剪切双辊铸带的制作方法
本发明涉及通过双辊铸造机制造薄带,例如薄钢带。
背景技术:
1、在双辊铸造机中,熔融金属从输送系统输送到支撑在一对反向旋转的水平铸辊的铸造表面上的铸造池,铸辊内部水冷,从而在移动的铸辊表面上形成凝固的金属壳。金属壳在它们之间的辊隙处聚集在一起,以产生从铸辊之间的辊隙向下输送的凝固带产品。这里使用的术语“辊隙”是指铸辊最靠近在一起的一般区域。
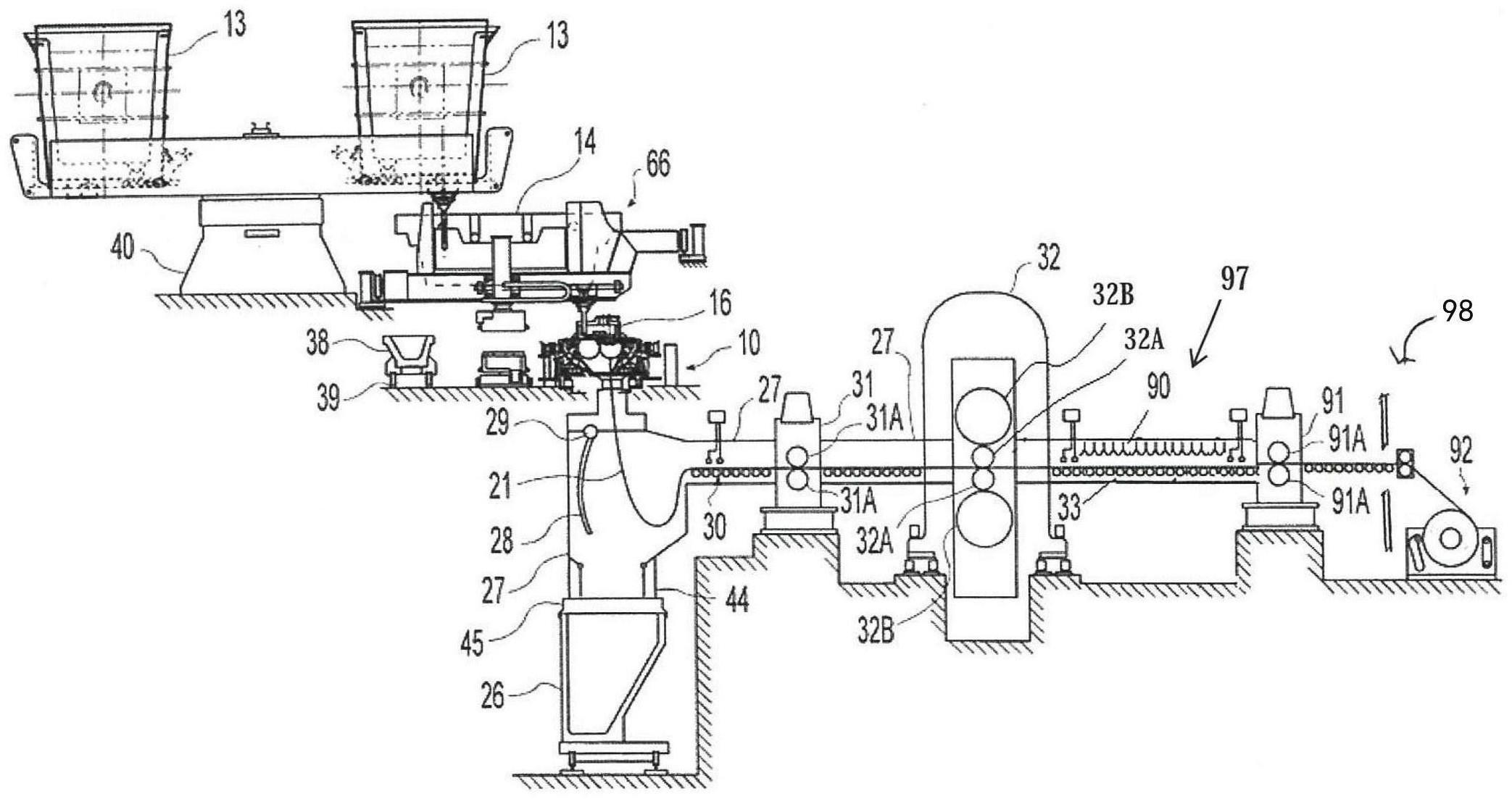
2、熔融金属可以从钢包倒入较小的容器或一系列较小的容器中,熔融金属从其中流经位于辊隙上方的一个或多个金属输送喷嘴,以形成熔融金属的铸造池,该铸造池支撑在辊隙上方的铸辊的铸造表面上并延伸辊隙的长度。
3、铸造池通常被限制在侧板或侧挡板之间,侧板或侧挡板与铸辊的端部保持滑动接合,以限制铸造池流出。铸造池的上表面(通常称为“弯月面”高度)通常在输送喷嘴的下端上方,使得输送喷嘴的下端浸入铸造池中。
4、当用双辊铸造机铸造钢带时,薄带离开辊隙,穿过导向台,通过夹送辊架,然后通过热轧机,在那里薄带被减薄到所需的厚度。热轧带材然后被冷却以形成具有最终应用所需微结构的带材。然后将冷却的带材卷绕起来,用剪切机在卷取机的上游周期性地切割带材,以在每个卷中形成所需长度的带材。
5、以上评论不是对中国或其他地方的公知常识的承认。
技术实现思路
1、本发明包括一种生产双辊铸造、热轧、冷却和卷绕的金属带的方法,该方法包括控制该方法,使得在冷却站的末端,带长度的部分比带长度的其他部分更热,并且这些较热部分随后通过剪切站并在剪切站中被剪切。
2、本发明包括一种生产铸造金属(通常是钢)带的方法,包括:在双辊铸造机中形成厚度小于3mm的连续薄金属带;将铸带移动通过热轧机并减小铸带的厚度;将热轧铸带移动通过冷却站并冷却该带;将冷却的热轧铸带移动通过剪切站,并周期性地剪切带并形成选定长度的带;以及将冷却的热轧铸带移动到卷取机,并在卷取机处形成选定长度的卷,并且用于控制该方法,使得冷却带长度的部分在冷却站的末端比带长度的其它部分更热,并且这些较热部分随后通过剪切站并在剪切站中被剪切,其中较热部分比冷却带长度的其它相对较冷部分更容易被剪切。
3、该方法生产铸造、热轧和冷却的金属带的卷,该金属带的卷的前端和尾端部分超出了带的客户规格,这是因为这些部分在被剪切以形成连续卷绕的卷的前端和尾端部分时是较热部分。线圈的中心部分符合客户规范。
4、术语“客户规格”在这里被理解为指包括线圈重量、带材厚度、成分、微观结构和机械性能的规格。
5、较热部分可以是任何合适的温度。
6、在任何情况下,较高温度的选择是许多因素的函数,例如包括钢的成分和离开冷却站的带的微观结构和最终性能。
7、可以控制该方法,使得较热部分比冷却带的其它部分至少热100℃。
8、可以控制该方法,使得较热部分比冷却带的其它部分至少热150℃。
9、可以控制该方法,使得较热部分比冷却带的其它部分至少热200℃。
10、可以控制该方法,使得较热部分比冷却带的其它部分至少热300℃。
11、可以控制该方法,使得较热部分比冷却带的其它部分至少热400℃。
12、可以控制该方法,使得较热部分的长度是在该方法的标准操作条件下在长达7秒的时间内通过冷却站的长度。
13、可以控制该方法,使得较热部分的长度是在该方法的标准操作条件下在长达5秒的时间内通过冷却站的长度。
14、该方法可以包括当热轧铸带移动通过冷却站时,对热轧铸带进行水冷。
15、该方法可以包括当热轧铸带移动通过冷却站时,选择性地控制冷却水的供应以形成冷却带的较热部分。
16、该方法可以包括用来自多个喷水组件的水连续冷却热轧铸轧带,所述多个喷水组件沿着冷却站的长度间隔设置。
17、该方法可以包括选择性地控制流向喷水组件的水流,并且与已经移动通过冷却站的冷却带的在前部分的温度相比,逐渐增加移动通过冷却站的冷却带的较热部分的温度。
18、该方法可以包括在一段时间内选择性地减少每个喷水组件处的水流,并且与已经移动通过冷却站的冷却带的在前部分的温度相比,逐渐增加移动通过冷却站的冷却带的较热部分的温度。
19、本发明还提供了一种用于生产铸造金属带的设备,包括:
20、-双辊薄带铸造机,用于形成厚度小于3mm的连续薄金属带;
21、-用于减小铸带材厚度的热轧机;
22、-用于冷却热轧铸带的冷却站;
23、-剪切站,用于周期性地剪切冷却的带并形成选定长度的带;和
24、-用于形成选定长度的冷却带的卷的卷取机;和
25、-控制器,用于控制方法,使得冷却带长度的部分在冷却站的末端比带长度的其他部分更热,并且这些较热部分随后通过剪切站并在剪切站被剪切,其中较热部分比冷却带长度的其他相对较冷的部分更容易被剪切。
26、本发明还提供了一种双辊铸造、热轧和冷却的金属带的一定长度的卷,该卷包括超出带的客户规格的前端部分和尾端部分,以及在客户规格之内的中心部分。
27、冷却站的控制选项可以是以下选项中的任何一个,注意控制选项与带的较热部分发生剪切切割的时间有关。
28、-冷却站供水的全自动控制,能够控制沿带长度方向的带温度。
29、-对带通过冷却站和剪切站的全自动位置跟踪,在受控的较热部分实现自动剪切切割。
30、-由plc设定的关闭冷却站供水的定时。plc控制计算每个供水阀发出水流减少信号和剪切致动定时之间的时间。这包括阀门响应和剪切响应的滞后。动态带速度包含在计算中。控制系统监控线圈尺寸和质量。当达到要求的卷尺寸或质量时,剪切切割被激活。冷却控制提前计算并激活阀定时,以确保剪切激活信号的定时将导致切割发生在带的较热部分。
31、-手动关闭冷却站的供水。操作员通过按下控制系统的剪切切割按钮请求手动切割。然后,控制系统启动冷却阀,使水关闭,形成带的较热部分。剪切启动被延迟,直到切割发生在带的较热部分。
32、-单个按钮按压,启动冷却站供水的plc控制。
33、-紧急关闭冷却站的供水。在某些紧急情况下,操作员需要立即进行剪切。如果控制系统中有双按钮按压(或其他)选项,剪切切割将在不改变冷却阀的情况下启动。剪切切割将发生在冷带中。
34、-如果控制系统检测到带停在台上,则关闭所有供水阀。这可以使切割和移除带更容易,因为它在未冷却的条件下更软。
35、钢可以是用于双辊薄带铸造机的任何合适的钢成分。
36、本发明特别有利于非常难以剪切的高强度钢,例如马氏体钢种。
37、举例来说,钢可以是高强度低合金钢。
38、举例来说,钢可以是由熔融钢熔体形成的超高强度耐候钢薄板,所述熔融钢熔体包含:(i)按重量计0.20%至0.35%的碳、小于1.0%的铬、0.7%至2.0%的锰、0.10%至0.50%的硅、0.1%至1.0%的铜、小于或等于0.12%的铌、小于0.5%的钼、0.5%至1.5%的镍和含小于0.01%铝的硅镇静物;以及(ii)剩余的铁和熔化产生的杂质。
39、举例来说,钢可以是下列astm和其他等级55、70、80、90、100、550和q690中的任何一种。
40、上述方法和装置的优点包括以下优点。
41、-在生产高强度钢的过程中,带的剪切切割发生在较热的较软材料中。
42、-剪切刀片使用时间更长。
43、-可以使用传统的剪切刀片材料。
44、-更平整的带进入剪切——卵石形减少。
45、-更平整的带进入卷取机的转向辊——更少的卵石形。
46、-下游工艺的平整进料带。
47、-能够使用更小(制造重量更低)、资本成本更低的剪切站来切割高强度带。
48、-淬火材料的试样代表块卷材。可以抽取带的样本进行检查和测试。该样品必须代表卷的主体。它不能抽取带的较热部分。如果长度较短,从卷取机上取下后不久,可在一组开卷辊上取下较热部分,并从带的冷却长度上取下样品。如果热轧带长度很长,则可能不会设置工位来移除带的这些较长的长度。必须将卷送到下游站,以移除卷的较长的热长度,然后进行测试样品。这可能会导致测试和检查延迟。对测试和检查的快速反馈意味着卷已经为下一个处理步骤做好准备,从而提高工艺效率。
- 还没有人留言评论。精彩留言会获得点赞!