一种低能耗异质多丝预熔-TIG增材制造方法
一种低能耗异质多丝预熔-tig增材制造方法
技术领域
1.本发明属于增材制造技术领域,涉及一种低能耗异质多丝预熔-tig增材制造方法。
背景技术:
2.大扭转角的叶片类金属零件是一类典型结构件,在工程领域具有广泛的应用,因其使用工况复杂,对性能要求不断提高。在工程中不断采用非均质材料的组合制造设计,来提高结构件的性能,满足极端工况需求,但将不同材料组合成单一产品非常困难,导致传统加工方法(铸造、锻造等)的加工周期长、制造成本高等问题。
3.金属增材制造技术使用的高能量密度热源(激光、电弧、电子束),可以在零件任意位置添加同质或非均质材料的精细结构,有能力对不同原材料进行组合制造。不同的结构部位采用不同类别的金属材料,在保证其具有与整体制造相当的力学性能的同时,不仅大大降低了成本(特别是昂贵材料的成本),也充分发挥了增材制造技术在非均质构件制造策略上的优势。
4.目前,对于非均质大转角薄壁构件成形精准控制的研究较少,有学者提出采用混粉的方式进行同轴激光送粉成形,但激光设备的成本过高,且成形效率一直处于较低水平,且混粉后的材料几乎全部浪费。也有学者提出在电弧增材制造过程中进行双丝供给,但两种非均质金属所需的成形电流完全不同,工艺协调过程复杂。且因为电弧热量只有约30%用于熔化焊丝,导致能耗过高,能源利用率无法得到进一步的提高。目前大扭转角叶片类金属零件在tig电弧増材制造时还存在以下两大主要难点:(1)悬垂角度大。以45
°
扭转的叶片类零件为例,由于每层悬垂角度太大,成形过程中熔化金属无法自我托举,发生流淌现象,使成形表面呈现不规则波动,从而无法达到预期的形状。(2)每层延成形方向的单道高度不一致(叶片中间较高而两侧较低)。随着成形层数的增加,误差的积累导致中间点形貌凸起,送丝困难,且钨极端部易与熔池接触,无法继续成形。
5.上述问题将给非均质大扭转角叶片类金属零件的制造带来巨大挑战,因此,亟需开发一种简单、实用、有效的成形方法,从而进一步开展非均质大扭转角叶片类金属零件tig电弧増材制造成形控制研究。
技术实现要素:
6.有鉴于此,本发明的目的在于解决非均质零件产品的制造问题,提供一种低能耗异质多丝预熔-tig增材制造方法。
7.为达到上述目的,本发明提供如下技术方案:
8.一种低能耗异质多丝预熔-tig增材制造方法,采用电弧增材制造系统3d打印系统进行成形制作,所述电弧增材制造系统3d打印系统中设有若干个送丝单元,各送丝单元上的焊丝采用不同的材质;在所述电弧增材制造系统3d打印系统中设置预热系统,先通过预热系统对焊丝进行预加热,用于差异化补充不同材质焊丝在相同成形电流下所需的熔化能
量差值,再通过tig焊枪进行3d打印。
9.进一步,利用预热系统先对焊丝进行预加热,从而减小焊丝所需的成形电流,以降低能耗。
10.进一步,用于制造非均质大转角薄壁构件,所述非均质大转角薄壁构件为多材料叶片类结构零件或大转角非闭合的薄壁结构零件。
11.进一步,所述电弧增材制造系统3d打印系统中设有两个送丝单元,包括如下步骤:
12.s1、非均质大转角薄壁构件三维数据处理:根据非均质大转角薄壁构件的扭转角度、长度、总高度、每层期望层高及期望层宽,对非均质大转角薄壁构件的三维数据进行切片,获取构件的层数及每层倾角信息;
13.s2、tig焊枪调整:调整两个送丝单元中的焊丝与工作台的角度均为15
°
~25
°
,tig焊枪上的钨极与工作台的间隙为3~6mm;
14.s3、预热:开启预热系统,对两个送丝单元中的焊丝进行预热,开启加热基板系统,按预定设置工艺参数;
15.s4、增材制造:开启整个系统,进行增材制造,使三维运动平台与tig焊枪发生相对运动,根据扭转角度与材料均匀过渡时所需用料,进行逐层计算,按预设值实时调控成形速度与送丝速度,使打印材质均匀过渡,直至本层成形路径结束后,三维工作台下降一个层高的距离,并回到工件的起点处,进行下一层加工;
16.s5、循环加工:重复步骤4,直至加工完成。
17.进一步,增材制造过程中,成形电流从初始第一层开始先采用逐层递减的设置,当递减至预定值后,后续层则采用固定的成形电流值进行加工。
18.进一步,所述非均质大转角薄壁构件的总高度为50mm、壁厚度为7.5mm、旋转半径为25mm、每层期望层高为1.85mm,其两端边缘位置的最大倾斜角度为45
°
,顶层相对底层的旋转角为90
°
;所述非均质大转角薄壁构件包括高硬度的外壁以及设于外壁内的高韧性的芯部。
19.进一步,两个所述送丝单元中的一个采用与所述外壁材质相同材质的焊丝,焊丝预加热温度为450~750℃,用于制作所述外壁;另一个送丝单元采用与所述芯部相同材质的焊丝,焊丝预加热温度为180~550℃,用于制作所述芯部,两个所述送丝单元的送丝速度控制为0~5cm/s。
20.进一步,增材制造过程中,成形电流设置为初始第一层为240a,而后逐层递减20a,直至第七层为120a,后续层的成形电流稳定控制为120a。
21.进一步,所述外壁材质为钛合金或镍基高温合金或高强钢或复合材料;所述芯部材质为高强度铝镁合金或铜合金或钢或高韧合金。常使用的外壁材质如ti-6al-4v、gh141、718合金、fh40、42crmo4、sm490等;常使用的芯部材质如er5356、er4043、hs331、scuzn、scusi、scual等。
22.进一步,增材制造过程采用惰性气体进行保护。
23.本发明的有益效果在于:
24.1、本发明通过增加预热系统对焊丝进行预加热,针对不同的焊丝材质调整不同的加热温度,通过能量差异化管理,解决了异质丝材熔化同步性差的问题,实现了多种材料在同一个电弧下的低能耗增材制造,并获得组分均匀的非均质材料构件,满足了不同非均质
材料的任意组合制造设计,提高了制造过程的稳定性,简化了制造工艺,降低了制造成本。
25.2、本发明在非均质大转角薄壁构件成形过程中,通过提前对两种材质焊丝预热,在提高成形速度的同时,降低成形过程中的电弧电流,从而减少了能量输入,解决了因零件悬垂角度太大在成形过程中熔化金属无法自我托举的熔滴流淌现象,同时解决了因热累积导致的形貌不稳定等缺陷问题。
26.3、针对每层沿成形方向的单道高度不一致(叶片中间较高而两侧较低)的问题,根据扭转角度与材料均匀过渡时所需用料,进行逐层计算,按预设实时调控成形速度与多种材料送丝速度的匹配,避免了逐层累计误差引起的成形中断现象,进而提高尺寸精度。
27.4、本发明可以对非均质大转角薄壁构件进行多材料组合成形,并且通过对焊丝预加热,有效降低了成形时的电弧电流,进而再次增大了叶片的扭转角度,省去了高温冷却时间,缩短了制造周期,从而降低了生产成本,与现有技术相比,本发明制造的非均质大转角薄壁构件具有更高的成形效率、尺寸精度及表面光洁度,为非均质大转角薄壁构件类零件提供了更加高效的直接成形方法和基础理论。
28.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
29.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
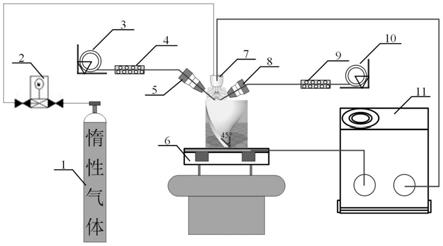
30.图1为本实施例中的电弧增材制造系统3d打印系统原理示意图;
31.图2、3本实施例中制作的非均质大转角薄壁构件。
32.附图标记:1-惰性气源;2-流量电磁阀;3-第一焊丝;4-第一送丝单元;5-第一预热系统;6-三维成形平台;7-tig焊枪;8-第二预热系统;9-第二送丝单元;10-第二焊丝;11-脉冲氩弧焊机。
具体实施方式
33.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
34.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
35.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描
述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
36.请参阅图1,为本实施例中的电弧增材制造系统3d打印系统,包括脉冲氩弧焊机11、惰性气源1、惰性气体流量电磁阀2、第一焊丝3、第一送丝单元4、第一预热系统5、三维成形平台6、tig焊枪7、第二预热系统8、第二送丝单元9、第二焊丝10;其中三维成形平台6上安装有加热基板。
37.其中第一送丝单元4、第二送丝单元9中的送丝机均采用氩弧焊自动送丝机,第一预热系统5、第二预热系统8的最大功率为3000瓦,并可以进行独立精确调温,通过第一预热系统5对第一焊丝3进行加热,第二预热系统8对第二焊丝10进行加热;tig焊枪7固定在支架上,由上位机发出三维工作台运动指令。
38.一种非均质大转角薄壁构件低能耗多丝预熔-tig增材制造方法,采用电弧增材制造系统3d打印系统对非均质大转角薄壁构件进行成形制作,其中非均质大转角薄壁构件的总高度为50mm、壁厚度为7.5mm、旋转半径为25mm、每层期望层高为1.85mm,其两端边缘位置的最大倾斜角度为45
°
,顶层相对底层的旋转角为90
°
;非均质大转角薄壁构件包括高硬度的外壁以及设于外壁内的高韧性的芯部;其中外壁材质为100%钛合金材质,芯部为100%铝合金材质,两种材料在旋转半径为25mm的尺寸上均匀过渡;成形过程包括如下步骤:
39.s1、非均质大转角薄壁构件三维数据处理:根据非均质大转角薄壁构件的扭转角度、长度、总高度、每层期望层高及期望层宽,对非均质大转角薄壁构件的三维数据进行切片,获取构件的层数及每层倾角信息;
40.s2、tig焊枪7调整:调整第一焊丝3、第二焊丝10与三维成形平台6的角度均为15
°
~25
°
,tig焊枪7上的钨极与工作台的间隙为3~6mm;
41.s3、预热:开启预热系统,对两个送丝单元中的焊丝进行预热,开启加热基板系统,按预定设置工艺参数;两个送丝单元中的一个采用与外壁材质相同材质的焊丝,焊丝预加热温度为450~750℃,用于制作外壁;另一个送丝单元采用与芯部相同材质的焊丝,焊丝预加热温度为180~550℃,用于制作芯部,两个送丝单元的送丝速度为0~5cm/s。
42.s4、增材制造:开启整个系统,进行增材制造,使三维运动平台与tig焊枪7发生相对运动,根据扭转角度与材料均匀过渡时所需用料,进行逐层计算,按预设值实时调控成形速度与送丝速度,其中,第一焊丝3送丝速度变化区间为5~0~5cm/s,第二焊丝10送丝速度变化区间为0~5~0cm/s,使打印材质均匀过渡,直至本层成形路径结束后,三维工作台下降一个层高的距离,并回到工件的起点处,进行下一层加工;增材制造过程中,成形电流从初始第一层开始先采用逐层递减的设置,当递减至预定值后,后续层则采用固定的成形电流值进行加工,具体的成形电流设置为初始第一层为240a,而后逐层递减20a,直至第七层为120a,后续层的成形电流稳定控制为120a。增材制造过程通过流量电磁阀2控制惰性气体的流量进行加工氛围保护,惰性气体采用氩气,氩气流量为10l/min。
43.s5、循环加工:重复步骤4,直至加工完成。
44.本实施例中加工出的非均质大转角薄壁构件如图2、3所示,该非均质大转角薄壁
构件延成形方向尺寸稳定,无宽度上的尺寸波动。延z轴沉积方向,每层层高质地均匀,且无总高度上的尺寸波动。构件整体表面质量优良,无翘曲、裂纹等缺陷。
45.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1