一种高导电石墨烯金属复合材料的折叠锻压方法及装置
1.本发明涉及石墨烯金属复合材料技术领域,具体涉及一种高导电石墨烯金属复合材料的折叠锻压方法及装置。
背景技术:
2.石墨烯,是一种以sp2杂化连接的碳原子紧密堆积呈单层二维蜂窝状晶格结构的新材料。石墨烯具有优异的光学、电学、力学性能,因此,其在材料学、微纳加工、能源、生物医学和药物传递等方面具有重要的应用前景,被认为是一种未来革命性的材料。
3.现有技术中,采用化学气相沉积法可以将碳源裂解后在金属箔表面沉积生长形成石墨烯,从而制得金属基石墨烯复合材料,其导电性能优异,因此,金属基石墨烯复合材料在良导体材料应用方面具有极大的意义。在实际应用中,为了使金属基石墨烯复合材料具备高导电率和更优的力学性能,需要将金属基石墨烯复合材料进一步加工处理,使之成为板材,方便后加工。
4.然而,由于实际应用中是以金属箔或很薄的金属板为石墨烯的生长基材,单次生产的产量上限很低,而如果要提高单次生产的产量,可以通过增加生产设备的方式,然而这样又会使得生产设备的投入成本很高,因此,亟需一种能够提高石墨烯金属复合材料单次生产产量的生产方法。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种高导电石墨烯金属复合材料的折叠锻压方法及装置,用于解决现有技术中金属基复合材料的单次生产产量低的问题。
6.为实现上述目的及其他相关目的,本发明提供一种高导电石墨烯金属复合材料的折叠锻压方法,包括石墨烯生长步骤和锻压步骤,石墨烯生长步骤和锻压步骤交替反复进行。
7.可选地,所述石墨烯生长步骤和锻压步骤均在一体化腔室内进行。
8.可选地,在石墨烯生长步骤中,用于生长石墨烯的金属材料为金属板/锭。
9.可选地,在石墨烯生长步骤中,石墨烯生长的温度为500~1200℃。
10.可选地,在锻压步骤中,锻压压力为2~200mpa。
11.可选地,在锻压步骤中,锻压时腔室内的温度为200~1000℃。
12.可选地,石墨烯生长步骤和锻压步骤交替反复进行两次以上。
13.如上所述的一种高导电石墨烯金属复合材料的折叠锻压方法,采用石墨烯生长步骤和锻压步骤交替反复进行的特殊方式进行石墨烯金属复合材料的制备,避免了模压、辊压、等热静压致密化等处理过程。且本发明能以金属板/锭为石墨烯的生长基材,相较于以金属箔为石墨烯生长基材而言,本发明能够有效提高单次生产的产量,并获得高导电率、高强度的石墨烯金属复合材料。
14.本发明还提供一种由上述折叠锻压方法制得的石墨烯金属复合材料。
15.本发明还提供一种高导电石墨烯金属复合材料的折叠锻压装置,包括用于进行石墨烯生长步骤的生长腔室和用于进行锻压步骤的锻压腔室,以及用于转移金属材料的抓取转移机构,所述生长腔室连通有进气总管和真空管路一,锻压腔室连通有保护气体管二,锻压腔室内设有用于锻压金属材料的锻压机构,生长腔室和锻压腔室内均设有加热系统,生长腔室和锻压腔室的外壁均设有隔热层。
16.可选地,所述抓取转移机构为机械手臂。
17.可选地,所述生长腔室和锻压腔室的侧壁均开设有进出料口,进出料口处设有用于密封进出料口的开闭门。
18.如上所述的一种高导电石墨烯金属复合材料的折叠锻压装置,包括生长腔室和锻压腔室,属于分体式装置,即石墨烯生长步骤和锻压步骤分别在生长腔室和锻压腔室内进行。本发明利用抓取转移机构抓取金属材料并将金属材料在生长腔室和锻压腔室之间转移,以便石墨烯生长步骤和锻压步骤的交替反复进行。并且,本发明中的抓取转移机构将金属材料转移至锻压腔室内后,锻压机构沿金属材料的长边进行锻压(金属材料的长边呈竖向放置的状态),实现金属材料的折叠,显露出未生长石墨烯的部分,以便该部分在后续的石墨烯生长步骤中生长石墨烯。
19.本发明还提供另一种高导电石墨烯金属复合材料的折叠锻压装置,包括一体化腔室,石墨烯生长步骤和锻压步骤均在一体化腔室内进行,所述一体化腔室连通有进气总管和真空管路,一体化腔室内设有加热系统、用于锻压金属材料的锻压机构和用于翻转金属材料的翻转机构,一体化腔室的外壁设有隔热层。
20.可选地,所述翻转机构为机械手臂。
21.如上所述的另一种高导电石墨烯金属复合材料的折叠锻压装置,属于一体化装置,石墨烯生长步骤和锻压步骤均在一体化腔室内进行,金属材料无需在两个腔室之间转移,生产过程可控性好,减少操作步骤,同时减少升温降温次数,节约能源,提高生产效率。并且,更为重要的是,本发明能够避免金属材料在转移过程中与空气接触,极大的降低了石墨烯金属复合材料遭受氧化和污染的可能性,进一步保证了石墨烯金属复合材料的导电性能,并提高了石墨烯金属复合材料导电性能的均一性。
附图说明
22.图1为本发明实施例1中一种高导电石墨烯金属复合材料的折叠锻压装置的结构示意图;
23.图2为本发明实施例中机械手臂的结构示意图;
24.图3为本发明实施例1中一种高导电石墨烯金属复合材料的折叠锻压方法的生产流程图;
25.图4为本发明实施例2中一种高导电石墨烯金属复合材料的折叠锻压装置的结构示意图;
26.图5为本发明实施例3中一种高导电石墨烯金属复合材料的折叠锻压装置的结构示意图;
27.图6为本发明实施例3中一种高导电石墨烯金属复合材料的折叠锻压方法的生产
流程图。
具体实施方式
28.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
29.本发明提供一种高导电石墨烯金属复合材料的折叠锻压方法,包括石墨烯生长步骤和锻压步骤,石墨烯生长步骤和锻压步骤交替反复进行两次以上。
30.在石墨烯生长步骤中,用于生长石墨烯的金属材料为金属板/锭,石墨烯生长的温度为500~1200℃。
31.在锻压步骤中,锻压压力为2~200mpa,锻压时腔室内的温度为200~1000℃,锻压次数为1次以上。
32.本发明还提供一种高导电石墨烯金属复合材料的折叠锻压装置,包括用于进行石墨烯生长步骤的生长腔室和用于进行锻压步骤的锻压腔室,以及用于转移金属材料的抓取转移机构。生长腔室连通有进气总管和真空管路一,进气总管远离生长腔室的一端连通有碳源管、氢气管和保护气体管一;锻压腔室连通有保护气体管二。碳源管、氢气管和保护气体管一上均安装有阀门一,保护气体管二上安装有阀门二,碳源管、氢气管、保护气体管一和保护气体管二上均安装有流量控制器,真空管路一上安装有真空阀和真空压力表。
33.锻压腔室内设有用于锻压金属材料的锻压机构,锻压机构包括锻压锤头和用于驱动锻压锤头移动的驱动件。
34.生长腔室和锻压腔室内均设有加热系统,加热系统包括加热组件、温度传感器和控制器,加热组件可选加热电阻丝或高频加热感应线圈,加热组件用于腔室内升温,温度传感器用于监测腔室内的温度,并将温度信号转换为电信号传输给控制器,控制器控制加热组件的启闭。由于利用传感器检测信号并将相关信号传输至控制器,由控制器根据接收到的信号控制执行元件执行动作是现有技术,因此此处不再赘述。
35.生长腔室内设有用于放置金属材料的生长平台,锻压腔室内设有用于放置金属材料的锻压平台。生长腔室和锻压腔室的侧壁内均开设有冷却空腔,冷却空腔连通有进水管和出水管。生长腔室和锻压腔室的侧壁均开设有进出料口,生长腔室的进出料口处设有用于密封进出料口的开闭门。生长腔室和锻压腔室的外壁均设有隔热层。
36.抓取转移机构为机械手臂,本发明未对机械手臂进行任何改进,机械手臂的结构、安装方式和工作原理为现有技术,此处不再赘述。
37.在本发明的另一实施例中,锻压腔室还连通有真空管路二,真空管路二上安装有真空阀和真空压力表,锻压腔室侧壁上的进出料口处设有用于密封进出料口的开闭门。
38.本发明还提供另一种高导电石墨烯金属复合材料的折叠锻压装置,包括一体化腔室,石墨烯生长步骤和锻压步骤均在一体化腔室内进行。一体化腔室连通有进气总管和真空管路,进气总管远离一体化腔室的一端连通有碳源管、氢气管和保护气体管,碳源管、氢气管和保护气体管上均安装有阀门和流量控制器,真空管路上安装有真空阀和真空压力表。
39.一体化腔室内设有加热系统、用于锻压金属材料的锻压机构和用于翻转金属材料的翻转机构。加热系统包括加热组件、温度传感器和控制器,加热组件可选加热电阻丝或高频加热感应线圈,加热组件用于腔室内升温,温度传感器用于监测腔室内的温度,并将温度信号转换为电信号传输给控制器,控制器控制加热组件的启闭。由于利用传感器检测信号并将相关信号传输至控制器,由控制器根据接收到的信号控制执行元件执行动作是现有技术,因此此处不再赘述。
40.锻压机构包括锻压锤头和用于驱动锻压锤头移动的驱动件。翻转机构为机械手臂,本发明未对机械手臂进行任何改进,机械手臂的结构、安装方式和工作原理为现有技术,此处不再赘述。
41.一体化腔室内设有用于放置金属材料的支撑平台。一体化腔室的侧壁内开设有冷却空腔,冷却空腔连通有进水管和出水管。一体化腔室的侧壁开设有进出料口,进出料口处设有用于密封进出料口的开闭门,一体化腔室的外壁设有隔热层。
42.下面通过具体的例举实施例以详细说明本发明。同样应理解,以下实施例只用于对本发明进行具体的说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容作出的一些非本质的改进和调整均属于本发明的保护范围。下述示例具体的工艺参数等也仅是合适范围中的一个示例,即本领域技术人员可以通过本文的说明做合适的范围内选择,而并非要限定于下文示例的具体数值。
43.说明书附图中的附图标记包括:生长腔室100、进气总管101、真空管路一102、碳源管103、氢气管104、保护气体管一105、阀门一106、流量控制器107、真空阀108、真空压力表109、生长平台110、锻压腔室200、保护气体管二201、阀门二202、锻压锤头203、驱动件204、锻压平台205、真空管路二206、机械手臂300、加热组件401、冷却空腔501、进水管502、出水管503、进出料口601、开闭门701、一体化腔室800、真空管路801、保护气体管802、阀门803、支撑平台804、金属铜锭900。
44.实施例1
45.本实施例基本如图1所示:一种高导电石墨烯金属复合材料的折叠锻压装置,包括生长腔室100、锻压腔室200和位于生长腔室100与锻压腔室200之间的抓取转移机构,本实施例中,抓取转移机构为机械手臂300,机械手臂300为现有产品,其结构、安装方式和工作原理为现有技术,此处不再赘述,机械手臂300的结构如图2所示。
46.生长腔室100连通有进气总管101和真空管路一102,进气总管101的顶端通过四通管接头连通有碳源管103、氢气管104和保护气体管一105;锻压腔室200连通有保护气体管二201。碳源管103、氢气管104和保护气体管一105上均安装有阀门一106,保护气体管二201上安装有阀门二202,碳源管103、氢气管104、保护气体管一105和保护气体管二201上均安装有流量控制器107,本实施例中,流量控制器107的型号为d07-7cm。真空管路一102上安装有真空阀108和真空压力表109。生长腔室100内焊接有用于放置金属材料的生长平台110。
47.锻压腔室200内设有用于锻压金属材料的锻压机构,锻压机构包括锻压锤头203和用于驱动锻压锤头203移动的驱动件204,本实施例中,驱动件204为液压缸。锻压腔室200内焊接有用于放置金属材料的锻压平台205。
48.生长腔室100和锻压腔室200内均设有加热系统,加热系统包括加热组件401、温度传感器(未画出)和控制器,加热组件401可选加热电阻丝或高频加热感应线圈,本实施例
中,加热组件401选择加热电阻丝,温度传感器的型号为wrp-130。加热组件401用于腔室内升温,温度传感器用于监测腔室内的温度,并将温度信号转换为电信号传输给控制器,控制器控制加热组件401的启闭。由于利用传感器检测信号并将相关信号传输至控制器,由控制器根据接收到的信号控制执行元件执行动作是现有技术,因此此处不再赘述。
49.生长腔室100和锻压腔室200的侧壁内均开设有冷却空腔501,冷却空腔501连通有进水管502和出水管503。生长腔室100和锻压腔室200的侧壁均开设有进出料口601,生长腔室100的进出料口601处设有用于密封进出料口601的开闭门701,本实施例中,开闭门701由驱动电机驱动,实现开闭门701上下移动,从而密封或打开进出料口601。生长腔室100和锻压腔室200的外壁均设有隔热层(未画出),避免工作人员在操作过程中不小心被烫伤。
50.一种利用上述生长锻压装置制备石墨烯金属复合材料的方法,其生产流程基本如图3所示,包括以下步骤:
51.s1、将金属材料放入生长腔室内:通过生长腔室100的进出料口601,将厚度为10cm、长度为40cm、宽度为20cm的金属铜锭900于生长腔室100内的生长平台110上,后关闭生长腔室100的开闭门701,密封生长腔室100的进出料口601。
52.s2、调节生长腔室100内的参数:打开真空管路一102上的真空阀108,通过真空泵和真空管路一102抽取生长腔室100内的空气,使得生长腔室100的内压降低至10pa以下,关闭真空管路一102上的真空阀108;再打开保护气体管一105上的阀门一106,通过保护气体管一105以300sccm的流量向生长腔室100内回填氩气(本实施例中保护气体为氩气,在其他实施例中,可选择其他惰性气体作为保护气体),直至生长腔室100的内压恢复至常压;继续通过保护气体管一105以300sccm的流量向生长腔室100内填充氩气,并再次打开真空管路一102上的真空阀108,以便氩气通过真空管路一102排出,使得生长腔室100内处于微正压状态。启动生长腔室100内的加热系统,加热组件401对生长腔室100进行加热,使得生长腔室100内的温度达到1050℃。当生长腔室100内的温度达到1050℃后,温度传感器将温度信号转化为电信号并传输至控制器,控制器控制加热组件401停止工作;当生长腔室100内的温度低于1050℃时,温度传感器将温度信号转化为电信号并传输至控制器,控制器控制加热组件401重新开始工作,从而使得生长腔室100内的温度保持在1050℃左右。
53.s3、生长石墨烯:打开碳源管103和氢气管104上的阀门一106,通过碳源管103以20sccm的流量向生长腔室100内输入甲烷,通过氢气管104以50sccm的流量向生长腔室100内输入氢气,从而在金属铜锭900上生长石墨烯。
54.s4、生长腔室降温:甲烷和氢气输入20min后,关闭碳源管103和氢气管104上的阀门一106,停止甲烷和氢气的输入,继续输入氩气,并关闭生长腔室100内的加热系统,通过进水管502向生长腔室100的冷却空腔501内输入冷却水,冷却水吸收生长腔室100的热量后通过出水管503离开,从而实现对生长腔室100的降温,使得生长腔室100内的温度降低至室温。此时关闭保护气体管一105上的阀门一106,停止输入氩气。
55.s5、转移:打开生长腔室100和锻压腔室200的进出料口601,通过机械手臂300将生长有石墨烯的金属铜锭900取出并转移至锻压腔室200内的锻压平台205上,机械手臂300将生长有石墨烯的金属铜锭900放置在锻压平台205上时,金属铜锭900的长边处于竖向放置的状态。
56.s6、调节锻压腔室内的参数:打开保护气体管二201上的阀门二202,向锻压腔室
200内输入氩气(本实施例中保护气体为氩气,在其他实施例中,可选择其他惰性气体作为保护气体),锻压腔室200内多余的氩气经锻压腔室200的进出料口601溢出。启动锻压腔室200内的加热系统,加热组件401对锻压腔室200进行加热,使得锻压腔室200内的温度达到800℃。当锻压腔室200内的温度达到800℃后,温度传感器将温度信号转化为电信号并传输至控制器,控制器控制加热组件401停止工作。
57.s7、锻压:启动液压缸,液压缸驱动锻压锤头203向下移动,锻压锤头203对锻压平台205上的金属铜锭900施加压力进行锻压(锻压锤头203锻压金属铜锭900的过程中,机械手臂300对金属铜锭900施加水平方向的作用力,以便金属铜锭900在锻压过程中发生弯曲、折叠),锻压压力为50mpa,锻压频率为1次/s,直至将金属铜锭对半折叠,且待对半折叠后的金属铜锭的厚度等于或小于原厚度后停止锻压。过程中,由于金属铜锭900的长边处于竖向放置的状态,因此,锻压过程中金属铜锭900将会弯曲直至被折叠,露出未生长石墨烯的部分。
58.s8、锻压腔室降温:锻压结束后,通过进水管502向锻压腔室200的冷却空腔501内输入冷却水,冷却水吸收锻压腔室200内的热量后通过出水管503离开,从而实现对锻压腔室200的降温,使得锻压腔室200内的温度降低至室温。而后,关闭保护气体管二201上的阀门二202。
59.s9、取料:通过锻压腔室200的进出料口601,利用机械手臂300将锻压腔室200内经锻压后的金属铜锭900取出,并将其转移至生长腔室100内(放置在生长平台110上),关闭生长腔室100的开闭门701。
60.重复步骤s2-s9九次后再重复步骤s2-s8一次,得到石墨烯金属铜复合材料,该石墨烯金属铜复合材料具有多层叠压结构。
61.实施例2
62.本实施例与实施例1的不同之处在于:如图4所示,锻压腔室200连通有真空管路801二206,真空管路801二206上安装有真空阀108和真空压力表109。锻压腔室200的进出料口601处设有用于密封进出料口601的开闭门701。
63.本实施例中制备石墨烯金属复合材料的方法与实施例1相比,不同之处在于:
64.在步骤s5中,机械手臂300将生长有石墨烯的金属铜锭900放置在锻压平台205上后,关闭锻压腔室200的开闭门701,密封锻压腔室200的进出料口601。
65.在步骤s6中,先打开真空管路801二206上的真空阀108,通过真空泵和真空管路801二206抽取锻压腔室200内的空气,使得锻压腔室200的内压降低至10pa以下,关闭真空管路801二206上的真空阀108,打开保护气体管二201上的阀门二202,向锻压腔室200内回填氩气,直至锻压腔室200的内压恢复至常压,打开锻压腔室200的进出料口601,此时氩气继续向锻压腔室200内输入氩气,多余的氩气经锻压腔室200的进出料口601溢出,锻压腔室200内处于微正压状态,机械手臂300伸入锻压腔室200内夹取金属铜锭900,使得金属铜锭900的长边处于竖向放置的状态。接着启动锻压腔室200内的加热系统。
66.本实施例与实施例1相比,由于锻压腔室200连通了真空管路801二206,因此,利用氩气置换锻压腔室200内的空气所需的时长得以缩短,提高了锻压腔室200内空气被氩气置换的工作效率,从而提高生产效率。
67.实施例3
68.本实施例基本如图5所示:一种高导电石墨烯金属复合材料的折叠锻压装置,包括一体化腔室800,一体化腔室800连通有进气总管101和真空管路801,进气总管101的顶端通过四通管接头连通有碳源管103、氢气管104和保护气体管802,碳源管103、氢气管104和保护气体管802上均安装有阀门803和流量控制器107,真空管路801上安装有真空阀108和真空压力表109。
69.一体化腔室800内设有加热系统、用于锻压金属材料的锻压机构和用于翻转金属材料的翻转机构。加热系统包括加热组件401、温度传感器和控制器,加热组件401可选加热电阻丝或高频加热感应线圈,本实施例中,加热组件401选择加热电阻丝。加热组件401用于腔室内升温,温度传感器用于监测腔室内的温度,并将温度信号转换为电信号传输给控制器,控制器控制加热组件401的启闭。由于利用传感器检测信号并将相关信号传输至控制器,由控制器根据接收到的信号控制执行元件执行动作是现有技术,因此此处不再赘述。
70.锻压机构包括锻压锤头203和用于驱动锻压锤头203移动的驱动件204,本实施例中,驱动件204为液压缸。翻转机构为机械手臂300,本发明未对机械手臂300进行任何改进,机械手臂300的结构、安装方式和工作原理为现有技术,此处不再赘述。
71.一体化腔室800内焊接有用于放置金属材料的支撑平台804。一体化腔室800的侧壁内开设有冷却空腔501,冷却空腔501连通有进水管502和出水管503。一体化腔室800的侧壁开设有进出料口601,进出料口601处设有用于密封进出料口601的开闭门701,本实施例中,开闭门701由驱动电机驱动,实现开闭门701上下移动,从而密封或打开进出料口601。一体化腔室800的外壁设有隔热层,避免工作人员在操作过程中不小心被烫伤。
72.一种利用上述生长锻压装置制备石墨烯金属复合材料的方法,其生产流程基本如图6所示,包括以下步骤:
73.s1、将金属材料放入一体化腔室内:打开一体化腔室800的进出料口601,将厚度为10cm、长度为40cm、宽度为20cm的金属铜锭900放于一体化腔室800内的支撑平台804上,后关闭一体化腔室800的开闭门701,密封一体化腔室800的进出料口601。
74.s2、调节一体化腔室内的参数:打开真空管路801上的真空阀108,通过真空泵和真空管路801抽取一体化腔室800内的空气,使得一体化腔室800的内压降低至10pa以下,关闭真空管路801上的真空阀108;再打开保护气体管802上的阀门803,通过保护气体管802以300sccm的流量向一体化腔室800内回填氩气(本实施例中保护气体为氩气,在其他实施例中,可选择其他惰性气体作为保护气体),直至一体化腔室800的内压恢复至常压;继续通过保护气体管802以300sccm的流量向一体化腔室800内填充氩气,并再次打开真空管路801上的真空阀108,以便氩气通过真空管路801排出,使得一体化腔室800内处于微正压状态。启动一体化腔室800内的加热系统,加热组件401对一体化腔室800进行加热,使得一体化腔室800内的温度达到1050℃。当一体化腔室800内的温度达到1050℃后,温度传感器将温度信号转化为电信号并传输至控制器,控制器控制加热组件401停止工作;当一体化腔室800内的温度低于1050℃时,温度传感器将温度信号转化为电信号并传输至控制器,控制器控制加热组件401重新开始工作,从而使得一体化腔室800内的温度保持在1050℃左右。
75.s3、生长石墨烯:打开碳源管103和氢气管104上的阀门803,通过碳源管103以20sccm的流量向一体化腔室800内输入甲烷,通过氢气管104以50sccm的流量向一体化腔室800内输入氢气,从而在金属铜锭900上生长石墨烯。
76.s4、锻压:甲烷和氢气输入20min后,关闭碳源管103和氢气管104上的阀门803,停止甲烷和氢气的输入,继续输入氩气,关闭加热系统。加热系统关闭后,一体化腔室800内的温度开始下降,当一体化腔室800内的温度降低至800℃时,机械手臂300夹取支撑平台804上的金属铜锭900,使得金属铜锭900的长边处于竖向放置的状态,而后启动液压缸,液压缸驱动锻压锤头203向下移动,锻压锤头203对支撑平台804上的金属铜锭900施加压力进行锻压(锻压锤头203锻压金属铜锭900的过程中,机械手臂300对金属铜锭900施加水平方向的作用力,以便金属铜锭900发生弯曲折叠),锻压压力为50mpa,锻压频率为1次/s,直至将金属铜锭对半折叠,且待对半折叠后的金属铜锭的厚度等于或小于原厚度后停止锻压。过程中,由于金属铜锭900的长边处于竖向放置的状态,因此,锻压过程中金属铜锭900将会弯曲直至被折叠,露出未生长石墨烯的部分。完成锻压后,关闭保护气体管802上的阀门803。
77.s5、重复步骤s2-s4十次,得到石墨烯金属铜复合材料,该石墨烯金属铜复合材料具有多层叠压结构。在重复步骤s2时,可选择直接重复整个步骤s2,也可选择从步骤s2中的“启动一体化腔室800内的加热系统,加热组件401对一体化腔室800进行加热”处进行重复,并同时打开保护气体管802上的阀门803。本实施例中,选择直接重复整个步骤s2。
78.s6、降温取料:打开保护气体管802上的阀门803,向一体化腔室800内输入氩气,且一体化腔室800内多余的氩气通过真空管路801排出,使得一体化腔室800内处于微正压状态。通过进水管502向一体化腔室800的冷却空腔501内输入冷却水,冷却水吸收一体化腔室800内的热量后通过出水管503离开,从而实现对一体化腔室800的降温,使得一体化腔室800内的温度降低至室温,再打开一体化腔室800的进出料口601,将一体化腔室800内的石墨烯金属铜复合材料取出。
79.相较于实施例1和实施例2而言,本实施例将石墨烯生长步骤和锻压步骤放在一体化腔室800内进行,避免了金属铜锭900在生长腔室100和锻压腔室200之间的转移,不仅减少了工艺操作步骤,简化工艺流程,还减少了升温降温次数,节约了能源,降低生产成本;同时,还避免了金属铜锭900与空气的接触,极大的降低了石墨烯金属复合材料遭受氧化和污染的可能性,进一步保证了石墨烯金属复合材料的导电性能,并提高了石墨烯金属复合材料导电性能的均一性。
80.对比例
81.本对比例与实施例1的区别之处在于:本对比例采用与实施例1中相同的石墨烯生长工艺参数在厚度为25μm的金属铜箔上生长石墨烯后,将200张上述生长有石墨烯的金属铜箔经过模压成型步骤后得到石墨烯金属铜复合材料,模压成型步骤中,模具压合压力为30mpa,模具压合度为800℃。
82.实施例1至实施例3均以金属铜锭为石墨烯的生长基材,每完成一次锻压步骤,即可使得锻压后的金属铜锭获得两倍锻压前金属铜锭所具有的石墨烯层,生产效率高,石墨烯金属铜复合材料的单次生产的产量可达71.68公斤。而对比例以金属铜箔为石墨烯生长基材,经模压成型后获得石墨烯金属铜复合材料,单次生产的产量仅为3.584公斤。两厢比较可知,本发明能够显著提高石墨烯金属复合材料单次生产的产量,更适合大规模生产。
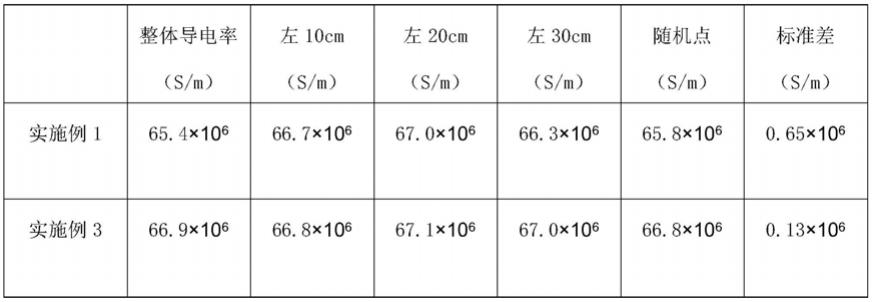
83.实验例
84.针对实施例1和实施例3中的石墨烯金属铜复合材料,按照“gbt/t351-2019金属材料电阻率测量方法”测定复合材料整体的导电率以及复合材料各个部位的导电率,具体测
试结果见表1。表1中,“左10cm”是指沿复合材料的长度方向,在距离复合材料左端10cm处取样,取下的样品大小为100mm
×
10mm
×
5mm(长
×
宽
×
厚),对样品进行导电率的检测;同样地,“左20cm”是指沿复合材料的长度方向,在距离复合材料左端20cm处取样,“左30cm”是指沿复合材料的长度方向,在距离复合材料左端30cm处取样,“随机点”是指在复合材料的随机位点取样。
85.表1 复合材料整体的导电率以及复合材料各个部位的导电率
[0086][0087]
由表1可知,实施例1的标准差显著大于实施例3的标准差,这说明,将石墨烯生长步骤和锻压步骤集成在一个腔室内,能够生产出质量更为稳定的石墨烯金属复合材料。
[0088]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1