局部真空环境下基于水压的高效爆炸复合管制备方法
1.本发明属于爆炸焊接领域,涉及一种局部真空环境下基于水压的高效爆炸复合管制备方法。
背景技术:
2.在当今的工业生产中,单一金属材料已经无法满足对材料机械及化学性质的需求,多金属复合材料逐渐在工业中占据了不可替代的部分。所谓多金属复合材料是指由两种或多种不同金属制成的,同时具备原材料机械与化学性能的复合材料。作为常用的多金属复合管材制备方法之一,爆炸焊接是一种较为先进的复合金属焊接工艺,其工作原理是通过炸药爆炸产生的冲击力及爆炸产物的动能加速复层材料,使复管与基管高速碰撞进而使金属材料互相结合。
3.爆炸焊接最大的特点是能将不同类型的金属材料在极短时间内牢固的焊接复合,制造出用途广泛的多金属复合材料,但其在拥有了其他复合技术无法比拟的优点的同时也并非完美无缺。传统爆炸焊接中炸药多与金属管材表面直接贴合,这使得复合材料的表面常因炸药爆炸瞬间的高温产生烧蚀损伤,严重影响产品外观质量。并且生产过程中传统爆炸焊接法难以对薄壁管材进行焊接加工,金属管材的尺寸不能根据需要自由调节,整体可操作性较低。爆炸焊接过程中复管与基管间隙内的残余空气较难及时排出,这一方面会降低金属管材的结合质量,另一方面更可能导致基管与复管之间失去结合能力,是一种不可忽视的问题。
技术实现要素:
4.本发明提供了一种局部真空环境下基于水压的高效爆炸复合管制备方法,旨在杜绝间隙空气层对爆炸焊接过程产生的负面影响,缓解复合材料表面受炸药高温影响而产生的烧蚀损伤,同时提高生产效率和可操作性。
5.本发明所采用的技术方案是一种局部真空环境下基于水压的高效爆炸复合管制备方法,其内容步骤包括以下方面:
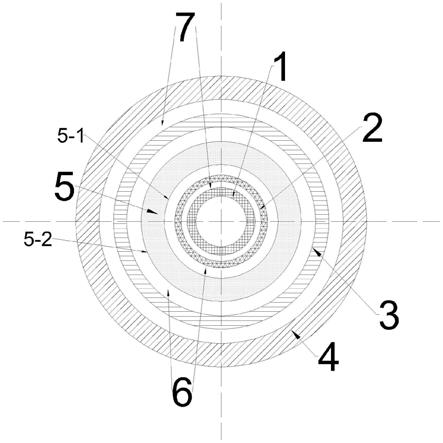
6.1)将金属管材1、金属管材2、pvc管5-1、pvc管5-2、金属管材3、金属管材4由内至外同轴设置;
7.2)于pvc管5-1和pvc管5-2之间填充复合用炸药与雷管,组成爆炸装置;
8.3)密封金属管材1与金属管材2、金属管材3与金属管材4的间隙两端并抽真空,构建局部真空环境;
9.4)将金属管材2、金属管材3和爆炸装置之间注满水,构建水环境;
10.5)将爆炸装置按要求起爆,使各金属管材之间互相焊接结合,得到两组不同管径的高质量爆炸复合管。
11.本发明提供了一种局部真空环境下基于水压的高效爆炸复合管制备方法,目的在于解决传统爆炸焊接中爆炸复合管表面易受灼烧损伤、金属结合界面常出现局部熔化情
况、金属管材尺寸难以根据实际需求及时调整等一系列尚未克服的生产难点。通过在金属管材与爆炸装置之间加装不可压缩的水环境,有效避免了炸药与管壁直接接触所引起的金属管材表面烧蚀损伤。将各金属管材的间隙两端密封后抽真空,杜绝了间隙内部空气层对爆炸焊接过程的负面影响。本发明不仅操作通俗易懂、制备方法简单,而且成本较低、生产效率高,一次生产能够同时获得两组不同管径的爆炸复合管,炸药的能量利用率得到提升。在实际生产过程中,利用对水环境厚度的调节即能实现金属管材的尺寸切换,可操作性更高。
附图说明
12.图1为本发明的2d视图,包括金属管材、爆炸装置、水环境和局部真空环境的设置;
13.图2为本发明的3d视图。
具体实施方式
14.以下结合附图对本发明的具体实施方式作详细说明。
15.结合附图给出,一种局部真空环境下基于水压的高效爆炸复合管制备方法,包括以下步骤:
16.1)将金属管材1、金属管材2、pvc管5-1、pvc管5-2、金属管材3、金属管材4由内至外同轴设置;
17.2)于pvc管5-1和pvc管5-2之间填充复合用炸药与雷管,组成爆炸装置5;
18.3)密封金属管材1与金属管材2、金属管材3与金属管材4的间隙两端并抽真空,构建局部真空环境6;
19.4)将金属管材2、金属管材3和爆炸装置5之间注满水,构建水环境7;
20.5)将爆炸装置5按要求起爆,使各金属管材之间互相焊接结合,得到两组不同管径的高质量爆炸复合管。
21.与传统技术相比,本发明具有以下优点:
22.1)本发明于金属管材和爆炸装置之间设置了不可压缩的水环境,不仅避免了生产过程中金属管材表面可能因炸药爆炸产生的高压而所受的烧蚀损伤,而且改进了传统爆炸焊接材料尺寸难以根据实际需求及时调整的缺点,能够对薄壁管材进行优秀的加工处理。
23.2)本发明中的局部真空环境克服了传统爆炸焊接中间隙气体难以及时排出的困难,有效杜绝了因间隙中残余空气层绝热压缩而引起的金属管材结合面的局部熔化现象,以此为基础整体增强了爆炸复合管产品质量。
24.3)本发明炸药的能量利用率较高,一次生产能够同时获得两组不同管径的爆炸复合管,操作简单且成本低廉。
技术特征:
1.一种局部真空环境下基于水压的高效爆炸复合管制备方法,其特征在于,包括以下步骤:1)将金属管材1、金属管材2、pvc管5-1、pvc管5-2、金属管材3、金属管材4由内至外同轴设置;2)于pvc管5-1和pvc管5-2之间填充复合用炸药与雷管,组成爆炸装置5;3)密封金属管材1与金属管材2、金属管材3与金属管材4的间隙两端并抽真空,构建局部真空环境6;4)将金属管材2、金属管材3和爆炸装置5之间注满水,构建水环境7;5)将爆炸装置5按要求起爆,使各金属管材之间互相焊接结合,得到两组不同管径的高质量爆炸复合管。2.根据权利要求1所述的制备方法,其特征在于,所述金属管材1管径为4~16mm;所述金属管材2管径为0.2~4.7mm;所述金属管材3管径为0.1~6.3mm;所述金属管材4管径为8~21mm。3.根据权利要求1所述的制备方法,其特征在于,所述爆炸装置由pvc管、复合用炸药及雷管构成;所述爆炸装置壁厚为5.7~21.3mm。4.根据权利要求1所述的制备方法,其特征在于,所述金属管材1与金属管材2、金属管材3与金属管材4的间隙两端呈密封状态并抽真空,构成局部真空环境。5.根据权利要求4所述的制备方法,其特征在于,所述真空间隙环境厚度为待复合管材的0.7~1.4倍。6.根据权利要求1所述的制备方法,其特征在于,所述爆炸装置5与所述金属管材2、金属管材3之间存在不可压缩的水环境。7.根据权利要求6所述的制备方法,其特征在于,所述水环境厚度可根据金属管材尺寸的实际需要任意设置。
技术总结
本发明提供了一种局部真空环境下基于水压的高效爆炸复合管制备方法,包括:将金属管材1和2、pvc管5-1和5-2、金属管材3和4由内至外同轴设置;于pvc管5-1和5-2之间填充炸药与雷管,组成爆炸装置;密封金属管材1与2、金属管材3与4的间隙两端并抽真空,构建局部真空环境;将金属管材2、金属管材3和爆炸装置之间注满水,构建水环境;将爆炸装置按要求起爆,使各金属管材之间互相焊接结合,得到两组不同管径的高质量爆炸复合管。本发明所提供的爆炸复合管制备方法,杜绝了因空气层导致的金属管材结合界面局部熔化现象,提高了炸药利用率,缓解了金属管材表面因炸药高温所受的灼烧损伤,有效解决了传统方法无法高质量加工薄壁材料的困境。境。境。
技术研发人员:缪广红 胡昱 汪泉 艾九英 祁俊翔 马秋月 孙志皓
受保护的技术使用者:安徽理工大学
技术研发日:2022.01.04
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1