要求4所述的推料控制方法,其特征在于,所述调速距离l1的计算式如下:
6.一种推料控制装置,其特征在于,所述推料控制装置应用于剪切机的推料装置,所述推料装置包括推头、驱动源、联动件、感应器;所述驱动源用于驱动所述推头向前推送物料;所述联动件与所述推头连接,沿所述推头运动的前后方向,所述联动件上交替布置有第一感应部位和第二感应部位;所述感应器能够对第一感应部位和第二感应部位进行感应,并对应输出与第一感应部位对应的第一感应信号、以及与第二感应部位对应的第二感应信号;所述推料控制装置包括:
7.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该计算机程序被处理器执行时实现权利要求1-5任一项所述推料控制方法的步骤。
8.一种剪切机,其特征在于,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现权利要求1-5任一项所述推料控制方法的步骤。
技术总结
本发明提供了一种推料控制方法、装置、剪切机及计算机可读存储介质,涉及金属回收设备技术领域,所述推料控制方法包括步骤:确定推料距离L,所述推料距离L为推头在一次推料过程中推料起点与推料终点之间的距离;确定调速距离L1,并根据调速距离L1确定调速节点的位置;所述调速距离L1为调速节点与推料终点之间的距离;当推头在推料过程中到达预设的调速节点时,调控综合运动参数Q<subgt;i</subgt;,以便使其保持在预设范围内;本申请通过设计调速节点,在调速节点处对综合运动参数Q<subgt;i</subgt;进行调控,以便使其保持在预设范围内,从而可以达到最佳的效率与精度兼顾要求,大幅度降低因推头运动速度不均带来的误差影响。
技术研发人员:龚佳兴,林涛,杨岱璋
受保护的技术使用者:长沙中金智能装备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!