焊接产品的制造方法与流程
本公开涉及一种通过所谓套筒式焊接来制造焊接产品的方法。
背景技术:
1、电子产品等焊接产品例如通过将电子部件的端子间、电子部件与基板的电子电路焊接来制造。通过焊接而制造了传感器、致动器、逆变器、电动窗、马达等焊接产品。电子部件与基板的焊接主要采用回流、喷流之类的被称为表面贴焊的焊接。将通过这些焊接而完成的电子电路与连接器、致动器、传感器等接合的焊接被称为后焊,后焊可使用烙铁式、激光式、套筒式。
2、从抑制焊接时的焊料和助焊剂的飞散、进而向被接合对象定量供给稳定的焊料方面出发,套筒式焊接方法优异(参照专利文献1)。
3、在套筒式焊接中,通常可使用筒状的烙铁、焊线。焊线含有焊料合金和助焊剂,作为助焊剂,可使用松香等树脂(具体而言为树脂)。这样的焊料也被称为树脂芯焊料。
4、在焊接技术领域中,为了发挥上述优点,正不断推进适于套筒式焊接方法的焊料、助焊剂的技术开发。例如在专利文献2中公开了一种使用以挥发性松香为主成分的助焊剂的技术。根据专利文献2,能够通过该技术来抑制由助焊剂引起的焊接不良。具体而言,认为能够在减少清扫频率的同时抑制焊接不良。
5、现有技术文献
6、专利文献
7、专利文献1:日本专利第5184359号公报
8、专利文献2:日本专利第6516053号公报
技术实现思路
1、例如在如专利文献2公开的助焊剂中,由于助焊剂容易挥发,因此虽然能够抑制污垢向烙铁内部蓄积,但助焊剂的一部分残留在烙铁内部,助焊剂残渣在烙铁内部以碳化物的污垢的形式蓄积。
2、本公开提供一种能够抑制污垢向筒状的烙铁内部蓄积的焊接产品的制造方法。
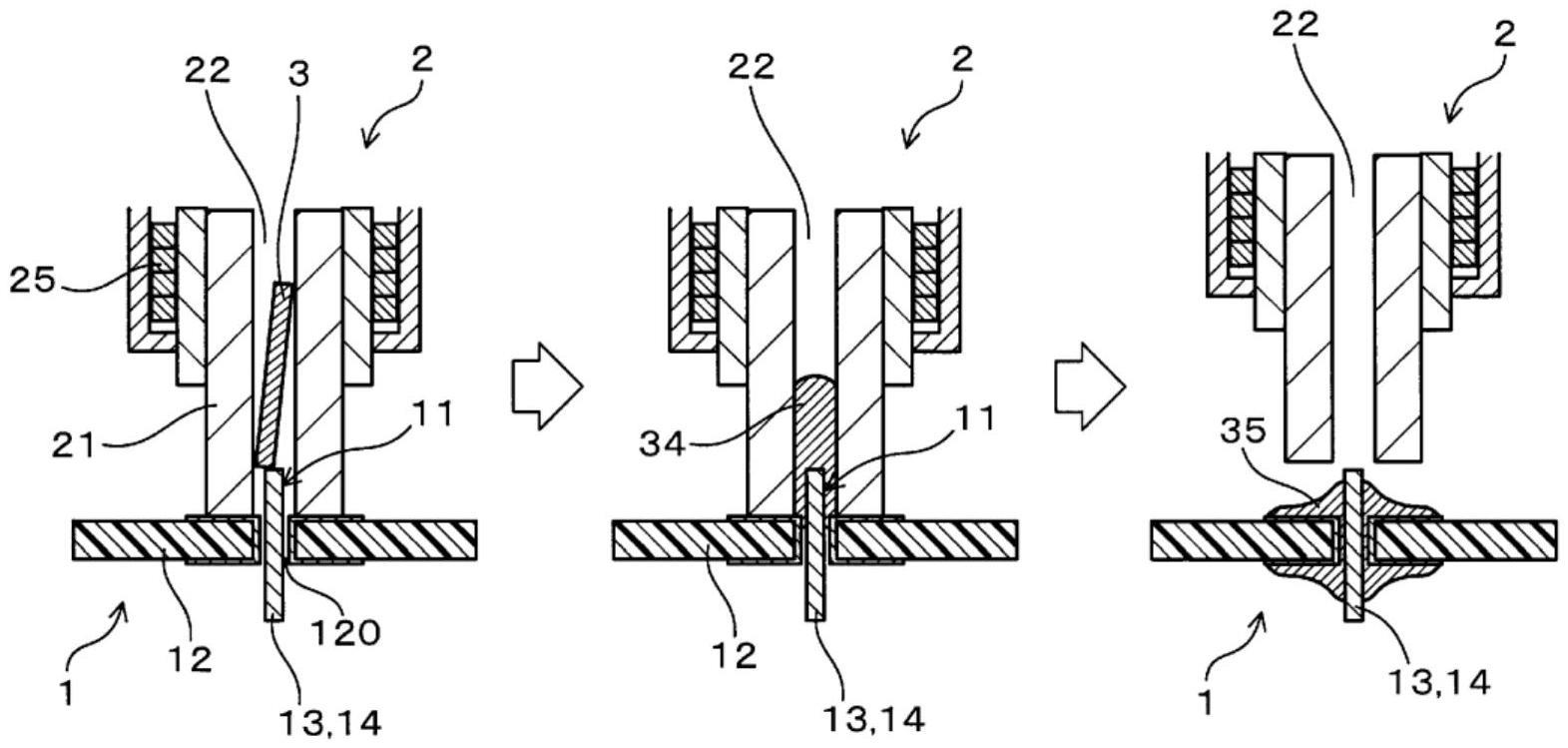
3、本公开的一个方式是一种焊接产品的制造方法,通过焊接被焊接部来制造焊接产品,具有:
4、焊料供给工序,使具有贯通孔的筒状的烙铁与上述被焊接部抵接,从上述贯通孔向上述被焊接部供给焊线片(wire solder piece);
5、加热工序,利用上述烙铁对上述焊线片进行加热,在上述被焊接部使上述焊线片熔融;以及
6、固化工序,通过使上述焊线片的熔融物固化来焊接上述被焊接部,
7、上述焊线片由包含助焊剂的芯部和被覆该芯部的包含焊料合金的被覆部构成,
8、上述助焊剂以实质上酸值为0的松香为主成分。
9、根据上述方式,能够提供一种使被焊接部与焊料的润湿性良好,并且抑制污垢向筒状的烙铁内部蓄积,绝缘可靠性高的焊接产品的制造方法。
10、应予说明,请求的范围中记载的括号内的符号表示与后述的实施方式中记载的具体手段的对应关系,并不限定本公开的技术范围。
技术特征:
1.一种焊接产品的制造方法,通过焊接被焊接部(11)来制造焊接产品(1),具有:
2.根据权利要求1所述的焊接产品的制造方法,其中,所述助焊剂中的实质上酸值为0的松香的含有率为60质量%以上。
3.根据权利要求1或2项所述的焊接产品的制造方法,其中,所述助焊剂进一步包含酸值为150kohmg/g以上的松香。
4.根据权利要求1~3中任一项所述的焊接产品的制造方法,其中,所述助焊剂的总酸值为20~60kohmg/g。
5.根据权利要求1~4中任一项所述的焊接产品的制造方法,其中,所述助焊剂在400℃下的加热减重为55质量%以下。
6.根据权利要求1~5中任一项所述的焊接产品的制造方法,其中,所述助焊剂进一步含有卤素系活性剂,所述助焊剂中的卤素含有率为4质量%以下。
7.根据权利要求1~6中任一项所述的焊接产品的制造方法,其中,所述焊接产品为车载用。
技术总结
通过进行焊料供给工序、加热工序和固化工序来制造焊接产品。在焊料供给工序中,使具有贯通孔(22)的筒状的烙铁(2、21)与被焊接部(11)抵接。然后,从贯通孔(22)向被焊接部(11)供给焊线片(3)。在加热工序中,利用烙铁(2、21)对焊线片(3)进行加热,在被焊接部(11)使焊线片(3)熔融。在固化工序中,使焊线片(3)的熔融物(34)固化。焊线片(3)由芯部和被覆部构成。芯部包含助焊剂,被覆部包含焊料合金。助焊剂以实质上酸值为0的松香为主成分。
技术研发人员:远藤庆,浜元和幸,德富尚志,鬼塚基泰,仓泽阳子
受保护的技术使用者:株式会社电装
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!