一种绿光超快激光不锈钢彩色打标方法和系统与流程
1.本发明涉及激光标刻技术领域,具体涉及一种绿光超快激光不锈钢彩色打标方法和系统。
背景技术:
2.近年来,激光打标已经在很多领域取代传统打标方式而成为常规的加工方式,甚至形成新的工业标准,在不锈钢应用领域市场越来越多。然而在日常打标产品中我们看到的打标图案基本都是黑白灰色,很少有彩色图案。
3.有些彩色打标方法是使用一部分光纤激光器做核心器件,在不锈钢表面上进行彩色标记,却也只能打印出粗糙的彩色图案,色域小,分辨率低,精度差,色彩失真。主要原因有几个方面,第一是核心器件一致性重复单元最高极限水平在纳秒级别,导致光子分辨率低,光子不均匀,一致性差等。第二是对于在不锈钢表面进行激光彩色打标,现有的打标设备机理是基于化学方法发展而来,在待标记物的表层材料上通过热致熔化作用施加激光束,一般都产生挂渣、裂纹、热影响区等不良效果。第三是控制工艺参数如激光束脉宽、功率、离焦量、填充方式,延时参数等,产生不同厚度的氧化膜打标层,随着不同的观察角度变化,标记的图案也会变幻出不同的颜色,但是整体均匀性很难控制,效果不一致性比较明显。
4.还有其他激光彩色标记新技术是利用辅助材料实现,例如近期由德国研发出层压材料组,包括外部层压材料和内部层压材料,其中外部层压材料包括透明聚合物载体,在载体的一侧上含有在红外区的吸收最大值的红外染料的彩色激光可标记层,这种层压材料几乎可用于所有常见打标材料。日本也出现一种可用于激光彩色标记的组合物及其制备方法。组合物组分包括:聚合物100重量份;激光打标粉的含量是0.05622重量份;温感物质的含量是0.16210重量份。制备方法包括:将所述聚合物、激光打标粉、温感物质在内的组分按所述组分配比熔融共混。通过添加温感物质,利用在激光打标过程中产生的热量,使温感物质在一定的温度下发生热分解、氧化等反应,破坏原来的物质结构或生成一种新物质,同时产生一种新的颜色,这种颜色变化是单方向的,不可逆的,冷却后不能恢复原色,因而可在产品上形成稳定的永久标记。但是这种方法对辅料材料的质量、分辨率、均匀性、渠道、甚至环保要求的限制比较大,而且也改变了不锈钢材料本体的属性,实际使用中还是不方便。
技术实现要素:
5.有鉴于此,为了克服现有技术的不足,本发明提供一种绿光超快激光不锈钢彩色打标方法和系统。本发明方法无需对不锈钢表面做特殊处理,能够直接在不锈钢表面打标形成均匀性高,一致性好的保护膜,在自然光下的不同角度进行薄膜反射,实现彩色效果,色彩逼真。
6.本发明提供一种绿光超快激光不锈钢彩色打标的方法,所述方法包括步骤:
7.1)将不锈钢置于工作台上;
8.2)将激光器设于工作台的一侧;所述激光器为能够发射锁频均匀能量单脉冲的绿光超快激光器;所述激光器的发射频率为10khz-200khz之间的一定值;所述激光器发射的单脉冲能量为50-1000uj,所述单脉冲能量的一致性为≤
±
5%,所述单脉冲宽度为1-15ps;
9.3)所述激光脉冲占空比可精确编辑;
10.4)所述激光器发射的超快激光,经过整形光路放大光束尺寸、再经过光束传输光路输入到振镜、再经过场镜后聚焦在工作台上的不锈钢工件表面;
11.5)在软硬件控制器的控制下,设置激光参数和加工参数,控制激光束x、y、z轴的移动,完成不锈钢表面图案的激光标刻形成保护膜,所述保护膜在自然光的不同角度下形成彩色标志。
12.进一步,其特征在于,所述占空比先从5%向95%变化,步长为5%,间隔为5s;然后再从95%向5%变化,步长为5%,间隔为5s;持续循环。
13.进一步,所述经过光束传输光路的激光经光隔离器后输入到振镜。
14.进一步,所述单脉冲为单脉冲光子尖峰波。
15.进一步,所述激光器为全固态皮秒激光器,所述激光波长为532
±
5nm。
16.进一步,所述激光器窗口光斑为1-3mm,发散角为0.5-1.5mrad。
17.进一步,所述整形光路为放大倍率为1-8倍的扩束光路,所述光束传输光路为传输距离100-1000mm的传输光路组成。
18.进一步,所述振镜转速为100-10000转/秒;所述场镜是f-θ场镜或远心场镜,焦距为30-300mm。
19.进一步,形成所述标刻图案微型结构的最小分辨率特征尺寸为0.5-25um。
20.本发明还提供实现上述绿光超快激光彩色打标方法的标刻系统,其特征在于,所述系统包括工作台、激光器光路系统和控制器;
21.其中,所述工作台上设有辊轴输送机构,所述工作台的一侧设有激光器光路系统和控制器,所述控制器分别与所述激光器光路系统、辊轴输送机构连接;
22.激光器通过数据线与安装有激光标刻系统软件的计算机控制器相连,计算机控制器将控制的激光功率、扫描速度及重复频率信号输入到激光器,并接收激光器的脉冲同步信号,同时控制激光器光路系统和所述辊轴输送机构完成不锈钢工件的激光标刻。
23.所述激光器光路系统包括激光器、光路和激光振镜标刻头。
24.所述激光器光路系统设置于激光器承载柜和装载光路的四轴机器人中,所述四轴机器人手臂底端设有激光振镜标刻头。
25.所述激光标刻头旁边设置有位置传感器。
26.所述激光标刻头旁边还设置有ccd视觉系统。
27.所述光束传输光路与振镜之间设置光隔离器,隔离反射激光。
28.本发明所述锁频均匀能量单脉冲是指超快激光工作方式为锁定频率下均匀能量单脉冲周期性输出。
29.本发明的有益效果在于:
30.1.本发明基于锁定的高重复频率、单脉冲工作、高单脉冲能量、单脉冲能量一致性高的超快激光彩色打标方法,无需对不锈钢表面做特殊处理,能够直接对不锈钢工件进行打标,在不锈钢表面形成一种均匀性高,一致性好的保护膜,在自然光下的不同角度进行薄
膜反射,实现彩色效果,色彩逼真。
31.2.本发明的彩色打标方法,激光器输出的高能量皮秒单脉冲光子,这种激光光子能量分辨率精细,彩色色域远远大于常规色域分辨率3-6个数量级,在可控光子作用的不锈钢表面打标,颜色色彩非常逼真,远远超过绝大多数精密仪器的分辨能力。
32.3.该方法光子单脉冲能量高,均匀性好,操作简单快速,无须调节光子脉冲宽度,而且在时域上表现唯一,分辨率高。
33.4.该方法聚焦超精细,均匀光叠加,在加工过程中对不锈钢材料表面形成的颗粒能够达到纳米尺寸级别,提高了标刻精度。
34.5.该方法不是通过热致熔化材料,而是通过直接汽化材料来实现标刻。材料的晶格和分子之间,还没来得及传热就已经被去除,几乎无挂渣,无裂纹,无热影响区。
35.6.该方法标刻的效果具有永久性,不会因触摸、高低温、酸碱性等环境关系而消退。
36.7.该方法标刻效果是激光和材料表面直接作用成型,无需辅助物料等耗材,标刻效果质量好、分辨率高,均匀性高,满足节能环保的要求,良率高。
附图说明:
37.图1为本发明绿光超快激光不锈钢彩色打标方法和系统的原理示意图;
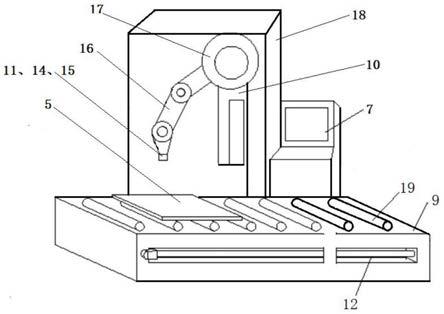
38.图2为实现本发明方法的标刻系统结构示意图;
39.图3为本发明绿光超快激光不锈钢彩色打标方法打标效果照片;
40.其中:1.绿光超快激光器;2.光路;2-1.整形光路;2-2.光束传输光路;3.振镜;4.场镜;5.不锈钢标刻工件6.工位,7.控制器,8.反射镜,9.工作台,10.激光光路系统,11.位置传感器,12.丝杠,13.光隔离器,14.激光振镜标刻头,15.ccd视觉系统,16.四轴机器人手臂,17.四轴机器人,18.激光器承载柜,19.辊轴输送机构。
具体实施方式
41.下面结合附图和具体实施例对本发明提供的绿光超快激光不锈钢彩色打标方法和系统进一步解释而本发明并不局限于以下实施例。
42.本发明绿光超快激光不锈钢彩色打标方法,包括步骤:
43.1)将不锈钢5置于工作台9上;2)将激光器1设于工作台9的一侧;所述激光器1为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的绿光超快激光器,所述激光器的发射频率为10khz-200khz之间的一定值;所述激光器发射的单脉冲能量为50-1000uj,所述单脉冲能量的一致性为≤
±
5%,所述单脉冲宽度为1-15ps;
44.3)所述激光脉冲占空比精确可编辑;
45.4)所述激光器1发射的超快激光,经过整形光路2-1放大光束尺寸、再经过光束传输光路2-2输入到振镜3、再经过场镜4后聚焦在工作台9、6上的不锈钢工件5表面;
46.5)在软硬件控制器7的控制下,设置激光参数和加工参数,控制激光束x、y、z轴的移动,完成不锈钢5表面图案的激光标刻形成保护膜,所述保护膜在自然光的不同角度下形成彩色标志。
47.所述整形光路2-1、光束传输光路2-2和反射镜8构成光路2,经过光路2的激光经光
隔离器13后输入到振镜3。本发明工作原理示意图如图1所示。
48.步骤5)包括以下步骤:
49.1.设定激光发射参数及电平形式的激光脉冲同步信号,将所述激光脉冲同步信号和起始时间t1发送给软硬件控制器7,作为加工基准时间;
50.2.调试激光光束:光束经整形光路2-1、光闸和光束传输2-2,所述光闸由ttl电平控制;所述软硬件控制器7向光闸发送控制其开关的信号以及起始时间t2;
51.3.调试振镜:所述软硬件控制器7将振镜的5v高低电平形式的控制信号以及起始时间t3,发送给振镜3,
52.4.调试激光光束,经场镜4聚焦在工作台9附近,在场镜有效范围内工作。
53.5.通过软硬件控制器7将准备标刻的内容分解,得到可读格式的像素、直径、填充密度,走线路径和图形,其边界范围以不大于所述激光标刻机的区域边界为限。
54.6.根据切片图形内容和次序,以激光同步信号输入给软硬件控制器7作为时间基准,校准工作台的坐标为空间基准,经软硬件控制器7依次给振镜3、光闸、驱动机构发射控制信号,时间基准,延时时间和控制信号时序,进行整体时序校准以及初步打样。
55.7.根据初步打样效果,验证其与预设的效果符合程度,如果有差异,微调各个部件的工艺和参数,直到效果最佳,锁定参数,开始标刻。
56.本发明的步骤(2)优选地,所述激光器的发射频率为50khz-200khz之间的一定值,所述激光器发射的单脉冲能量为50uj-800uj,更优选地,所述激光器的发射频率为100khz-200khz之间的一定值,所述激光器发射的单脉冲能量为300uj-800uj。
57.作为本发明的一个实施方案,所述光束传输光路2-2的传输距离优选为100-800mm;更优选为500-800mm。
58.作为本发明的另一个实施方案,所述整形光路2-1为放大倍率为1-8倍的扩束光路;优选地,所述整形光路为放大倍率为2-6倍的扩束光路;更优选地,所述整形光路为放大倍率为5倍的扩束光路。
59.作为本发明的再一个实施方案,所述振镜的转速为100-10000转/秒;优选地,振镜的转速为400-5000转/秒;更优选地,振镜的转速为500-1000转/秒。
60.作为本发明的又一个实施方案,所述场镜为f-θ场镜或远心场镜4,焦距为30-300mm;优选地,所述场镜为f-θ场镜或远心场镜,焦距为100-300mm;更优选地,所述场镜为f-θ场镜或远心场镜,焦距为150-250mm。
61.本发明还提供实现上述绿光超快激光彩色打标方法的标刻系统,所述系统包括工作台9、激光器光路系统10和控制器7;
62.其中,所述工作台上设有辊轴输送机构19,所述工作台的一侧设有激光器光路系统10和控制器7,所述控制器7分别与所述激光器光路系统10、辊轴输送机构19连接;
63.激光器1通过数据线与安装有激光标刻系统软件的计算机控制器7相连,计算机控制器7将控制的激光功率、扫描速度及重复频率信号输入到激光器1,并接收激光器的脉冲同步信号,同时控制激光器光路系统10和所述辊轴输送机构19完成不锈钢工件5的激光标刻。
64.所述激光器光路系统10包括激光器1、光路2和激光振镜标刻头14。
65.所述激光器光路系统10设置于激光器承载柜18和装载光路2、3、4的四轴机器人17
中,所述四轴机器人手臂16底端设有激光振镜标刻头14。
66.所述激光标刻头旁边设置有位置传感器11。
67.所述激光标刻头旁边设置有ccd视觉系统15。
68.所述整形光路2-1与光束传输光路2-2之间设置光闸。
69.所述光束传输光路2-2与振镜3之间设置光隔离器13,隔离反射激光。
70.本发明标刻系统结构示意图如图2所示。
71.实施例1:本发明方法在不锈钢表面的彩色打标
72.将激光器通过数据线与安装有激光标刻系统软件的计算机相连,计算机将控制的激光功率,扫描速度,重复频率等信号输入到激光器,绿光超快激光器为全固态皮秒激光器。控制器接收激光器的脉冲同步信号,同时控制激光器光路系统10、和所述辊轴输送机构19、12完成不锈钢工件5的激光标刻。
73.全固态皮秒激光器1的发射频率为200khz;发射的单脉冲能量为10uj,单脉冲宽度为10ps,单脉冲能量的一致性为≤
±
5%;所述激光脉冲打标控制信号占空比可精确编辑,通过振镜控制软件完成占空比的精确编辑,来控制相应的出光状态均匀光子脉冲个数,先从5%向95%变化,步长为5%,间隔为5s;然后再从95%向5%变化,步长为5%,间隔为5s。持续循环。
74.单脉冲为单脉冲光子尖峰波。
75.激光波长为532
±
5nm。
76.激光器窗口光斑为1mm,发散角为1mrad。
77.整形光路为放大倍率为6倍的扩束光路,光束传输光路为传输距离1000mm的传输光路组成。
78.振镜转速为5000转/秒。
79.场镜是f-θ场镜,焦距为100mm。
80.形成所述标刻图案微型结构的最小分辨率特征尺寸为15um。
81.使用上述激光器进行标刻:
82.(1)将要标刻的图像导入到计算机中;
83.(2)通过安装于计算机的激光标刻系统软件读取待标刻图像,设置激光输出功率、激光器重复频率和振镜工作频率;
84.打开激光器,激光运动控制系统根据计算机输出的图像信号进行扫描,高能量的激光束在不锈钢工作面上进行激光标刻。
85.标刻效果如图3所示在不锈钢球上标刻的彩色圆斑。
86.以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员依然可以对本发明的具体实施方式进行修改或者等同替换,而这些未脱离本发明精神和范围的任何修改或者等同替换,其均在申请待批的本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1