一种提高低温液态容器内衬不锈钢冷轧板平整度的方法与流程
1.本发明涉及不锈钢生产技术领域,具体地,本发明涉及一种高平整度不锈钢钢带的制备方法,更具体地,本发明涉及一种用于低温液态容器内衬高平整度不锈钢的制备方法。
背景技术:
2.低温液态容器内衬不锈钢由于要进行焊接,为了保证接缝质量,要求不锈钢原材料产品最大不平度不超过0.5mm,且要求材料厚度、性能稳定,各向性能差异性小,以保证产品的平稳性。目前,国内一般产品对冷轧不锈钢原材料的不平度要求主要集中在3mm以内,低温液态容器内衬对不锈钢材料板形的特殊要求是一般不锈钢产品的控制手段无法保证的。
技术实现要素:
3.本发明的目的是克服现有技术中存在的不足,提供一种提高低温液态容器内衬不锈钢冷轧板平整度的方法,从而满足低温液态容器内衬的使用需求,达到全部材料最大不平度在0.5mm以内的技术条件。
4.具体来说,本发明通过如下技术方案实现的:
5.一种奥氏体不锈钢带的制备方法,包括:
6.(1)对热轧原料卷进行固溶处理、酸洗处理和拉矫处理,得到板形最大不平度在5mm以内的钢带;
7.(2)采用二十辊冷轧机组对所述板形最大不平度在5mm以内的钢带进行冷轧处理,得到冷轧钢带;
8.(3)对所述冷轧钢带进行低温长时固溶处理;
9.(4)采用拉矫机组对固溶处理后的钢带进行板形矫直处理,得到板形最大不平度在1mm以内的钢带;
10.(5)采用平整机对所述板形最大不平度在1mm以内的钢带进行平整处理,使板形最大不平度≤0.5mm。
11.可选地,所述奥氏体不锈钢是304l奥氏体不锈钢,其ni含量是10.05~10.5%,并且creq/nieq≤1.70,其中creq=cr%+1.5
×
si%+mo%;nieq=ni%+0.5
×
mn%+30c%+30n%。
12.可选地,在步骤(1)中,所述热轧原料卷采用热连轧机组制备,变形率是65%~68%,轧制厚度是3.35~3.65mm。
13.可选地,在步骤(1)中,所述固溶处理的温度是1130℃~1160℃,保温时间是0.8~1.0min/mm;所述拉矫处理的延伸率是2.8%~3.5%。
14.可选地,在步骤(2)中,所述冷轧处理采用9道次轧制,每个道次的变形率依次是18%~20%、10%~13%、8%~10%、7%~9%、6%~7%、5%~6%、5%~6%、3%~5%
和3%~5%;所述冷轧处理的轧制前后张力≤50吨,成品道次轧制速度≤50m/min。
15.可选地,在步骤(3)中,所述低温长时固溶处理的温度是1060℃~1080℃,保温时间是3~4min/mm
16.可选地,在步骤(4)中,所述板形矫直处理的拉矫张力是32~35吨,延伸率是0.3%~0.6%;所述拉矫机组具有三组拉矫辊,压下量分别是25~30mm、25~30mm和35~40mm。
17.可选地,在步骤(5)中,所述平整处理采用的张力是14~15吨,延伸率≤0.2%。
18.一种奥氏体不锈钢带,采用上述的制备方法得到。
19.上述奥氏体不锈钢带在制备低温液态容器内衬中的用途。
20.相比于现有技术,本发明的技术方案至少具有如下有益效果:
21.本发明通过不锈钢冷轧钢带生产过程多工序联动控制,制备出最大不平度在0.5mm以内且平整度均匀一致的不锈钢冷轧产品。具体地,采用本方法制备的不锈钢钢带,经取样后测量其不平度≤0.5mm,将试样在检验平台上反面继续测量其不平度仍然≤0.5mm,满足低温液态容器内衬用不锈钢钢带的技术要求。
附图说明
22.图1显示了现有的钢带,板形较差,无法满足0.5mm技术要求。
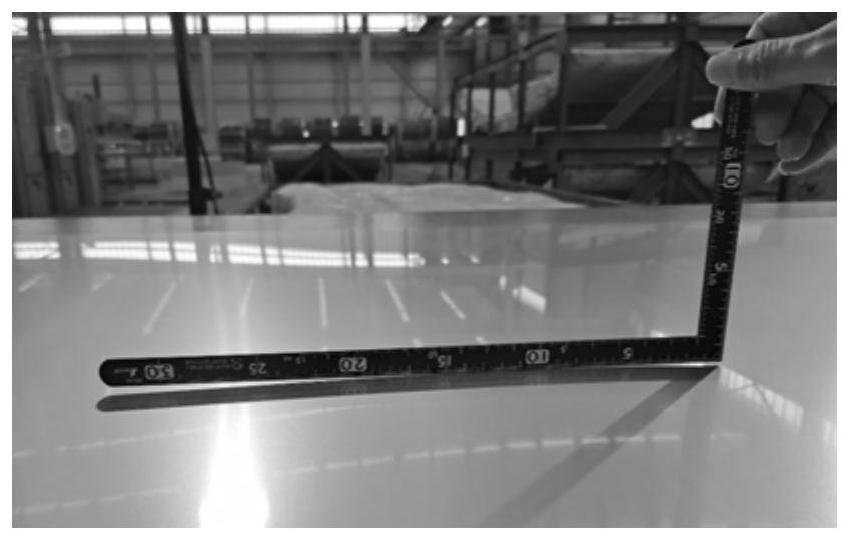
23.图2显示了本发明实施例中板形检测方法示意图,其中,calibratedruler表示“校准尺”。
24.图3显示了本发明实施例2制备的钢带的平直度。
具体实施方式
25.下面将参照附图更详细地描述本发明的示例性实施例。虽然附图中显示了本发明的示例性实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
26.目前,不锈钢产品的控制手段只能使冷轧不锈钢原材料的不平度满足3mm以内的要求,但是无法满足低温液态容器内衬对不锈钢原材料产品最大不平度不超过0.5mm的要求,如图1所示。
27.针对该问题,本发明的发明人进行了深入研究,提出了利用“热线拉伸矫直机组+二十辊冷轧机+低温长时固溶处理+平整拉矫”多工序联动控制手段,合理匹配热线拉矫张力和压下量、二十辊冷轧道次和道次变形率,优化控制冷轧张力、冷轧速度、固溶处理以及拉矫平整等关键工艺参数,采用多种技术措施为改善板形和各项性能均匀创造有利条件,控制高不平度冷轧不锈钢钢带板形以及各项性能差异和稳定性问题。
28.基于上述发明构思,本发明提出了一种奥氏体不锈钢带的制备方法。本发明的方法针对的奥氏体不锈钢是采用标准astm a240中的304l奥氏体不锈钢,将ni含量控制在10.05%~10.5wt%,creq/nieq≤1.70,其中creq=cr%+1.5
×
si%+mo%;nieq=ni%+0.5
×
mn%+30c%+30n%,其中“元素%”表示不锈钢中该元素的重量含量,例如,“cr%”表示不锈钢中cr的重量含量。
29.在本发明中,通过对ni含量和cr/ni当量比的控制,进而提高奥氏体稳定性,降低
多工序联动控制手段,具体地,热线拉伸矫直机将钢带不平度控制在5mm以内便于二十辊轧机轧制时平稳送料,使二十辊轧机轧制中在固定参数的模式下保持张力和压力趋于稳定进而实现轧制过程不平度控制。在轧机高不平度板形的基础上,采用低温长时固溶处理使产品表面和中心晶粒保持一致,消除材料性能不均匀性,减小因性能不均引起的板形变化,在此基础上配合后续的拉矫平整工序,进一步优化板形,将最大不平度控制在0.5mm之内。
43.实施例
44.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
45.下述各实施例中板形检测的具体检测方法:使用校准尺和校准规测量平整度,测量的时候,尺子要横向或成对角线沿钢板表面移动,以便找到薄板和尺子之间最大的间隙。如图2所示。
46.实施例1:
47.成品规格为1.2
×
1500mm不锈钢钢带。304l的ni含量为10.12,creq/nieq为1.63(其中cr:19.37%,ni:10.08%,mn:1.15%,si:0.44%,mo:0.03%,c:0.013%,n:0.042%),具体的生产控制如下:
48.①
在热连轧机组制备热轧原料卷,轧制厚度为3.5mm。
49.②
在连续式退火酸洗生产线上,对热轧卷进行固溶酸洗,固溶温度在1150℃,保温时间0.9min/mm。拉伸矫直机延伸率按2.8%控制,将钢带最大不平度为4mm。
50.③
将热卷在二十辊冷轧机组轧制,工作辊凸度为20道次,采用9道次轧制,每道次的变形率按照18%、11%、8%、8%、6%、5%、5%、4%、3%控制,轧制前后张力48吨,成品道次轧制速度45m/min,成品厚度1.2
±
0.02mm。
51.④
对冷轧钢带按照温度1080℃进行固溶,保温时间3min/mm,产品表面和中心晶粒保持一致,为8级晶粒度。
52.⑤
将固溶后的钢带进行板形拉矫,拉矫张力为35吨,3组拉矫辊压下量分别为28mm、28mm、35mm,延伸率为0.5%,板形最大不平度为0.9mm。
53.⑥
将拉矫后的钢带平整,工作辊凸度为30道次,平整张力为15吨,延伸率为0.2%。
54.采用本实施例的不锈钢钢带,经取样后测量其最大不平度为0.3mm,将试样在检验平台上反面继续测量其不平度为0.35mm,满足低温液态容器内衬用不锈钢钢带的技术要求。
55.实施例2:
56.成品规格为1.2
×
1250mm不锈钢钢带。304l的ni含量为10.15,creq/nieq为1.46(其中cr:18.08%,ni:10.24%,mn:1.07%,si:0.35%,mo:0.02%,c:0.016%,n:0.051%),具体的生产控制如下:
57.①
在热连轧机组制备热轧原料卷,轧制厚度为3.5mm。
58.②
在连续式退火酸洗生产线上,对热轧卷进行固溶酸洗,固溶温度在1140℃,保温时间1.0min/mm。拉伸矫直机延伸率按3.0%控制,将钢带最大不平度为3.5mm。
59.③
将热卷在二十辊冷轧机组轧制,工作辊凸度为20道次,采用9道次轧制,每道次的变形率按照19%、11%、8%、7%、6%、5%、5%、3%、3%控制,轧制前后张力45吨,成品道
次轧制速度50m/min,成品厚度1.2
±
0.015mm。
60.④
对冷轧钢带按照温度1070℃进行固溶,保温时间4min/mm,产品表面和中心晶粒保持一致,为8.5级晶粒度。
61.⑤
将固溶后的钢带进行板形拉矫,拉矫张力为32吨,3组拉矫辊压下量分别为25mm、25mm、38mm,延伸率为0.4%,板形最大不平度为0.8mm。
62.⑥
将拉矫后的钢带平整,工作辊凸度为30道次,平整张力为14吨,延伸率为0.15%。
63.采用本方法制备的不锈钢钢带,经取样后测量其最大不平度为0.15mm,将试样在检验平台上反面继续测量其不平度为0.2mm,满足低温液态容器内衬用不锈钢钢带的技术要求,如图3所示。
64.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的替代、修饰、组合、改变、简化等,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1