一种型材拼接成型装置的制作方法
1.本发明涉及型材加工设备技术领域,具体的说是一种型材拼接成型装置。
背景技术:
2.在实际生产过程中,为了增加型材的幅面,常需将三个型材拼接在一起。目前,为了将三个型材拼接在一起,通常采用人工进行,首先分别对中间型材和侧边型材进行加工,再手工将中间型材搭接在两侧边型材上,最后再采用人工的方式进行敲打,将中间型材和侧边型材锁紧在一起。这种人工操作方式,不能进行连续性的拼接成型,不但加工效率低,加工成本较高,而且加工精度也较差,很难满足实际的加工需求。
技术实现要素:
3.本发明的目的在于提供一种型材拼接成型装置,该型材拼接成型装置可进行连续性的拼接成型,不但加工效率高,加工成本较低,而且加工精度好,能很好地满足实际的加工需求。
4.为实现上述目的,本发明采用以下技术方案:
5.一种型材拼接成型装置,包括依次设置的翻边装置、拼接装置和锁边装置;所述翻边装置用于将中间型材两侧分别翻折出倒“u”型搭扣以及将两个侧边型材靠近中间型材一侧翻折出倒“l”型搭肩;所述拼接装置包括中间架和两个侧边架;所述中间架倾斜固定于两个侧边架的中部上方,中间架的出料端与侧边架连接;所述中间架上端两侧分别设置有第一限位杆,中间型材位于两个第一限位杆内侧;所述第一限位杆上设置有多个第一锁紧件,通过第一锁紧件调节第一限位杆锁紧在中间架上的位置;所述侧边架上端两侧分别设置有第二限位杆,侧边型材位于两个第二限位杆内侧;所述第二限位杆上设置有多个第二锁紧件,通过第二锁紧件调节第二限位杆锁紧在侧边架上的位置;所述中间型材从中间架的出料端伸出后其两侧的倒“u”型搭扣分别扣设在侧边型材内侧的倒“l”型搭肩上;所述锁边装置用于将拼接后的倒“u”型搭扣和倒“l”型搭肩锁紧在一起。
6.进一步的,所述中间架上端固定有多个倒“u”型架;所述倒“u”型架上沿中间型材宽度方向设置有横移滑槽;所述第一锁紧件包括第一安装块、第一螺杆、两个第一螺母、挂接螺杆和挂接螺母;所述第一安装块纵向设置有第一滑槽;所述第一螺杆内端与第一限位杆固定连接,第一螺杆外端穿设于第一滑槽;所述第一螺母分别螺纹连接于第一安装块两侧的第一螺杆上;所述挂接螺杆下端与第一安装块固定连接,挂接螺杆上端穿设于横移滑槽并与挂接螺母螺纹连接。
7.进一步的,所述第二锁紧件包括第二安装块、第二螺杆和两个第二螺母;所述第二安装块下端与侧边架固定连接,第二安装块上端纵向设置有第二滑槽;所述第二螺杆内端与第二限位杆固定连接,第二螺杆外端穿设于第二滑槽;所述第二螺母分别螺纹连接于第二安装块两侧的第二螺杆上。
8.进一步的,所述锁边装置包括机架和两个相对设置的锁边机构,互相拼接的中间
型材和两个侧边型材穿设于机架;所述锁边机构设置于中间型材和侧边型材拼接处的机架上;所述锁边机构包括转动设置于安装座下端的折翼辊、锁边下折辊、压紧辊和多个校直辊;所述安装座上端与机架固定连接;所述校直辊沿进料方向设置于中间型材的倒“u”型搭扣内侧;所述折翼辊、锁边下折辊和压紧辊沿进料方向依次设置于校直辊外侧;所述折翼辊外缘设置有锥形斜面,通过锥形斜面将倒“u”型搭扣的翼端向下方内侧弯折;所述锁边下折辊外缘设置有倒锥形斜面,通过倒锥形斜面将倒“u”型搭扣和侧边型材的倒“l”型搭肩的横向部向下方内侧弯折;所述压紧辊与校直辊对压将倒“u”型搭扣和倒“l”型搭肩的横向部压紧;所述安装座上端固定有锁边电机;所述锁边电机的输出轴与校直辊固定连接,通过锁边电机带动各个校直辊转动。
9.进一步的,所述中间型材和侧边型材上方的机架上分别转动设置有多个上按压辊,中间型材和侧边型材下方的机架上分别转动设置有多个下按压辊,通过上按压辊和下按压辊对压限制中间型材和侧边型材纵向偏移;所述机架上固定有传动电机;所述传动电机的输出轴与上按压辊或下按压辊连接,通过传动电机带动上按压辊和下按压辊转动。
10.进一步的,所述翻边装置包括三个呈“品”字型分布的翻边机构,翻边机构包括安装架、翻边电机和沿进料方向转动设置于所述安装架上的上转轴和下转轴;所述翻边电机固定于安装架上,翻边电机的输出轴与上转轴或下转轴连接;上端的所述翻边机构两侧分别设置有折扣辊组,通过折扣辊组在中间型材两侧分别翻折出倒“u”型搭扣;所述折扣辊组包括多个上下相对设置的上折扣辊和下折扣辊;所述上折扣辊套接固定在上端翻边机构的上转轴上,下折扣辊套接固定在上端翻边机构的下转轴上;所述上折扣辊外缘设置有折扣凹槽,下折扣辊外缘设置有折扣凸缘;所述折扣凸缘上端紧密嵌入折扣凹槽内;相邻所述折扣凹槽与折扣凸缘配合的两侧面沿进料方向逐渐变陡,通过上折扣辊和下折扣辊将中间型材两侧分别翻折出倒“u”型搭扣;下端的两所述翻边机构靠近中间一侧分别设置有折肩辊组,通过折肩辊组在侧边型材靠近中间型材一侧翻折出倒“l”型搭肩。
11.进一步的,所述折肩辊组包括至少一个第一上折件和第二上折件;所述第一上折件包括第一上折辊和第一下折辊;所述第一上折辊套接固定在下端翻边机构的上转轴上,第一下折辊套接固定在下端翻边机构的下转轴上;所述第一下折辊外缘内侧设置有第一折槽,第一上折辊嵌入第一折槽内将侧边型材靠近中间型材一侧向上翻折;所述第二上折件设置于第一上折件的出料端;所述第二上折件包括第二上折辊和第二下折辊;所述第二上折辊套接固定在下端翻边机构的上转轴上,第二下折辊套接固定在下端翻边机构的下转轴上;所述第二下折辊外缘内侧设置有第二折槽,且第二折槽位于第一折槽内侧,第二上折辊嵌入第二折槽内将侧边型材靠近中间型材一侧的内端再次向上翻折;所述第二上折件出料端设置有定型件;所述定型件包括上定型辊和下定型辊;所述上定型辊套接固定在下端翻边机构的上转轴上,下定型辊套接固定在下端翻边机构的下转轴上;所述下定型辊外缘内侧设置有定型槽,倒“l”型搭肩夹设于上定型辊与定型槽之间。
12.进一步的,所述拼接装置和锁边装置间设置有边角切割装置;所述边角切割装置包括两个切割机构,切割机构分别通过一安装件相对设置于机架两侧,通过安装件调节两个切割机构间的距离;所述切割机构包括三角架、三角切刀和驱动件;所述三角架的尖端部位于机架内侧,三角架下端内侧设置有进料槽,侧边型材外侧边穿设于进料槽;所述驱动件固定于三角架上端,驱动件的伸缩部与三角切刀固定连接,通过驱动件带动三角切刀升降
在侧边型材外侧边切割出三角形缺口。
13.进一步的,所述安装件包括横移电机、丝杆和滑轨;所述滑轨与机架固定连接,三角架滑动设置于滑轨上;所述横移电机与机架固定连接,横移电机的输出轴与丝杆固定连接;所述三角架与丝杆螺纹连接,通过横移电机带动丝杆转动调节切割机构的安装位置;所述三角切刀内侧的三角架上固定有三角支撑块;所述侧边型材外侧边穿设于三角支撑块上端;所述驱动件包括若干个驱动液压机,驱动液压机固定于三角架上端,驱动液压机的伸缩杆与三角切刀固定连接;所述三角切刀上端设置有导向杆;所述导向杆下端与三角切刀固定连接,导向杆上端穿设于三角架。
14.采用上述技术方案后,本发明具有如下有益效果:
15.1、本发明一种型材拼接成型装置,可进行连续性的拼接成型,不但加工效率高,加工成本较低,而且加工精度好,能很好地满足实际的加工需求。
16.2、本发明一种型材拼接成型装置,通过上端翻边机构的折扣辊组可在中间型材两侧分别翻折出倒“u”型搭扣,通过下端翻边机构的折肩辊组可在侧边型材靠近中间型材一侧翻折出倒“l”型搭肩,加工效率高,加工成本较低,可连续性进行翻边加工,且加工精度好。
17.3、本发明一种型材拼接成型装置,根据中间型材和侧边型材的实际宽度,可调节第一限位杆和第二限位杆的安装位置,可使中间型材从中间架的出料端伸出后其两侧的倒“u”型搭扣分别扣设在侧边型材内侧的倒“l”型搭肩上,拼接加工效率高,加工精度好。
18.4、本发明一种型材拼接成型装置,根据中间型材和侧边型材的宽度以及所需切割的三角形缺口大小,通过安装件调节两个三角切刀间的距离,可在侧边型材两侧快速、连续地切割出三角形缺口,生产效率高,生产成本较低。
19.5、本发明一种型材拼接成型装置,校直辊外侧的折翼辊、锁边下折辊、压紧辊可连续性地将中间型材和侧边型材拼接处翻折、压紧,可快速实现锁边,加工效率高,生产成本低,且锁边稳定和密封性好。
附图说明
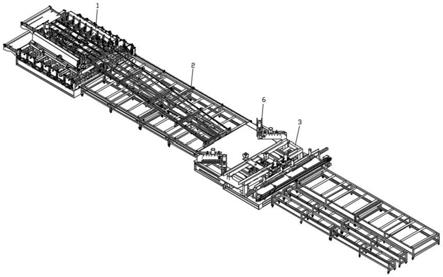
20.图1为本发明的立体结构示意图;
21.图2为本发明的中间型材和侧边型材的拼接示意图;
22.图3为本发明的中间型材和侧边型材的锁边示意图;
23.图4为本发明的翻边装置的立体结构示意图;
24.图5为本发明的折扣辊组翻折中间型材时的结构示意图;
25.图6为本发明的第一上折件翻折侧边型材时的结构示意图;
26.图7为本发明的第二上折件翻折侧边型材时的结构示意图;
27.图8为本发明的定型件翻折侧边型材时的结构示意图;
28.图9为本发明的拼接装置的立体结构示意图;
29.图10为图9中a部分的局部放大图;
30.图11为图9中b部分的局部放大图;
31.图12为本发明的边角切割装置的立体结构示意图;
32.图13为本发明的切割机构的立体结构示意图;
33.图14为本发明的锁边装置的立体结构示意图;
34.图15为本发明的两个锁边机构相对设置的结构示意图;
35.图16为本发明的单个锁边机构的立体结构示意图。
36.图中附图标记表示为:
37.1、翻边装置;10、翻边机构;100、安装架;101、翻边电机;102、上转轴;103、下转轴;11、折扣辊组;110、上折扣辊;1100、折扣凹槽;111、下折扣辊;1110、折扣凸缘;12、折肩辊组;120、第一上折件;1200、第一上折辊;1201、第一下折辊;12010、第一折槽;121、第二上折件;1210、第二上折辊;1211、第二下折辊;12110、第二折槽;122、定型件;1220、上定型辊;1221、下定型辊;12210、定型槽;2、拼接装置;20、中间架;200、第一限位杆;201、第一锁紧件;2010、第一安装块;20100、第一滑槽;2011、第一螺杆;2012、第一螺母;2013、挂接螺杆;2014、挂接螺母;202、倒“u”型架;2020、横移滑槽;21、侧边架;210、第二限位杆;211、第二锁紧件;2110、第二安装块;21100、第二滑槽;2111、第二螺杆;2112、第二螺母;3、锁边装置;30、机架;300、上按压辊;301、下按压辊;302、传动电机;31、锁边机构;310、安装座;311、折翼辊;3110、锥形斜面;312、锁边下折辊;3120、倒锥形斜面;313、压紧辊;314、校直辊;315、锁边电机;4、中间型材;40、倒“u”型搭扣;5、侧边型材;50、倒“l”型搭肩;6、边角切割装置;60、切割机构;600、三角架;6000、进料槽;601、三角切刀;602、驱动件;6020、驱动液压机;603、三角支撑块;604、导向杆;61、安装件;610、横移电机;611、丝杆;612、滑轨。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
39.请参阅图1至图16,一种型材拼接成型装置,包括依次设置的翻边装置1、拼接装置2和锁边装置3;所述翻边装置1用于将中间型材4两侧分别翻折出倒“u”型搭扣40以及将两个侧边型材5靠近中间型材4一侧翻折出倒“l”型搭肩50;所述拼接装置2包括中间架20和两个侧边架21;所述中间架20倾斜固定于两个侧边架21的中部上方,中间架20的出料端与侧边架21连接;所述中间架20上端两侧分别设置有第一限位杆200,中间型材4位于两个第一限位杆200内侧;所述第一限位杆200上设置有多个第一锁紧件201,通过第一锁紧件201调节第一限位杆200锁紧在中间架20上的位置;所述侧边架21上端两侧分别设置有第二限位杆210,侧边型材5位于两个第二限位杆210内侧;所述第二限位杆210上设置有多个第二锁紧件211,通过第二锁紧件211调节第二限位杆210锁紧在侧边架21上的位置;所述中间型材4从中间架20的出料端伸出后其两侧的倒“u”型搭扣40分别扣设在侧边型材5内侧的倒“l”型搭肩50上;所述锁边装置3用于将拼接后的倒“u”型搭扣40和倒“l”型搭肩50锁紧在一起。
40.如图1、图9、图10和图11所示,所述中间架20上端固定有多个倒“u”型架202;所述倒“u”型架202上沿中间型材4宽度方向设置有横移滑槽2020;所述第一锁紧件201包括第一安装块2010、第一螺杆2011、两个第一螺母2012、挂接螺杆2013和挂接螺母2014;所述第一安装块2010纵向设置有第一滑槽20100;所述第一螺杆2011内端与第一限位杆200固定连接,第一螺杆2011外端穿设于第一滑槽20100;所述第一螺母2012分别螺纹连接于第一安装块2010两侧的第一螺杆2011上;所述挂接螺杆2013下端与第一安装块2010固定连接,挂接
螺杆2013上端穿设于横移滑槽2020并与挂接螺母2014螺纹连接。
41.如图1、图9、图10和图11所示,所述第二锁紧件211包括第二安装块2110、第二螺杆2111和两个第二螺母2112;所述第二安装块2110下端与侧边架21固定连接,第二安装块2110上端纵向设置有第二滑槽21100;所述第二螺杆2111内端与第二限位杆210固定连接,第二螺杆2111外端穿设于第二滑槽21100;所述第二螺母2112分别螺纹连接于第二安装块2110两侧的第二螺杆2111上。
42.如图1、图14、图15和图16所示,所述锁边装置3包括机架30和两个相对设置的锁边机构31,互相拼接的中间型材4和两个侧边型材5穿设于机架30;所述锁边机构31设置于中间型材4和侧边型材5拼接处的机架30上;所述锁边机构31包括转动设置于安装座310下端的折翼辊311、锁边下折辊312、压紧辊313和多个校直辊314;所述安装座310上端与机架30固定连接;所述校直辊314沿进料方向设置于中间型材4的倒“u”型搭扣40内侧;所述折翼辊311、锁边下折辊312和压紧辊313沿进料方向依次设置于校直辊314外侧;所述折翼辊311外缘设置有锥形斜面3110,通过锥形斜面3110将倒“u”型搭扣40的翼端向下方内侧弯折;所述锁边下折辊312外缘设置有倒锥形斜面3120,通过倒锥形斜面3120将倒“u”型搭扣40和侧边型材5的倒“l”型搭肩50的横向部向下方内侧弯折;所述压紧辊313与校直辊314对压将倒“u”型搭扣40和倒“l”型搭肩50的横向部压紧;所述安装座310上端固定有锁边电机315;所述锁边电机315的输出轴与校直辊314固定连接,通过锁边电机315带动各个校直辊314转动。
43.如图1、图14、图15和图16所示,所述中间型材4和侧边型材5上方的机架30上分别转动设置有多个上按压辊300,中间型材4和侧边型材5下方的机架30上分别转动设置有多个下按压辊301,通过上按压辊300和下按压辊301对压限制中间型材4和侧边型材5纵向偏移;所述机架30上固定有传动电机302;所述传动电机302的输出轴与上按压辊300或下按压辊301连接,通过传动电机302带动上按压辊300和下按压辊301转动。
44.如图1、图4、图5、图6、图7和图8所示,所述翻边装置1包括三个呈“品”字型分布的翻边机构10,翻边机构10包括安装架100、翻边电机101和沿进料方向转动设置于所述安装架100上的上转轴102和下转轴103;所述翻边电机101固定于安装架100上,翻边电机101的输出轴与上转轴102或下转轴103连接;上端的所述翻边机构10两侧分别设置有折扣辊组11,通过折扣辊组11在中间型材4两侧分别翻折出倒“u”型搭扣40;所述折扣辊组11包括多个上下相对设置的上折扣辊110和下折扣辊111;所述上折扣辊110套接固定在上端翻边机构10的上转轴102上,下折扣辊111套接固定在上端翻边机构10的下转轴103上;所述上折扣辊110外缘设置有折扣凹槽1100,下折扣辊111外缘设置有折扣凸缘1110;所述折扣凸缘1110上端紧密嵌入折扣凹槽1100内;相邻所述折扣凹槽1100与折扣凸缘1110配合的两侧面沿进料方向逐渐变陡,通过上折扣辊110和下折扣辊111将中间型材4两侧分别翻折出倒“u”型搭扣40;下端的两所述翻边机构10靠近中间一侧分别设置有折肩辊组12,通过折肩辊组12在侧边型材5靠近中间型材4一侧翻折出倒“l”型搭肩50。
45.如图1、图4、图5、图6、图7和图8所示,所述折肩辊组12包括至少一个第一上折件120和第二上折件121;所述第一上折件120包括第一上折辊1200和第一下折辊1201;所述第一上折辊1200套接固定在下端翻边机构10的上转轴102上,第一下折辊1201套接固定在下端翻边机构10的下转轴103上;所述第一下折辊1201外缘内侧设置有第一折槽12010,第一
上折辊1200嵌入第一折槽12010内将侧边型材5靠近中间型材4一侧向上翻折;所述第二上折件121设置于第一上折件120的出料端;所述第二上折件121包括第二上折辊1210和第二下折辊1211;所述第二上折辊1210套接固定在下端翻边机构10的上转轴102上,第二下折辊1211套接固定在下端翻边机构10的下转轴103上;所述第二下折辊1211外缘内侧设置有第二折槽12110,且第二折槽12110位于第一折槽12010内侧,第二上折辊1210嵌入第二折槽12110内将侧边型材5靠近中间型材4一侧的内端再次向上翻折;所述第二上折件121出料端设置有定型件122;所述定型件122包括上定型辊1220和下定型辊1221;所述上定型辊1220套接固定在下端翻边机构10的上转轴102上,下定型辊1221套接固定在下端翻边机构10的下转轴103上;所述下定型辊1221外缘内侧设置有定型槽12210,倒“l”型搭肩50夹设于上定型辊1220与定型槽12210之间。
46.如图1、图12和图13所示,所述拼接装置2和锁边装置3间设置有边角切割装置6;所述边角切割装置6包括两个切割机构60,切割机构60分别通过一安装件61相对设置于机架30两侧,通过安装件61调节两个切割机构60间的距离;所述切割机构60包括三角架600、三角切刀601和驱动件602;所述三角架600的尖端部位于机架30内侧,三角架600下端内侧设置有进料槽6000,侧边型材5外侧边穿设于进料槽6000;所述驱动件602固定于三角架600上端,驱动件602的伸缩部与三角切刀601固定连接,通过驱动件602带动三角切刀601升降在侧边型材5外侧边切割出三角形缺口。
47.如图1、图12和图13所示,所述安装件61包括横移电机610、丝杆611和滑轨612;所述滑轨612与机架30固定连接,三角架600滑动设置于滑轨612上;所述横移电机610与机架30固定连接,横移电机610的输出轴与丝杆611固定连接;所述三角架600与丝杆611螺纹连接,通过横移电机610带动丝杆611转动调节切割机构60的安装位置;所述三角切刀601内侧的三角架600上固定有三角支撑块603;所述侧边型材5外侧边穿设于三角支撑块603上端;所述驱动件602包括若干个驱动液压机6020,驱动液压机6020固定于三角架600上端,驱动液压机6020的伸缩杆与三角切刀601固定连接;所述三角切刀601上端设置有导向杆604;所述导向杆604下端与三角切刀601固定连接,导向杆604上端穿设于三角架600。
48.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1