具有可旋转驱动的铣削体的装置的制作方法
具有可旋转驱动的铣削体的装置
1.本发明尤其涉及一种移动的装置,其具有可旋转驱动的铣削体,该铣削体具有多个位于圆周上的、分别具有形状确定的刀刃的刀架,用于对型材、尤其是铁路路基的钢轨进行切削加工,所述型材具有横截面,该横截面包括构成工作面的中心区域并包括至少一个凸出的边缘区域,所述装置具有相对于所述铣削体可移动的刀架,刀架借助至少一个可调节的操作体布置在铣削体上,用于在所述可移动的刀架的刀刃与型材接合期间相对于铣削体的旋转轴径向地偏转,使得刀刃的切割深度借助可调节的操作体在工件的加工期间改变,方式是操作体在铣削体的旋转式的回转运动期间周期性地与刀架的具有斜度的凸轮形造型部接触,并且由此,刀刃除了旋转运动之外还周期性地进行连续的径向偏转,使得借助操作体能够调节切割深度。
2.由于相对较高的轴载荷和较高的运行速度,钢轨经常受到高达钢轨材料的屈服极限的应力,并因此受到磨损,这对横截面产生不利影响,尤其是在钢轨头的工作面区域中。
3.为了消除行驶运行过程中在钢轨的工作面上产生的沟槽和波纹,这些沟槽和波纹会引起车辆轮对的振动,从而扰乱车辆的平稳运行,导致钢轨上部结构和车辆的过度磨损,并产生振鸣的行驶噪声,需要进行磨损相关的后处理。
4.为此,例如已知一种用于加工铁路钢轨的方法,其中使用多个旋转磨削盘,这些磨削盘并排和依次排列,其中部分磨削盘根据钢轨头的原始轮廓倾斜。借助这种磨削方法可以更好地接近钢轨头的原始轮廓。
5.也已知所谓的锅式磨削机,其在正面与钢轨表面接合,并且优选地与要磨削的钢轨表面成倾斜角。
6.为了钢轨头部的轮廓磨削还使用所谓的滑石。在这种情况下,使用磨削机,磨石布置在磨削机的下侧,磨石在压力下在钢轨表面上引导。滑石磨削是基于车辆运动过程中磨削体沿钢轨的往复平移运动。通过磨削体的轮廓,原则上实现了良好的表面质量和尺寸精度,在使用过程中,磨削体在逐渐磨损的情况下调整其形状。
7.ep 2 525 933 b1涉及一种用于对导轨头的运行面进行切削后加工的装置,该装置具有沿导轨头引导的框架。加工工具被设计成反向旋转驱动的端面铣削刀,其旋转轴在一个共同的平面上延伸,其切削区域横向于钢轨头的纵向方向地相互重叠。
8.例如,为了提高加工速度,从de 32 22 208 a1中已知使用铣削工具,其切削刃分布在刀头圆周上的多个轴向组中,以模拟导轨头轮廓。
9.然而,由这种圆周铣削引起的铣削工具的单个切削刃的弧形切削过程导致沿钢轨头纵向出现波纹的钢轨头表面,其中由于连续切削刃的切削去除部之间的距离增大,表面质量随着进给速度的增加而恶化。
10.此外,wo 02/06587a1描述了一种方法,通过具有在钢轨的纵向方向上相邻的五个以上的铣削轨迹线的圆周铣削来重新成形钢轨的钢轨头横截面的至少凸起部分。
11.在文献ep 0 952 255 b1、us 5,549,505 a、ep 0 668 398 b1、ep 0 668397b1、us 4,275,499 a;ep 0 148 089 a2和de 32 22 208 c2中描述了用于切削后加工的附加装置,尤其是用于铣削安装在钢轨上的钢轨头。
12.此外,例如通过de 2841 506c2已知一种装置,其中用所谓的钢轨刨床加工钢轨头。刨削的一个缺点(尤其是与铣削方法相比)是相对较长的加工时间和/或往往更长的停机时间。
13.at 400 863b描述了一种用于使用沿加工带引导的循环刀具对钢轨头进行切削后加工的装置,其中切削刃被固定在支架中,并形成围绕转向轮连续引导的区段链的区段。
14.为了获得平面表面,ep 2 177 664 a1建议在工件的切削加工过程中沿直线轨迹移动刀刃,因此不需要后处理,例如磨削。此外,从ep 2 177 664 a1中还已知,通过将独立的操作体分配给不同的轨迹线,单独地激活横截面的单个轨迹线的切割,例如也在分配给钢轨侧边的外侧轨迹线中。
15.因此,在道岔的岔心、翼轨和道岔尖轨的区域的钢轨加工示例中,可以停用一个或多个轨迹线,因此在对应于该钢轨的横截面部段中不进行加工,因此不进行材料去除。这种基本上不希望的去除会导致道岔不适当的横截面几何形状。例如,两个钢轨在岔心区域汇合,因此在该区域不区分横截面的外侧和内侧部段。
16.在实践中,通常不为运行面的中心区域的横截面表面提供相对于边缘区域的斜度或凸起的几何形状。
17.实践中的缺点是,根据ep 2 177 664 a1中公开的技术教导的原则,通过停用相应的轨迹线,可以暂时中断道岔横截面的边缘区域的加工。然而,在实际铣削过程中,仅仅停用相应的刀刃并不能产生横截面的连续的走势。相反,可能会出现具有例如不需要的跳跃点的偏差的横截面部段。此外,型材在该横截面部段中保持未加工,因此,尤其是接近表面的缺陷(如裂纹)不能被去除。
18.本发明的所要解决的技术问题是通过所述装置使不同型材的加工成为可能。此外,在型材加工过程中可以生成不同的横截面形状。此外,提供一种加工方法,利用该方法可以在加工型材时生成不同的横截面几何形状。
19.根据本发明,使用根据权利要求1的特征的装置来解决前述问题。本发明的进一步设计可从从属权利要求中获得。
20.因此,根据本发明提供了一种装置,其中通过至少一个操作体能够调节可移动刀架的第一功能位置,在所述第一功能位置中只有一个轨迹线或多个轨迹线的第一组可移动的刀架的刀刃与该型材接合;以及替代地通过至少一个操作体能够调节第二功能位置或其他功能位置,在所述第二功能位置或其他功能位置中只有相同的一个轨迹线或多个轨迹线的第二组或其他组的布置在铣削体上的刀架的刀刃与该型材接合,其中第一组刀架和第二组刀架不相同。本发明基于这样一种认识,即对于用于加工不同横截面部段的可能的多个轨迹线中的每一个单独的轨迹线(spurbahn),可以通过使用至少一个操作体的不同功能位置产生不同的形状和几何结构。为此,在给定的轨迹线内,由操作体激活或停用不同的刀架组,以产生不同的、但在整个横截面上连续的横截面几何形状,该横截面几何形状可以尤其地适应在道岔区域内相对于型材的其他路段的不同的横截面的特殊要求。
21.在本发明的意义上,径向偏转不限于增大与铣削体旋转轴线的距离。相反,可以通过叠加旋转运动和朝向旋转轴的向内或向外的径向运动来实现所期望的刀刃的间歇的平面的运动轨迹。
22.为此,根据本发明装置的一个特别有利的实施例,第二组刀架中的至少个别刀架
被固定地设置在铣削体上。在加工过程中,在至少一个轨迹线上至少单个刀架相对于或参照铣削体不移动地、在圆周上分布地布置在铣削体上,这些刀架的刀刃仅当可移动刀架的刀架未径向向外偏转、尤其是完全未激活时才进行接合。例如,至少在铣削体的圆周上交替地布置有可移动和固定的刀架,并且形成不同的组,其中可移动的刀架在其径向外移的位置上相对于固定的刀架径向突出。在道岔中,该轨迹线(例如侧向轨迹线)的可移动刀架被停用,因此只发生减小的切削深度,从而固定切削的去除量减小。因此,与通过移动刀架的切削而进行的替代加工相比,横截面被抬起。在另外的功能位置,去除量由于较大的径向延伸受限于可移动的切削支架。因此,首次可以根据需要在同一轨迹线上建立不同的轮廓,每个轮廓都产生均匀和连续的横截面几何形状。
23.本发明不限于可移动和不可移动的刀架的组合。相反,不同组的所有刀架可以是可移动的,并且可以通过单独的操作体交替地偏转,以便在铣削过程中产生不同的轮廓,从而实现所谓的旋转刨削的优点,即具有局部平面的、与型材的纵向延伸平行的运动轨迹的铣削,以及不同刀架组的以及对于不同的横截面几何形状的相关改进的加工质量。
24.例如,不同组的可移动刀架具有凸起的造型部,作为与铣削体的旋转轴相关的各个操作体的接触面,这些操作体布置在与铣削体的旋转轴相关的不同横截面平面上,因此可以实现多个并排的、分配给同一轨迹线的操作体。优选地,在平行于铣削体的旋转轴线的方向上,多个并排的操作体合在一起也不比要用该轨迹线的相关刀架加工的横截面部段宽。
25.该装置也不限于在各自的轨迹线中的两组刀架。相反,原则上也可以实现三个或更多的组,其中由于可用的空间条件,通过接触操作体的机械偏转与额外的设计耗费相关。在三个或更多组的情况下,可移动刀架优选地可以通过适当的、位于所述铣削体上并进而设计为与铣削体一同旋转的致动器的操作体径向偏转,其中控制单元尤其用于无线地传输用于所述操作体或所述致动器的控制命令。控制命令也可以在考虑路段信息、尤其是道岔的位置和相关参数的情况下生成,因此可以进行自动化处理。
26.在实践中,试验已经证明有效的是,装置具有多个在不同的、在旋转轴线的方向上在铣削体平行横截面平面的相邻轨迹线中布置在刀架,其中至少在与横截面的运行面相关联的轨迹线中布置可移动刀架,并且至少在与横截面的横向和/或中间边缘区域相关联的钢轨中布置可移动的刀架,并且至少在配属于横截面的外侧和/或内侧边缘区域的轨迹线中布置不同组的刀刃支架(其具有可移动和不可移动刀架)。因此,用于制造特定横截面部段的不同几何形状的交替的铣削加工仅限于运行面两侧的横截面区域,因此,在适用于运行面的更高质量要求的区域内,所有刀架用于制造相同的几何形状,并且相应地,分布在整个圆周上分布的较大数量的刀架可用于运行面轮廓,其刀架比交替激活的组的刀架以更小的间距与型材接合。
27.所述铣削体优选地具有多个沿圆周方向彼此间隔布置的刀架。另一种同样特别合理的设计形式还通过在圆周方向上设置具有偏移量的不同轨迹线的相邻刀架来实现,其中所述在相邻刀架之间的偏移量分布在圆周上和/或在多个平行轨迹线的刀架之间分别匹配。在本发明的意义上,相邻轨迹线的刀架的整体偏移大于零。由此,在铣削体的一次循环中,同一轨迹线和相邻轨迹线的刀架依次接合型材,由此可进一步提高加工质量。
28.此外,本发明的特别有利的设计形式还由此实现,即同一轨迹线的不同组的可移
动和/或不可移动的刀架沿周向交替和/或均匀地布置在型材体上,从而通过每个组实现均匀的材料去除。优选地,不同组的刀架以匹配的数量在铣削体上沿圆周均匀地分布。
29.操作体可以通过运动耦合作用在相应的可移动刀架上。为此,操作体可以在铣削体内径向布置,铣削体是中空的或环形的,使得可移动的刀架通过与操作体的循环接触而径向移动。在这种情况下,操作体可以设计为偏心体,例如凸轮,以便相应地径向移动刀架。优选地,偏心体设置在凸轮轴上,该凸轮轴例如通过运动耦合以与铣削体的固定速度比旋转地驱动。
30.此外,刀架的偏转也可以通过操作体的滑块(kulisse)来实现。尤其优选的,接触面具有尤其凸轮形状的、具有斜坡的造型部,操作体在加工过程中循环地在所述斜坡上滑动和/或自由滚动地贴靠,其中所述造型部是几何确定的,并且在铣削加工过程中是不变的,但如果需要则涉及为可更换的,并且例如在刀架远离刀刃的一侧与刀架一体地连接。在铣削体的旋转过程中,操作体循环地与造型部相遇,其中可以设置用于减少摩擦的已知装置,例如滑动或滚动接触面。
31.在这种情况下,平行于铣削体横截面平面的操作体的多轴的相对位移允许在产生相应刀刃的期望叠加运动轨迹时进行最佳调整。此外,例如是压电致动器的致动器也可以有利地用作操作体。
32.凸轮形状的造型部可以设计成楔形或斜坡形接触面,刀架通过该接触面径向移动。在此,参照刀刃的应形成的平面运动轨迹,针对径向偏移产生了非线性的关联,使得根据本发明的一种尤其优选的变型方案,凸轮形状的造型部至少在部分上是凹的或凸的,或者说与刀刃的运转轨道上的切线地不平行地延伸,以便在旋转运动和径向偏转的叠加中确保刀刃的平面的运动轨迹。
33.当激活不同轨迹线的可移动刀架或同一轨迹线的不同刀架组时,已经证明有利的是,装置具有多个独立可调的操作体,其设计为彼此可调,用于实现不同的径向延伸。
34.当然,所述刀刃可以具有与所要生成的型材的表面几何形状相适应的形状,因此,根据优选变型,至少单个刀架的刀刃具有凹形的造型部。
35.根据本发明,刀架的径向偏转不限于平移运动。更确切地说,可移动刀架也可以例如可移动地布置在杠杆臂上,杠杆臂尤其是具有杠杆臂的旋转轴线,其平行于铣削体的旋转轴线可移动地布置。
36.本发明的技术问题还通过一种用于运行装置的方法来解决,使得第一组可移动刀架的刀刃或第二组布置在铣削体上的刀架的刀刃借助至少一个操作体在相同轨迹线中、在第一或第二功能位置中可选地与型材接合,方式是刀架相对彼此和/或相对铣削体径向地移动。具体地说,在加工型材期间和为了产生相同型材的不同横截面几何形状,至少一个操作体被激活,并且因此,可选地设置移动的刀架的第一功能位置(其中至少一个轨迹线上的第一组移动刀架的刀刃与该型材接合)或者设置第二功能位置或另外的功能位置(其中设置在铣削体上的同一轨迹线或相同多个轨迹线上的另一组多个刀架的刀刃与该型材接合)。根据本发明,分布在铣削体周长上的可分配给同一或多个轨迹线的多个刀架被组合成组,并且可替代地或在适当的情况下相互组合地激活,以便可以在同一轨迹线内生成型材的不同横截面几何形状。
37.基本上,第二组的刀架可以在加工期间在使用中固定在铣削体上,而至少第一组
的刀架的刀刃在铣削加工期间在切削加工时在接合期间移动,并且除了旋转运动之外,还可以径向内或外移动或偏转。通过两个组分别具有通过不同的操作体偏转的刀架,从而根据旋转刨床的原理实现了进一步提高的加工质量。
38.本发明允许多种实施方式。为了进一步说明其基本原理,其中一个在附图中示出并在下面描述。在附图中:
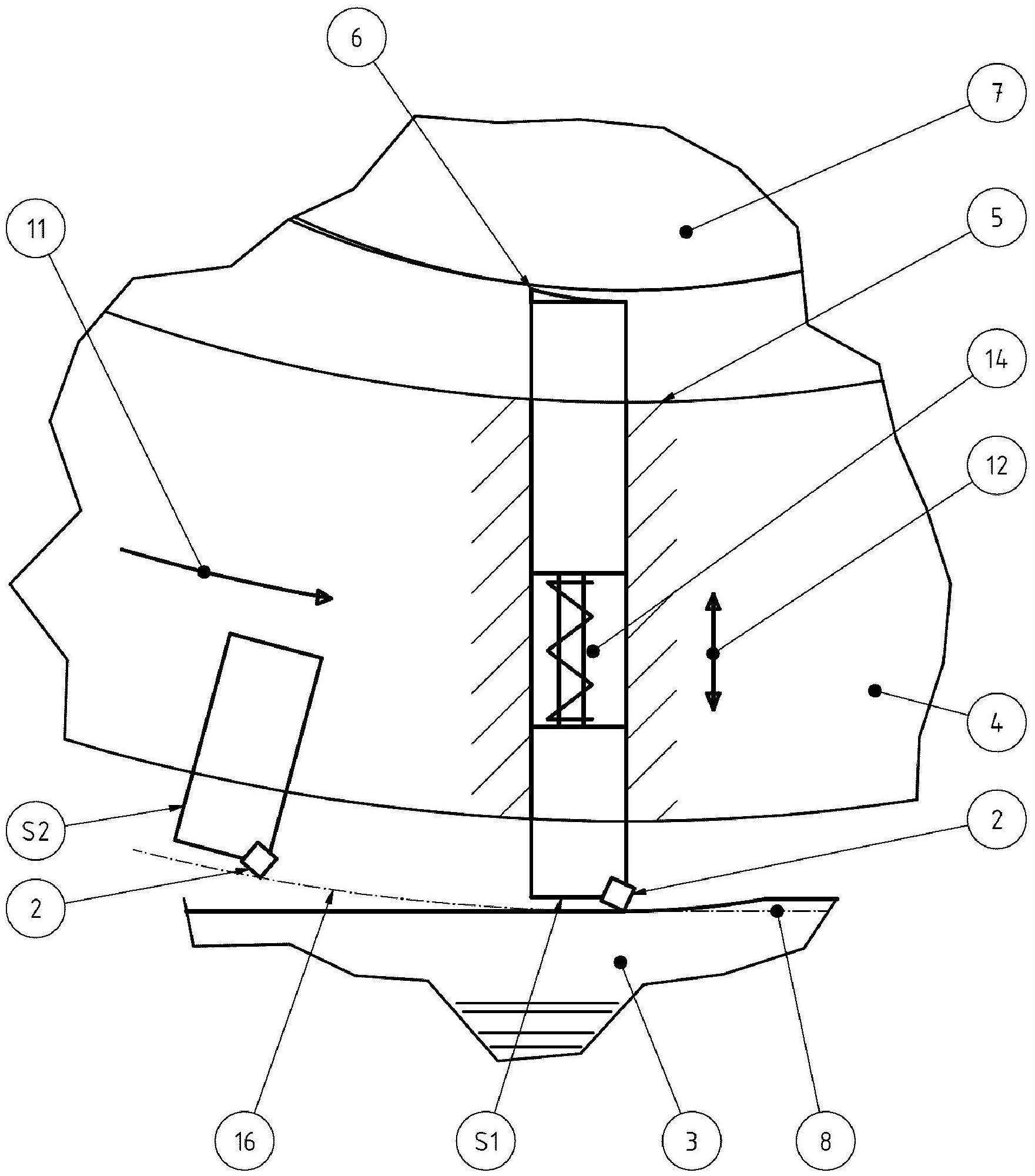
39.图1示出在型材的铣削加工过程中具有铣削体(作为多个刀架的载体的)的根据本发明装置的侧视图;
40.图2示出所述装置的不同组的可移动和不可移动刀架的放大的局部视图;
41.图3示出所述装置的侧视图,所述装置具有在平行轨迹线中并排布置的多个刀架;
42.图4示出用于偏转所有可移动刀架的第一功能位置和用于偏转配属于单个轨迹线的可移动刀架的第二功能位置的放大视图;
43.图5示出对应于如图4所示的不同功能位置的两个可能的横截面的放大视图;
44.图6示出在同一轨迹线上不同组的两个独立可移动的刀架的放大视图;
45.图7示出布置在六个平行轨迹线上的几个刀架的俯视图。
46.根据本发明的用于铣削加工型材3的装置1将在下文中根据图1至7进行更详细的说明。装置1具有在加工过程中可围绕轴线9旋转驱动的铣削体4,该铣削体4用作各具有相应刀刃2的在圆周侧布置的刀架s的载体,刀刃用于切削加工作为铁路路基的钢轨的型材3。铣削的任务是整平和恢复所需的横截面,尤其是在型材3的边缘区域之间包围的、用于轨道车辆的未示出的轨道车轮的工作面。铣削加工的特殊挑战在于尽可能避免表面波纹,原则上,在使用圆周铣刀进行加工时、尤其是结合移动装置沿型材的高进给速度时不可能完全避免表面波纹。
47.为了提高加工质量,在也称为旋转刨削的方法中,一方面,刀架s在其沿箭头方向11的圆形的运转轨道15上与铣削体4一起移动。刀刃2的运动相当于滚动铣削的运动。另一方面,另外,具有刀刃2的可移动刀架s1在铣削体4上周期性地径向向外移动。为此,刀架s1相对于铣削体4在各自的容纳部5中平移地移动。通过在容纳部5中的刀架s1的偏转,刀刃2在一定时间内平行于型材3的表面移动。刀刃2平行于型材3的表面的运动对应于现有技术中已知的刨床的运动。通过在运转轨道15上的环绕运动和刀架s1从运转轨道15出来并沿径向在箭头方向12上的运动的叠加,能够实现刀刃2的这种间歇平行运动。由箭头方向11和12指示的运动的叠加产生图2中用点划线标记的刀刃2的工作运动16的平面轨迹8。
48.装置1具有多个在容纳部5中平移运动的刀架s1和多个不可移动的刀架s2。如图1至图3所示,多个刀架s1、s2沿圆周方向前后依次分布在铣削体4的圆周上,并且如图3至图7所示,在多个轨迹线18上并排布置。每个轨迹线18用于加工型材3的横向型材部分。
49.可移动刀架s1可滑动地设置在铣削体4上的各自容纳部5中,并且分别具有楔形或凸轮形的造型部6,用于径向偏转。在铣削体4的旋转过程中,各个刀架s1的造型部6沿着可自由旋转的或通过驱动器19可旋转驱动的(设计为旋转体的)操作体7运动。在操作体7和造型部6之间接触的情况下,根据造型部6的楔形或斜坡状几何形状,刀架s1通过操作体7在箭头方向12上偏转。容纳部5具有复位装置14,使得当造型部6不再接触操作体7时,刀架s1被复位装置14偏转并被复位装置14移回其初始位置。
50.绕轴线9旋转的铣削体4具有沿圆周方向并排布置的多个容纳部5。为了加工型材
3,通过在造型部6上滚动或滑动操作体7,在刀刃2与型材3接合的同时,至少单个在容纳部5上引导的刀架s1循环地沿型材3的方向移动。
51.具体地,在图3和图4中可以看到,根据所示实施例的装置1具有两个可自由旋转地独立地布置在轴10上的操作体7a,7b,其中根据本发明当然不排除其它操作体。由操作体7a,7b所吸收的用于使刀刃2偏转的力通过轴10消除。
52.通过改变轴10的角位置a,改变轴10的偏心区域13的位置,使得布置在其上或安装在区域13中的操作体7b不能再或不能以相同的幅度作用于关联的轨迹线18的关联的刀架s1。因此,这些刀架s1不再偏转或不再如此剧烈地偏转,因此该刀架s1的刀架2不再与型材3接合,并且不进行铣削加工或仅进行相当有限的铣削加工。
53.如图3和图4所示,在铣削体4的完整循环中,与操作体7a相关联的所有刀架s1偏转一次,而与操作体7b相关联的刀架s1仅在操作体7b的相应角位置α偏转,如图4在图的左侧所示。
54.可选地,如图4的右侧所示,操作体7b的至少一个角位置α’是可调节的,在该角位置中,可移动刀架s1不偏转,因此不与型材3接合。这些如所述的可根据需要或可调节地偏转的可移动刀架s1构成第一组可移动刀架s1。
55.除第一组可移动刀架s1外,铣削体4在同一轨迹线18中仍具有第二组刀架s2,其可例如在圆周方向上与第一组刀架s1交替布置。同一轨迹线18的可移动刀架s1和不可移动刀架s2之和可以一致或不同,并且适合于各自的应用目的。
56.第二组刀架s2在使用中不可移动地固定在铣削体4上,但优选地是可更换的。在第一功能位置,不可移动刀架s2相对于可移动刀架s1后退,使得不可移动刀架s2的刀刃2不能与型材3接合。该第一功能位置和由此产生的刀架s1的横截面如图5左侧视图所示。
57.相对地,第二功能位置可以通过停用具有角位置α’的操作体7b来调节,在该角位置中,仅分配给第二组的不可移动刀架s2的刀刃2与型材3接合,因为可移动刀架s1相对于不可移动刀架s2后退。第二功能位置以及由此产生的刀架s1和刀架s2的横截面如图5所示。因此,即使在不间断铣削加工过程中,尤其是在型材3的不同部段中,也首次可以产生不同的横截面形状,例如这在道岔区域中所需要的。
58.作为补充,图6示出了装置1的变型,其中设置了两组不同的刀架s1,s8,与图2所示不同的是,它们被设计成可移动的刀架s1,s8。为了更好地理解,在图6中,不同的刀架s1,s8并排显示。它们实际上在圆周方向上依次前后布置,因此在铣削加工期间,刀刃2可选地与型材3在同一轨迹线18中接合。如图所示,刀架s1,s8的造型部6,6’从不同的侧面延伸到刀架s1,s8宽度b的大约一半处,其中不同组的刀架s1,s8的形状6,6’位于不同的侧面。因此,根据图4所示的原理可独立激活的两个操作体7,7’允许不同组的刀架s1,s8在沿大致平坦的线道8加工同一轨迹线18期间独立偏转。因此,换句话说,两组刀架s1,s8满足旋转刨削的要求,从而实现恒定的高加工质量,并且仍然可以通过使用刀架s1,s8的刀刃2,2’的不同刀刃几何形状在同一轨迹线18中产生不同的横截面部段。
59.为此,操作体7,7’分别偏心地布置在轴10上,使得轴10的旋转运动导致操作体7或7’的交替偏转,使得刀架s1或s8的刀刃2,2’与型材3在同一轨迹线18中接合。未示出的是,刀架s1或s8通过公共操作体交替地激活,为此,公共操作体在操作体7和7’的所示位置之间沿轴10的轴向平移移动。
60.由刀架s1或s8的交替激活产生的各种横截面形状对应于图5所示的横截面,其中由于分别使用的可移动刀架s1,s8,加工质量相应地显著提高。
61.图7示出了铣削体4的出料表面的局部,该局部具有多个前后布置和并排布置的刀刃2。刀刃2与多个平行轨迹线18相关联,以避免在图1至图3所示的型材3的加工表面上出现痕迹图像。沿箭头11的方向移动的铣削体4由单独的区段17组成。区段17可拆卸地固定在铣削体4上。
62.附图标记清单
63.1装置
64.2,2
‘
刀刃
65.3型材
66.4铣削体
67.5容纳部
68.6,6
‘
成型部
69.7a,7b,7,7
‘
操作体
70.8线道
71.9轴线
72.10波纹
73.11箭头方向
74.12箭头方向
75.13区域
76.14复位装置
77.15运转轨道
78.16工作运动
79.17区段
80.18轨迹线
81.19驱动器
82.α,α
‘
角位置
83.b宽度
84.s,s1,s2,s8刀架
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1