结构件及其制备方法、电池单体、电池及用电设备与流程
本技术涉及电池,尤其涉及一种结构件、电池单体、电池、用电设备、结构件与目标件焊接质量判断方法及结构件制备方法。
背景技术:
1、随着新能源汽车的普及和推广,新能源汽车的充放电性能、续航能力等日益引起人们的关注和重视。动力电池作为一种可充电的电池是新能源汽车的动力来源,在新能源汽车领域中被广泛应用。
2、电池制造过程中涉及到部件与部件之间的焊接,焊接时部件存在容易变形、开裂的问题。
技术实现思路
1、本技术实施例提供一种穿透焊的结构件及其制备方法、电池单体、电池及用电设备,该结构件用于与目标件焊接时,结构件不易变形、开裂,且焊接后的产品具有较高的焊接质量。
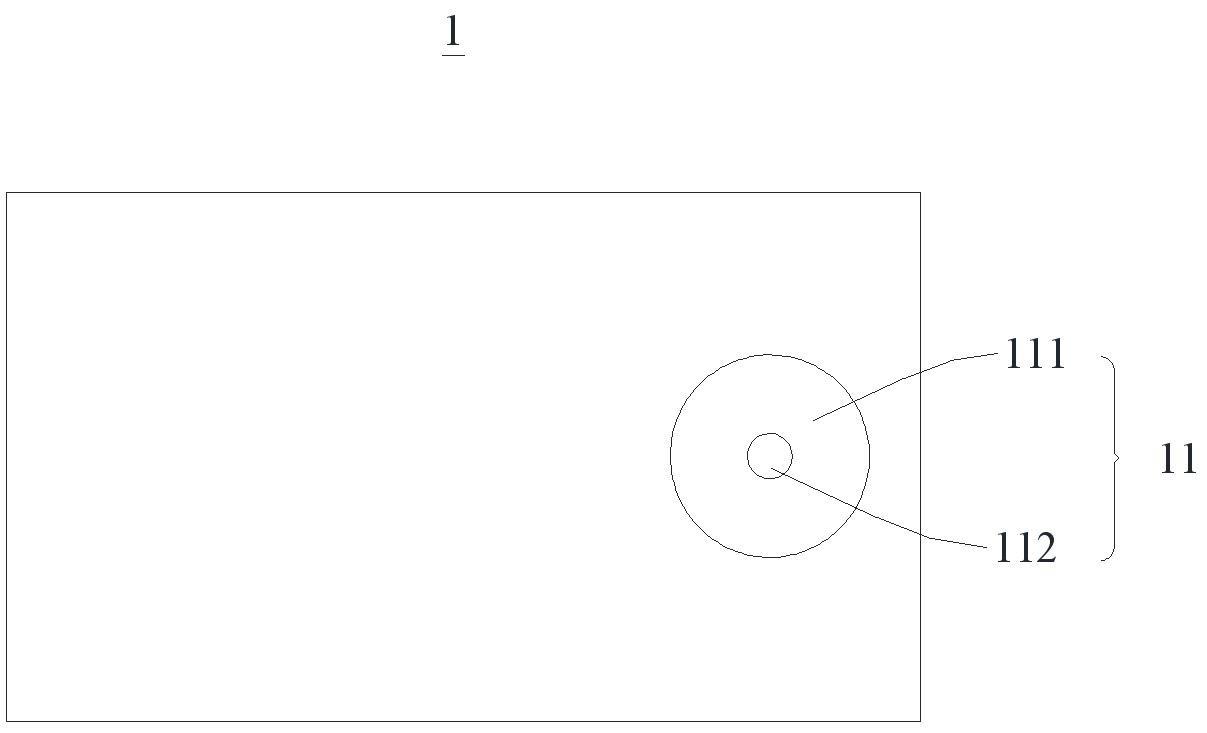
2、第一方面,本技术实施例提供一种穿透焊的结构件,结构件具有用于与目标件焊接的焊接区域,所述焊接区域包括第一部分和第二部分,其中,所述第二部分接收焊接能量的能力弱于所述第一部分接收焊接能量的能力,其中,接收焊接能量的能力是指焊接处形成的熔深的深度。
3、上述技术方案中,结构件具有焊接区域,焊接区域包括第一部分和第二部分,第二部分接收焊接能量的能量弱于第一部分接收焊接能量的能力,如此布置,第二部分能够用于对第一部分进行预热,第一部分实现有效焊接,结构件与目标件焊接不易变形,且具有较高的焊接质量。
4、此外,上述结构件还能作为一种中间产品,该中间产品介于原材料和标准产品之间能够降低标准产品的制备难度,方便制备出具备可在外观上通过颜色识别焊接质量的性能的标准产品。
5、在一些实施例中,所述第一部分具有用于承接焊接能量的第一表面,所述第二部分凸出于所述第一表面。
6、上述技术方案中,通过增加第一部分的厚度的方式,减弱了第二部分接收焊接能量的能力。这样,采用正离焦焊接,且焊接设备提供相同的焊接能量时,第二部分承接焊接能量的表面比第一表面更靠近激光源,在第二表面形成的光斑面积比在第一表面形成的光斑面积更大,第二部分承接焊接能量的表面的单位面积对应的焊接能量比第一表面单位面积对应的焊接能量低,在第二部分形成的第二焊印的熔深小于在第一部分形成的第一焊印的熔深。
7、此外,增加第二部分厚度的方式来减弱第二部分接收焊接能量的能力,第一部分和第二部分可以采用相同的材料,进一步降低了制备难度,便于生产制造,提高结构件的生产效率。
8、在一些实施例中,所述第一部分具有用于承接焊接能量的第一表面,所述第二部分包括用于承接焊接能量的第二表面,所述第一表面的粗糙度大于所述第二表面的粗糙度。
9、上述技术方案中,采用第一表面的粗糙度大于第二表面的粗糙度的方式,实现了第二部分接收焊接能量的能力弱于第一部分接收焊接能量的能力。
10、在一些实施例中,所述第二部分凸出于第一表面。
11、上述技术方案中,采用增加第二部的厚度,改变第二部分的粗糙度的方式对结构件进行调整,方便生产制造。同时,该结构件还适用于对粗糙度有需求的产品中。
12、在一些实施例中,所述第一部分具有用于承接焊接能量的第一表面,所述第二部分具有用于承接焊接能量的第二表面,所述第一表面的面积为s1,所述第二表面的面积为s2,0.1≤s2/s1≤0.4。
13、上述技术方案中,可以将第二表面在整个焊接区域中的占比控制在一定范围内,这样第二部分既能用于焊接后识别焊接质量,对结构件与目标件的连接稳定性影响也较小。
14、在一些实施例中,所述第一部分对焊接能量的吸收率大于所述第二部分对焊接能量的吸收率。
15、上述技术方案中,使第一部分对焊接能量的吸收率大于第二部分对焊接能量的吸收率,实现了第二部分接收焊接能量的能力弱于第一部分接收焊接能量的能力。
16、在一些实施例中,所述第一部分的材料包括钢、铝、镍、铜中的至少一者。
17、上述技术方案中,材料易获取,便于生产。
18、在一些实施例中,所述第二部分的材料包括铜、铝中的一者。
19、上述技术方案中,材料易获取,便于生产。
20、在一些实施例中,所述第一部分围设于所述第二部分的外周。
21、上述技术方案中,第一部分围设于第二部分的外周,方便生产制造,第一部分与第二部分占用的区域也更少,减少对结构件的尺寸占用。
22、第二方面,本技术实施例提供一种电池单体,电池包括目标件和上述任意实施例提供的结构件;所述目标件与所述结构件焊接。
23、在一些实施例中,电池单体包括电极端子、极耳和集流构件,所述集流构件用于将所述电极端子与极耳连接,所述电极端子、集流构件、所述极耳中的任意两者分别为所述目标件和所述结构件。
24、第三方面,本技术实施例提供一种电池,包括第二方面任意一个实施例提供的电池单体。
25、第四方面,本技术实施例还提供一种电池,电池包括多个电池单体和上述实施例提供的结构件,所述电池单体具有电极端子;所述结构件与所述电极端子焊接以实现多个所述电池单体电连接。
26、第五方面,本技术实施例提供一种用电设备,所述用电设备包括上述实施例提供的电池单体,和/或,用电设备保护上述实施例提供的电池,所述电池单体或所述电池用于提供电能。
27、第六方面,本技术实施例提供一种结构件和目标件的焊接质量的判断方法,结构件具有用于与目标件焊接的焊接区域,所述焊接区域包括第一部分和第二部分,其中,所述第二部分接收焊接能量的能力弱于所述第一部分接收焊接能量的能力,其中,接收焊接能量的能力是指焊接处形成的熔深的深度,通过第一焊接能量值在第一部分和第二部分将结构件和目标件焊接,以在第一部分形成第一焊印,第二部分形成第二焊印,若第二焊印的颜色为预定颜色,则第一焊印的熔深小于或等于第一部分的厚度。
28、上述技术方案中,结构件和目标件的焊接质量的判断方法可以在外观上通过是否出现预定颜色判断焊接质量,判断方法简单,效果高。
29、第七方面,本技术实施例提供一种穿透焊的结构件的制备方法,包括:
30、提供结构件,所述结构件具有用于与目标件焊接的焊接区域;
31、在所述焊接区域形成第一部分和第二部分,所述第二部分接收焊接能量的能力弱于所述第一部分接收焊接能量的能力。
32、上述技术方案中,制备方法得的到结构件与目标件可以具有较高的焊接质量,且结构件焊接时不易变形。该结构件1还能作为一种中间产品,该中间产品能够降低可在外观上识别焊接质量这种标准产品的制造难度。
33、在一些实施例中,制备方法还包括:采用第一焊接能量值将所述结构件与所述目标件焊接,在所述第一部分焊接形成第一焊印,所述第一焊印的熔深大于所述第一部分的厚度;逐渐减小焊接能量值,直至所述第一焊印的熔深等于所述第一部分的厚度;所述第一焊印的熔深等于所述第一部分的厚度时,焊接能量值为第二能量:若采用所述第二焊接能量值在所述第二部分焊接形成第二焊印时,所述第二焊印的颜色刚好达到预定颜色,所述结构件制备完成;
34、若采用第二焊接能量值在第二部分焊形成第二焊印时,所述第二焊印的颜色未达到所述预定颜色,则调整所述第二部分接收焊接能量的能力,直到采用所述第二焊接能量值焊接所述第二部分时,所述第二焊印的颜色达到预定颜色,所述结构件制备完成。
35、上述技术方案中,采用上述步骤可以将中间产品制备为标准产品,该标准产品可以实现在外观上判断焊接质量,提高生产效率。
36、在一些实施例中,所述调整所述第二部分接收焊接能量的能力的方法,包括:改变第二部分的厚度、改变第二部分的激光吸收率、改变第二部分的粗糙度中的至少一种。
- 还没有人留言评论。精彩留言会获得点赞!