铝钛箔轧制方法及铝钛箔与流程
1.本技术涉及铝钛箔生产领域,尤其涉及一种铝钛箔轧制方法及铝钛箔。
背景技术:
2.铝钛箔是一种通过在铝合金中精准添加钛金属的产品,与传统的铝箔相比铝钛箔通过增加钛的重量占比,让铝钛箔具有了抗菌及杀菌的效果。适合烘焙、烹饪、烧烤、冰冻、包裹、储存等多种应用场景。
3.由于铝钛箔中钛的重量占比比传统的铝箔高,使得铝钛箔硬度及强度比铝箔大。在生产铝钛箔中,若采用传统的轧制方法,会导致铝钛箔表面纹路粗大。甚至在轧制过程铝钛箔会断裂导致废品增多,生产良率下降。
技术实现要素:
4.有鉴于此有必要提供一种铝钛箔轧制方法,能够减少铝钛箔表面纹路,提升铝钛箔良率。
5.本技术的实施例提供了一种铝钛箔轧制方法,所述铝钛箔轧制方法包括如下步骤:第一道次轧制,将钛重量百分比大于或等于0.05%、且小于或等于0.10%,厚度大于或等于218μm且小于或等于222μm的铝钛卷进行轧制,以形成厚度大于或等于99μm且小于或等于101μm的铝钛卷。第二道次轧制,将经过所述第一道次轧制的所述铝钛卷进行轧制,轧制完成的所述铝钛卷厚度大于或等于41μm且小于或等于43μm。第三道次轧制,将经过所述第二道次轧制的铝钛卷进行轧制,轧制完成的所述铝钛卷厚度大于或等于15μm且小于或等于15.4μm。合卷,将两张经过所述第三道次轧制后的所述铝钛卷进行合卷。第四道次轧制,将所述合卷后的所述铝钛卷进行轧制,以形成厚度大于或等于5.9μm且小于或等于6.7μm的铝钛箔。
6.上述实施例的铝钛箔轧制方法中,第一道次及第二道次的轧制压下量比传统的压下量高,从而在制作相同厚度的铝钛箔时,本技术第四次道次轧制的压下量会比传统的低。在第四次道次轧制中铝钛卷的形变量减少能够减少铝钛箔的纹路产生,并减少铝钛箔断裂的情况,提升铝钛箔良率。
7.在至少一个实施例中,所述第四道次轧制使用的是轧机轧制,所述轧机的轧辊表面粗糙度ra值大于或等于0.058μm且小于或等于0.063μm。
8.上述实施例的铝钛箔轧制方法中,第四道次轧制的轧辊表面粗糙度比传统的轧辊的表面粗糙度低,使得经过第四道次轧制的铝钛箔的表面粗糙度更低,有效减少铝钛箔纹路的产生。
9.在至少一个实施例中,所述第一道次轧制、所述第二道次轧制、所述第三道次轧制、所述合卷及所述第四道次轧制均需要对所述铝钛卷或所述铝钛卷喷洒冷却润滑油。
10.上述实施例的铝钛箔轧制方法中,通过冷却润滑油能够对铝钛卷或铝钛卷进行降温,并降低粗糙度,能够提升轧制后的铝钛卷或铝钛卷的质量。
11.在至少一个实施例中,所述第一道次轧制、所述第二道次轧制及所述第三道次轧制中所述冷却润滑油的温度大于或等于30℃且小于或等于38℃。
12.上述实施例的铝钛箔轧制方法中,通过冷却润滑油进行降温并降低摩擦系数,让轧机能够稳定地轧制铝钛卷。
13.在至少一个实施例中,所述第四道次轧制中所述冷却润滑油的温度大于或等于45℃且小于或等于52℃。
14.上述实施例的铝钛箔轧制方法中,冷却润滑油的油温比传统的油温低,能够更有效的降低第四次轧制时的温度。
15.在至少一个实施例中,所述第一道次轧制的速度大于或等于600m/min且小于或等于800m/min,所述第二道次轧制的速度大于或等于850m/min且小于或等于1050m/min,所述第三道次轧制的速度大于或等于1050m/min且小于或等于1250m/min,所述第四道次轧制的速度大于或等于500m/min且小于或等于800m/min。
16.在至少一个实施例中,所述第一道次轧制的轧制力大于或等于190t且小于或等于210t,所述第二道次轧制的轧制力大于或等于200t且小于或等于220t,所述第三道次轧制的轧制力大于或等于250t且小于或等于290t,所述第四道次轧制的轧制力大于或等于235t且小于或等于265t。
17.在至少一个实施例中,所述第一道次轧制前张力大于或等于2.5kg/mm2且小于或等于4kg/mm2,所述第二道次轧制前张力大于或等于3.0kg/mm2且小于或等于6.0kg/mm2,所述第三道次轧制前张力大于或等于4.0kg/mm2且小于或等于7.5kg/mm2,所述第四道次轧制前张力大于或等于4.0kg/mm2且小于或等于6.5kg/mm2。
18.在至少一个实施例中,所述铝钛卷还包括铁、硅、铜及铝,所述铁的重量百分比大于或等于0.7%且小于或等于1.1%,所述硅的重量百分比大于或等于0.2%且小于或等于0.3%,所述铜的重量百分比大于或等于0.01%且小于或等于0.03%。
19.上述实施例的铝钛箔轧制方法中,铝钛卷中包含有钛、硅、铁、铜及铝,经过铝钛箔轧制方法后铝钛箔具有抑菌效果及较佳的强度及延展性。
20.在至少一个实施例中,所述冷却润滑油包括煤油及酸脂醇添加剂。
21.上述实施例的铝钛箔轧制方法中,冷却润滑油既能够冷却降温,还能够减小摩擦力。
22.本技术的实施例还提供了一种铝钛箔,通过所述铝钛箔轧制方法形成,所述铝钛箔中钛的重量占比大于或等于0.05%且小于或等于0.10%。
23.上述实施例的铝钛箔中,钛重量占比高,使得铝钛箔具有抑菌抗菌效果,能够适合烘焙、烹饪、烧烤、冰冻、包裹、储存等多种应用场景。
24.本技术的铝钛箔轧制方法,通过增加第一道次及第二道次的轧制压下量,从而在生产同样厚度的铝钛箔时,第四道次的轧制压下量降低。使得仅采用四道次轧制就可获得产品的同时,减少铝钛箔产生纹路,减小铝钛箔的表面粗糙度,并提升铝钛箔良率。
附图说明
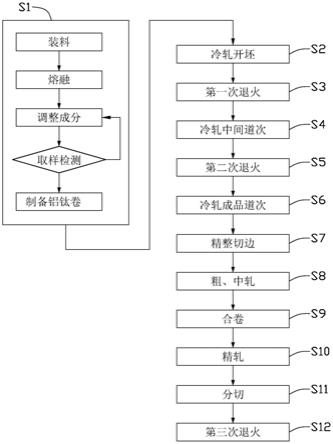
25.图1是本技术铝钛箔制作方法的流程图。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
27.需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“顶”、“底”、“上”、“下”、“左”、“右”、“前”、“后”、以及类似的表述只是为了说明的目的。
28.当某参数大于、等于或小于某一端点值时,应该理解为端点值允许存在
±
10%的公差,比如,a比b大于10,应该理解为包括a比b大于9的情况,也包括a比b大于11的情况。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
30.本技术的一些实施例提供一种铝钛箔轧制方法,所述铝钛箔轧制方法包括如下步骤:第一道次轧制,将钛重量百分比大于或等于0.05%且小于或等于0.10%,厚度大于或等于218μm且小于或等于222μm的铝钛卷进行轧制,以形成厚度大于或等于99μm且小于或等于101μm的铝钛卷。第二道次轧制,将经过所述第一道次轧制的所述铝钛卷进行轧制,轧制完成的所述铝钛卷厚度大于或等于41μm且小于或等于43μm。第三道次轧制,将经过所述第二道次轧制的铝钛卷进行轧制,轧制完成的所述铝钛卷厚度大于或等于15μm且小于或等于15.4μm。合卷,将两张经过所述第三道次轧制后的所述铝钛卷进行合卷。第四道次轧制,将所述合卷后的所述铝钛卷进行轧制,以形成厚度大于或等于5.9μm且小于或等于6.7μm的铝钛箔。
31.上述的铝钛箔轧制方法中,第一道次及第二道次的轧制压下量比传统的压下量高,从而在制作相同厚度的铝钛箔时,本技术第四次道次轧制的压下量会比传统的低。在第四次道次轧制中铝钛卷的形变量减少能够减少铝钛箔的纹路产生,并减少铝钛箔断裂的情况,提升铝钛箔良率。
32.下面将结合附图,对本技术的一些实施例做出说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互结合。
33.请参阅图1,在一实施例中,提供一种铝钛箔轧制方法,包括如下步骤:
34.s1、铸轧成分调整
35.装料:将固体料装入熔炼炉,固体料包括铝锭和废铝;
36.熔融:升温至710-750℃后固体料熔化为高温熔融液;
37.调整成分:根据铝钛箔成分计算加入铝硅合金、铁剂、铝钛合金、铜剂,通过加入铝硅合金、铁剂、铝钛合金、铜剂实现高温熔融液成分调整;铝钛箔成分范围按重量百分比为:fe:0.7~1.1%、si:0.2~0.3%、cu:0.01~0.03%、ti:0.05~0.10%,余量为al和杂质;
38.取样检测:搅拌、扒渣后取样,得到调整成分后的高温熔溶液的样品,使用直读光谱仪检测样品化学成分,确认铝钛液(也即高温熔溶液)成分是否符合成分标准;
39.制备铝钛卷:将熔炼炉内符合成分标准的铝钛液倒入保温炉,倒炉前确认炉内铝钛液温740-755℃范围内,再经过精炼、除气扒渣、过滤、铸轧成型工序生产出成品厚度为6.5-7.0mm的铝钛卷;
40.s2、冷轧开坯:将铝钛卷经过两个道次轧制,轧制厚度至2.4
±
0.2mm;
41.s3、第一次退火:循环空气加热厚度为2.4
±
0.2mm的铝钛卷至540-570℃并保温2-4h,对保温后的铝钛卷风冷至室温;其中铝钛卷的升温速率随铝钛卷与炉膛内温差的增大,而逐渐减小,即升温速率随温度升高逐渐减低;
42.s4、冷轧中间道次:将第一次退火完成后的铝钛卷经过两个道次轧制,轧制厚度至0.55
±
0.05mm;
43.s5、第二次退火:循环空气加热厚度为0.55
±
0.05mm的铝钛卷至280-340℃并保温1.5-3.5h,对保温后的铝钛卷风冷至室温;
44.s6、冷轧成品道次:将第二次退火完成后的铝钛卷经过一个道次轧制,轧制厚度至0.24
±
0.02mm;
45.s7、精整切边:将冷轧成品道次完成后的铝钛卷送入重卷设备下进行剪切,生产需要宽度的铝钛卷;
46.s8、第一道次轧制:将精整切边后的铝钛卷放入轧机中粗轧,并在粗轧过程中对铝钛卷喷洒冷却润滑油以形成厚度0.1
±
0.01mm。轧机对铝钛卷的轧制力大于或等于190t且小于或等于230t。
47.可选的,在一些实施例中,轧机对铝钛卷的轧制力为220t,可以理解的是,轧机对铝钛卷的轧制力不限于此,还可以是200t、225t、228.3t等。
48.第一次轧制前张力大于或等于2.5kg/mm2且小于或等于4kg/mm2。
49.可选的,在一些实施例中,第一次轧制前张力为3.0kg/mm2,可以理解的是,第一次轧制前张力还可以是2.8、3.3、3.67kg/mm2等。
50.第一道次轧制的速度大于或等于600m/min且小于或等于800m/min。
51.可选的,在一些实施例中,第一道次轧制的速度为700m/min,可以理解的是,第一道次轧制的速度不限于此,还可以是650、750m/min等。
52.第二道次轧制:将粗轧后的铝钛卷再次放入轧机中进行第二次粗轧,并在第二次粗轧过程中对铝钛卷喷洒冷却润滑油,经过第二次粗轧后铝钛卷的厚度为0.042mm
±
0.001mm。
53.可选的,在一些实施例中,经过第二次粗轧后的铝钛卷厚度为0.042mm,可以理解的是,经过第二次粗轧后的铝钛卷厚度不限于此,还可以是0.0415mm、0.04235mm等。
54.轧机对第二次粗轧的铝钛卷的轧制力大于或等于200t且小于或等于220t。
55.可选的,在一些实施例中,轧机对第二次粗轧的卷材的轧制力为210t,与第一次粗轧的轧制力相同。可以理解的是,轧机对第二次粗轧的卷材的轧制力不限于此,还可以是205t、215t、218.3t等。
56.第二次轧制前张力大于或等于3.0kg/mm2且小于或等于6.0kg/mm2。
57.可选的,在一些实施例中,第二次轧制前张力为4.0kg/mm2,可以理解的是,第二次轧制前张力还可以是3.8、4.3、5.67kg/mm2等。
58.第二道次轧制的速度大于或等于850m/min且小于或等于1050m/min。
59.可选的,在一些实施例中,第一道次轧制的速度为1000m/min,可以理解的是,第一道次轧制的速度不限于此,还可以是900、950m/min等。
60.第三道次轧制:将经过第二道次轧制的铝钛卷放入轧机中进行中轧,并喷洒冷却
润滑油,经过中轧后的铝钛卷的厚度为15.2μm
±
0.2μm。
61.可选的,在一些实施例中,经过中轧后的铝钛卷厚度为15.2μm,可以理解的是,经过中轧后的铝钛卷厚度不限于此,还可以是15.25μm、15.3μm等。
62.轧机对中轧的铝钛卷的轧制力大于或等于290t且小于或等于250t。
63.可选的,在一些实施例中,轧机对中轧的卷材的轧制力为270t。可以理解的是,轧机对中轧的卷材的轧制力不限于此,还可以是260t、275t、280.3t等。
64.中轧前张力大于或等于4.0kg/mm2且小于或等于7.5kg/mm2。
65.可选的,在一些实施例中,中轧前张力为6.0kg/mm2,可以理解的是,中轧前张力还可以是5.0、5.5、7.0kg/mm2等。
66.中轧的速度大于或等于1050m/min且小于或等于1250m/min。
67.可选的,在一些实施例中,中轧的速度为1100m/min,可以理解的是,中轧的速度不限于此,还可以是1088、1200m/min等。
68.其中,粗轧及中轧的冷却润滑油的温度大于或等于30℃且小于或等于38℃。
69.s9、合卷:将第三道次轧制完成后的两张铝钛卷在合卷设备上进行合卷,合卷过程中在两张铝钛卷相接触的一面涂覆润滑油;
70.s10、第四道次轧制:将经过合卷后的铝钛卷放入轧机中进行精轧,并喷洒冷却润滑油,经过精轧后形成铝钛箔,铝钛箔的厚度为6.3
±
0.4μm。
71.可选的,在一些实施例中,经过精轧后的铝钛箔厚度为6.3μm,可以理解的是,经过精轧后的铝钛箔厚度不限于此,还可以是6,0μm、6.56μm等。
72.轧机精轧的铝钛卷的轧制力大于或等于235t且小于或等于265t。
73.可选的,在一些实施例中,轧机精轧的轧制力为250t。可以理解的是,轧机对精轧的卷材的轧制力不限于此,还可以是240t、244t、260.3t等。
74.精轧前张力大于或等于4.0kg/mm2且小于或等于6.5kg/mm2。
75.可选的,在一些实施例中,精轧前张力为5.5kg/mm2,可以理解的是,精轧前张力还可以是4.3、5.8、6.3kg/mm2等。
76.精轧的速度大于或等于500m/min且小于或等于800m/min。
77.可选的,在一些实施例中,精轧的速度为750m/min,可以理解的是,精轧的速度不限于此,还可以是600、700m/min等。
78.精轧中轧机的轧辊的表面粗糙度ra的值大于或等于0.058μm且小于或等于0.063μm。精轧中轧机的轧辊的表面粗糙度比传统的更低,能够提升铝钛箔表面的平滑度,减小甚至让铝钛箔不产生纹路。冷却润滑油的温度大于或等于48℃且小于或等于55℃。
79.可选的,在一些实施例中,精轧的冷却润滑油的温度为52℃,可以理解的是,冷却润滑油的温度不限于此,还可以是49、53℃等。
80.冷却润滑油的温度能够影响轧制力、张力以及速度的整体大小,温度降低时,能够让轧制力、张力以及速度的整体降低。例如冷却润滑油温度降低时,可以让轧制力以及张力保持不变,而速度下降。或者是张力以及速度保持不变,而轧制力下降。
81.s10中冷却润滑油温度比传统精轧的油温低,从而通过影响轧制力、张力以及速度的整体,从而提升铝钛箔质量。
82.s11、分切:将铝钛箔卷送入分切机,通过分切机分切成所需规格型号的铝钛箔卷;
83.s12、第三次退火:将分切完成后的铝钛箔卷进行成品退火,循环空气加热铝钛箔至190-220℃并保温5-10h,对铝钛箔风冷至室温。
84.本技术提供的铝钛箔轧制方法具体参数如表1所示:
[0085][0086]
综上所述,本技术实施例中提供一种铝钛箔轧制方法,通过提升第一及第二道次的轧制压下量,能够减小第三及第四道次的轧制压下量,并在第四道次轧制时采用表面粗糙度更低的轧辊,从而减少铝钛箔表面产生纹路的情况,并降低产品表面的粗糙度,提升铝钛箔的良率。
[0087]
本技术的实施例还提供一种铝钛箔,通过上述任意一实施例的铝钛箔轧制方法形成,因此具有纹路少,质量高的优点。铝钛箔包括钛、铁、硅、铜以及铝,其中钛的重量占比大于或等于0.05%且小于或等于0.10%。铁的重量百分比大于或等于0.7%且小于或等于1.1%,硅的重量百分比大于或等于0.2%且小于或等于0.3%,铜的重量百分比大于或等于0.01%且小于或等于0.03%。
[0088]
另外,本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术公开的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1