包括基于超级合金的堆焊层的活塞的制作方法
本公开涉及包括超级合金堆焊层的活塞以及制造包括超级合金堆焊层的活塞的方法。
背景技术:
1、已经针对内燃发动机活塞提议了许多涂层和涂覆工艺。迄今为止,此类提议存在许多缺陷、缺点和未满足的需求,包括涉及耐久性和功效的那些需求。常规的提议可能导致活塞的对其施加涂层的部分发生不期望的硬化。这种硬化增加在内燃发动机中的活塞的操作期间涂层-活塞分离或其他涂层失效的风险。常规的提议可能需要涂覆后处理,诸如涂覆后加热,以试图补偿这种不期望的硬化,这增加生产期望产品所需的复杂性、费用和时间。此外,此类涂覆后工艺本身产生经涂覆的活塞的组成的不期望的变化,包括由涂覆后加热或其他涂覆后操作引起的氧化和其他变形。仍然存在对本文公开的独特设备、系统和方法的大量需求。
2、示例性实施方案的公开内容
3、为了清楚地、简洁地和准确地描述本公开的示例性实施方案、制造和使用本公开的方式和过程以及为了使得能够实践、制造和使用本公开,现在将参考某些示例性实施方案,包括图中所示的那些实施方案,并且将使用具体语言来描述本公开。然而,应当理解,并不由此产生对本发明的范围的限制,并且本发明包括并保护本领域技术人员将想到的示例性实施方案的此类变更、修改和进一步应用。
技术实现思路
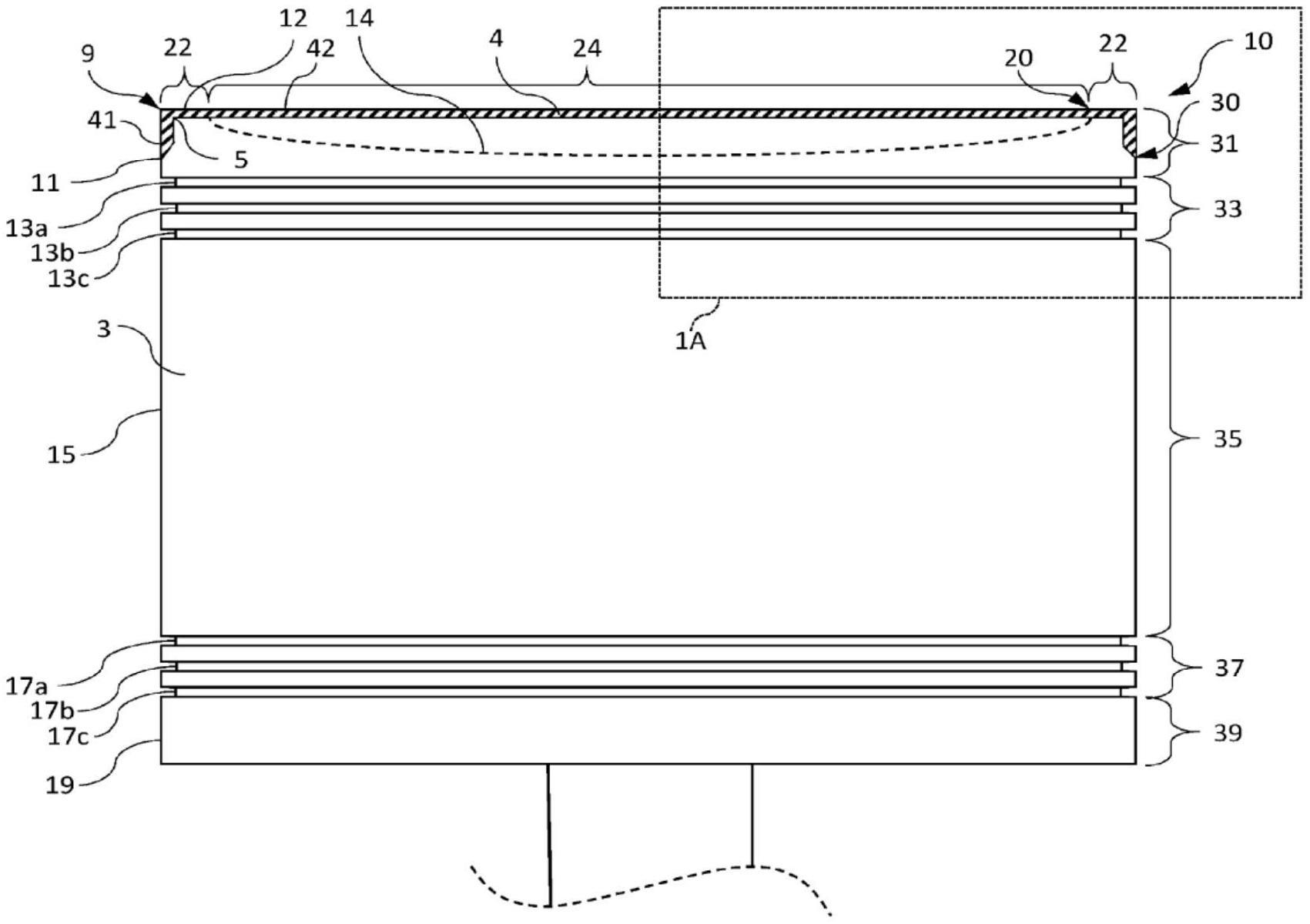
1、一些示例性实施方案为用于往复式活塞发动机的独特活塞,包括活塞形体和包覆活塞形体的至少一部分的超级合金堆焊层。一些示例性实施方案为用超级合金堆焊层包覆活塞形体的至少一部分的独特方法。根据以下描述和附图将明白另外的实施方案、形式、目的、特征、优点、方面和益处。
技术特征:
1.一种用于往复式活塞发动机的活塞,所述活塞包括:
2.根据权利要求1所述的活塞,其中所述第一多个邻接焊道形成为与相应的相邻焊道部分重叠。
3.根据权利要求1所述的活塞,其中所述第一多个焊道依次形成,从所述超级合金堆焊层与限定在所述活塞形体中的泄压切口之间的周边界面处开始,并在所述泄压切口的与所述周边界面间隔开的内部位置处终止。
4.根据权利要求3所述的活塞,其中所述周边界面位于所述活塞形体的圆柱形侧表面上。
5.根据权利要求1所述的活塞,其中所述第一多个邻接焊道和所述第二多个邻接焊道通过定向能量沉积焊接形成。
6.根据权利要求1所述的活塞,其中所述活塞形体具有包括顶表面部分和从所述顶表面部分向下延伸的侧表面部分的外表面,并且所述超级合金堆焊层包覆所述侧表面部分的至少一部分和所述顶表面部分的至少一部分。
7.根据权利要求6所述的活塞,其中所述超级合金堆焊层基本上包覆整个所述顶表面部分。
8.根据权利要求1所述的活塞,其中所述第一多个焊道相对于所述第二多个焊道以一定角度偏移。
9.根据权利要求8所述的活塞,其中所述角度为至少+/-45度。
10.根据权利要求1所述的活塞,其中所述超级合金堆焊层包括统一编号系统(uns)名称n06625。
11.根据权利要求1所述的活塞,其中所述活塞形体的在所述第一焊接层下面的多个热影响区通过所述第一多个邻接焊道中的相邻者的定位而回火,所述多个热影响区通过所述第一多个邻接焊道中的每一个的焊接而硬化。
12.根据权利要求11所述的活塞,其中所述多个热影响区通过所述第二焊接层的定位而进一步回火。
13.根据权利要求12所述的活塞,其中所述多个热影响区通过将能量定向到所述第二焊接层的方向在不添加超级合金材料的情况下进一步回火。
14.根据权利要求1至10中任一项所述的活塞,其中所述第一多个焊道沿着对应的多个平行曲线延伸。
15.根据权利要求14所述的活塞,其中所述第二多个焊道沿着对应的第二多个平行曲线延伸。
16.根据权利要求1至10中任一项所述的活塞,其中所述超级合金堆焊层的至少一部分设置在形成于所述活塞形体中的泄压切口中。
17.根据权利要求16所述的活塞,其中所述泄压切口包括圆角切口和倾斜度为45度或更小的倾斜切口中的一者。
18.根据权利要求16所述的活塞,其中所述第一多个焊道始形成于所述超级合金堆焊层与所述泄压切口之间的界面处并连续地远离所述界面前进。
19.根据权利要求1至10中任一项所述的活塞,其中所述活塞形体包括钢活塞形体。
20.根据权利要求1至10中任一项所述的活塞,其中所述活塞形体包括铝活塞形体。
21.一种制造用于往复式活塞发动机的活塞的方法,所述方法包括:
22.根据权利要求21所述的方法,其中所述第一连续焊接和所述第二连续焊接包括超级合金原料的定向能量沉积(ded)焊接。
23.根据权利要求21所述的方法,其中所述第一连续焊接包括将所述第一多个邻接超级合金焊道中的连续者与相应的相邻邻接超级合金焊道部分重叠地焊接。
24.根据权利要求21所述的方法,其中所述第一连续焊接包括以从与所述活塞形体的周边界面开始并连续地远离所述周边界面前进的次序,焊接所述第一多个邻接超级合金焊道中的连续者。
25.根据权利要求21所述的方法,其包括限定在所述活塞形体中限定的泄压切口,其中所述周边界面位于泄压切口中。
26.根据权利要求21所述的方法,其中所述第二连续焊接包括以与所述第一多个邻接超级合金焊道偏移的角度焊接所述第二多个邻接超级合金焊道。
27.根据权利要求26所述的方法,其中所述角度为至少+/-45度。
28.根据权利要求26所述的方法,其包括以第一平行线布置所述第一多个邻接超级合金焊道的至少一部分,以第二平行线布置所述第二多个邻接超级合金焊道的至少一部分,并且所述角度对应于所述第一平行线和所述第二平行线的偏移关系。
29.根据权利要求26所述的方法,其包括以第一平行曲线布置所述第一多个邻接超级合金焊道的至少一部分,以第二平行曲线布置所述第二多个邻接超级合金焊道的至少一部分,并且所述角度对应于所述第一平行曲线的切线和所述第二平行曲线的切线的偏移关系。
30.根据权利要求21所述的方法,其包括由包括统一编号系统(uns)名称n06625的原料形成所述第一超级合金焊接层和所述第二超级合金。
31.根据权利要求21至30中任一项所述的方法,其中所述第一多个邻接超级合金焊道的第一连续焊接包括首先在所述第一多个邻接焊道中的每一个的焊接期间硬化所述活塞形体的相应热影响区,以及之后在所述第一多个邻接超级合金焊道中的邻接焊道的焊接期间对所述相应热影响区的至少一部分进行回火。
32.根据权利要求31所述的方法,其包括在所述第二焊接层的焊接期间对所述活塞形体的位于所述第一焊接层下面的所述热影响区进行进一步回火。
33.根据权利要求32所述的方法,其包括通过在不添加超级合金材料的情况下将定向能量施加到所述第二焊接层,在所述第二焊接层的焊接之后,对所述活塞形体在所述第一焊接层下面的所述热影响区进行进一步回火。
34.根据权利要求21至30中任一项所述的方法,其包括沿着对应的多个平行曲线形成所述第一多个邻接超级合金焊道。
35.根据权利要求34所述的方法,其包括沿着对应的第二多个平行曲线形成所述第二多个邻接超级合金焊道。
36.根据权利要求21至30中任一项所述的方法,其包括在所述活塞形体中形成的泄压切口中形成所述超级合金堆焊层的至少一部分。
37.根据权利要求36所述的方法,其包括在所述活塞形体中形成所述泄压切口,其中所述泄压切口包括圆角切口和倾斜度为45度或更小的倾斜切口中的一者。
38.根据权利要求36所述的方法,其中所述第一连续焊接包括从所述超级合金堆焊层与所述泄压切口之间的界面开始并继续连续地远离所述界面,焊接所述第一多个邻接超级合金焊道。
39.根据权利要求21至30中任一项所述的方法,其包括提供所述活塞形体作为钢活塞形体。
40.根据权利要求21至30中任一项所述的方法,其包括提供所述活塞形体作为铝活塞形体。
技术总结
一种用于往复式活塞发动机的活塞包括活塞主体,所述活塞主体包括活塞形体和包覆所述活塞形体的一部分并与其冶金学结合的超级合金堆焊层。所述超级合金堆焊层包括设置在所述活塞形体上的第一焊接层,所述第一焊接层包括第一多个邻接焊道。所述超级合金堆焊层还包括设置在所述第一焊接层上的第二焊接层,所述第二焊层包括第二多个邻接焊道。
技术研发人员:R·E·霍耶,S·S·乔希,H·S·萨维奇
受保护的技术使用者:康明斯有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!