一种高强度钢结构的焊接工艺的制作方法
1.本发明涉及焊接技术领域,特别是涉及一种高强度钢结构的焊接工艺。
背景技术:
2.随着建筑钢结构工程的大面积推广应用和发展建设,建筑钢结构的长寿命、高强度和安全性越来越受到人们的重视。钢结构焊接施工规范均规定焊接的最低施工温度,以保证钢结构焊接施工质量和钢结构安全性。但是,在实际的钢结构施工实践中,施工气候条件复杂,在某些地区,常年或者大部分时间温度很低,在低温条件下施工,由于焊接后冷却速度快,非常容易产生裂纹,在焊接过程中也非常容易发生脆断,严重影响了钢结构的焊接质量和安全性。
3.专利申请cn102085602a公开了低温环境下钢结构厚板焊接施工方法,在0~15℃的低温环境下,首先对钢结构厚板上待进行定位焊焊接的部位进行先预热处理:先预热处理结束后,对钢结构厚板进行定位焊处理;定位焊结束后,对钢结构厚板上待进行正式焊接的部位进行再预热处理处理;再预热处理结束后,对钢结构厚板进行正式焊接,正式焊接时要连续施焊,中间不停顿,钢结构厚板之间的温度为100~250℃;正式焊接结束后,进行后热或保温处理。该专利申请适用的温度范围为0~15℃,但对于更低温度下的钢结构施工,仍然无法满足。比如我国西北地区冬季漫长的-20~-35℃的低温环境,钢结构焊接仍有很大的施工困难。
技术实现要素:
4.本发明的目的就是要提供一种高强度钢结构的焊接工艺,适用于-20~-35℃的低温环境施工,焊接效果好。
5.为实现上述目的,本发明是通过如下方案实现的:
6.一种高强度钢结构的焊接工艺,先在钢结构的待焊接处加工坡口,并进行预热处理,然后利用焊丝进行氩弧焊打底,再利用焊条进行填充层、盖面电焊施工,完成焊接,立即进行焊后保温缓冷;其中,以重量份计,所述焊条的制备方法如下:
7.(a)先将0.02~0.03份碳、0.1~0.2份硅、25~30份锰、5~7份镍、2~3份铬、3~4份钼、0.1~0.2份铜、5~7份铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.008~0.01份铈、0.008~0.01份钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到焊芯;
8.(b)然后以3~4份萤石、3~4份大理石、2~3份多孔碳材料、1~2份金红石、1~2份锆英砂、1~2份氟化钠、1~2份铌铁粉、0.8~1份碳酸钾、0.8~1份羧甲基纤维素、0.2~0.3份大球泥为原料,混合均匀,接着加入2~2.2份粘结剂,搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
9.优选的,步骤(a)中,第一次精炼时间为10~12分钟,第二次精炼时间为3~5分钟,
静置时间为3~5分钟。
10.优选的,步骤(a)中,所得焊芯的直径为3.5~4.5mm。
11.优选的,步骤(b)中,所述多孔碳材料的制备方法如下:先将3~5份氢氧化钠加入40~50份丙酮中,搅拌混匀,接着加入1~1.5份二乙烯基苯,300~500w超声波振荡2~3小时,静置30~35小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,850~900℃热处理3~4小时,自然冷却至室温,1~2mol/l盐酸溶液洗涤2~3次,去离子水洗涤至中性,110~120℃烘干15~20小时,即得所述的多孔碳材料。
12.优选的,步骤(b)中,所述粘结剂为钾钠水玻璃,其浓度为41~43波美度。
13.优选的,步骤(b)中,烘干的工艺条件为:先在55~65℃处理4~5小时,再在300~320℃处理100~120分钟。
14.优选的,坡口加工为“v”字型,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗。
15.优选的,钢结构预热至110~120℃。
16.优选的,所述焊丝为h03cr22ni8mo3n双相不锈钢焊丝。
17.优选的,氩弧焊打底的工艺条件为:电流60~70a,电压10~12v,焊接速度6~8mm/min;所使用的保护气体为氩气,氩气流量为8~10l/min。
18.优选的,焊条在使用前先进行预热处理,具体方法为:先在360~380℃条件下热处理2~3小时,然后置于115~125℃保温箱内备用。
19.优选的,填充层、盖面电焊施工的工艺条件如下:
20.(a)填充层:焊接电流130~140a,电压20~30v,焊接速度15~18cm/min;
21.(b)盖面:焊接电流100~110a,电压20~30v,焊接速度25~30cm/min。
22.优选的,焊后保温缓冷的具体方法如下:先在180~200℃条件下保温50~70分钟,再在焊接处包裹30~40mm厚的保温岩棉,24小时后拆除。
23.与现有技术相比,本发明的有益效果是:
24.(1)本发明先在钢结构的待焊接处加工坡口,并进行预热处理,然后利用焊丝进行氩弧焊打底,再利用焊条进行填充层、盖面电焊施工,完成焊接,立即进行焊后保温缓冷。本发明的焊接工艺适用于钢结构-20~-35℃的低温环境施工,焊接效果好。
25.(2)除了低温环境施工常规的预热和焊后保温缓冷处理,本发明采用氩弧焊打底和填充层、盖面电焊相结合的焊接方法,氩弧焊打底为填充层、盖面电焊提供良好的施工基础,保证焊缝质量,有效避免焊缝裂纹的产生。
26.(3)本发明在填充层、盖面电焊施工时使用了一种特殊制备的焊条,其制备方法如下:先以碳、硅、锰、镍、铬、钼、铜、铁、铈、钪为原料制成焊芯,再以萤石、大理石、多孔碳材料、金红石、锆英砂、氟化钠、铌铁粉、碳酸钾、羧甲基纤维素、大球泥为原料,经粘结剂混合后均匀压涂于焊芯表面,即得。焊芯具有良好的导电性,少量铈、钪的加入有利于导电性的进一步改善,导电性提高对于电焊施工具有促进作用,可在较小电流条件下,以较快的焊接速度完成电焊施工,保证焊缝质量,避免焊缝裂纹的产生。焊芯表面压涂的组分中加入了多孔碳材料、羧甲基纤维素和大球泥中,孔隙结构可以起到热量储存作用,故在低温环境中也能保证电焊质量。
具体实施方式
27.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例1
29.一种高强度钢结构的焊接工艺,具体步骤如下:
30.(1)先在钢结构的待焊接处加工“v”字型坡口,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗,再预热至110℃;
31.(2)然后利用h03cr22ni8mo3n双相不锈钢焊丝进行氩弧焊打底,具体工艺条件为:电流70a,电压10v,焊接速度8mm/min;所使用的保护气体为氩气,氩气流量为8l/min;
32.(3)再利用焊条进行填充层、盖面电焊施工,填充层电焊施工的工艺条件为:焊接电流140a,电压20v,焊接速度18cm/min;盖面电焊施工的工艺条件为:焊接电流100a,电压30v,焊接速度25cm/min;
33.(4)完成焊接后,立即进行焊后保温缓冷,具体方法如下:先在200℃条件下保温50分钟,再在焊接处包裹40mm厚的保温岩棉,24小时后拆除。
34.其中,焊条的制备方法如下:
35.(a)先将0.2g碳、2g硅、250g锰、70g镍、20g铬、40g钼、1g铜、70g铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.08g铈、0.1g钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到直径为3.5mm的焊芯;
36.(b)然后以40g萤石、30g大理石、30g多孔碳材料、10g金红石、20g锆英砂、10g氟化钠、20g铌铁粉、8g碳酸钾、10g羧甲基纤维素、2g大球泥为原料,混合均匀,接着加入22g钾钠水玻璃(41波美度),搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
37.步骤(a)中,第一次精炼时间为12分钟,第二次精炼时间为3分钟,静置时间为5分钟。
38.步骤(b)中,所述多孔碳材料的制备方法如下:先将30g氢氧化钠加入500g丙酮中,搅拌混匀,接着加入10g二乙烯基苯,500w超声波振荡2小时,静置35小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,850℃热处理4小时,自然冷却至室温,1mol/l盐酸溶液洗涤3次,去离子水洗涤至中性,110℃烘干20小时,即得所述的多孔碳材料。
39.步骤(b)中,烘干的工艺条件为:先在55℃处理5小时,再在300℃处理120分钟。
40.焊条在使用前先进行预热处理,具体方法为:先在360℃条件下热处理3小时,然后置于115℃保温箱内备用。
41.实施例2
42.一种高强度钢结构的焊接工艺,具体步骤如下:
43.(1)先在钢结构的待焊接处加工“v”字型坡口,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗,再预热至120℃;
44.(2)然后利用h03cr22ni8mo3n双相不锈钢焊丝进行氩弧焊打底,具体工艺条件为:电流60a,电压12v,焊接速度6mm/min;所使用的保护气体为氩气,氩气流量为10l/min;
45.(3)再利用焊条进行填充层、盖面电焊施工,填充层电焊施工的工艺条件为:焊接电流130a,电压30v,焊接速度15cm/min;盖面电焊施工的工艺条件为:焊接电流110a,电压20v,焊接速度30cm/min;
46.(4)完成焊接后,立即进行焊后保温缓冷,具体方法如下:先在180℃条件下保温70分钟,再在焊接处包裹30mm厚的保温岩棉,24小时后拆除。
47.其中,焊条的制备方法如下:
48.(a)先将0.3g碳、1g硅、300g锰、50g镍、30g铬、30g钼、2g铜、50g铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.1g铈、0.08g钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到直径为4.5mm的焊芯;
49.(b)然后以30g萤石、40g大理石、20g多孔碳材料、20g金红石、10g锆英砂、20g氟化钠、10g铌铁粉、10g碳酸钾、8g羧甲基纤维素、3g大球泥为原料,混合均匀,接着加入20g钾钠水玻璃(43波美度),搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
50.步骤(a)中,第一次精炼时间为10分钟,第二次精炼时间为5分钟,静置时间为3分钟。
51.步骤(b)中,所述多孔碳材料的制备方法如下:先将50g氢氧化钠加入400g丙酮中,搅拌混匀,接着加入15g二乙烯基苯,300w超声波振荡3小时,静置30小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,900℃热处理3小时,自然冷却至室温,2mol/l盐酸溶液洗涤2次,去离子水洗涤至中性,120℃烘干15小时,即得所述的多孔碳材料。
52.步骤(b)中,烘干的工艺条件为:先在65℃处理4小时,再在320℃处理100分钟。
53.焊条在使用前先进行预热处理,具体方法为:先在380℃条件下热处理2小时,然后置于125℃保温箱内备用。
54.实施例3
55.一种高强度钢结构的焊接工艺,具体步骤如下:
56.(1)先在钢结构的待焊接处加工“v”字型坡口,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗,再预热至115℃;
57.(2)然后利用h03cr22ni8mo3n双相不锈钢焊丝进行氩弧焊打底,具体工艺条件为:电流65a,电压11v,焊接速度7mm/min;所使用的保护气体为氩气,氩气流量为9l/min;
58.(3)再利用焊条进行填充层、盖面电焊施工,填充层电焊施工的工艺条件为:焊接电流135a,电压25v,焊接速度16cm/min;盖面电焊施工的工艺条件为:焊接电流105a,电压25v,焊接速度28cm/min;
59.(4)完成焊接后,立即进行焊后保温缓冷,具体方法如下:先在190℃条件下保温60分钟,再在焊接处包裹35mm厚的保温岩棉,24小时后拆除。
60.其中,焊条的制备方法如下:
61.(a)先将0.25g碳、1.5g硅、280g锰、60g镍、25g铬、35g钼、1.5g铜、60g铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.09g铈、0.09g钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到直径为4mm的焊芯;
62.(b)然后以35g萤石、35g大理石、25g多孔碳材料、15g金红石、15g锆英砂、15g氟化
钠、15g铌铁粉、9g碳酸钾、9g羧甲基纤维素、2.5g大球泥为原料,混合均匀,接着加入21g钾钠水玻璃(42波美度),搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
63.步骤(a)中,第一次精炼时间为11分钟,第二次精炼时间为4分钟,静置时间为4分钟。
64.步骤(b)中,所述多孔碳材料的制备方法如下:先将40g氢氧化钠加入450g丙酮中,搅拌混匀,接着加入12g二乙烯基苯,400w超声波振荡2.5小时,静置32小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,880℃热处理3.5小时,自然冷却至室温,1.5mol/l盐酸溶液洗涤3次,去离子水洗涤至中性,115℃烘干18小时,即得所述的多孔碳材料。
65.步骤(b)中,烘干的工艺条件为:先在60℃处理4.5小时,再在310℃处理110分钟。
66.焊条在使用前先进行预热处理,具体方法为:先在370℃条件下热处理2.5小时,然后置于120℃保温箱内备用。
67.对比例1
68.一种钢结构的焊接工艺,具体步骤如下:
69.(1)先在钢结构的待焊接处加工“v”字型坡口,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗,再预热至110℃;
70.(2)然后利用h03cr22ni8mo3n双相不锈钢焊丝进行氩弧焊打底,具体工艺条件为:电流70a,电压10v,焊接速度8mm/min;所使用的保护气体为氩气,氩气流量为8l/min;
71.(3)再利用焊条进行填充层、盖面电焊施工,填充层电焊施工的工艺条件为:焊接电流140a,电压20v,焊接速度18cm/min;盖面电焊施工的工艺条件为:焊接电流100a,电压30v,焊接速度25cm/min;
72.(4)完成焊接后,立即进行焊后保温缓冷,具体方法如下:先在200℃条件下保温50分钟,再在焊接处包裹40mm厚的保温岩棉,24小时后拆除。
73.其中,焊条的制备方法如下:
74.(a)先将0.2g碳、2g硅、250g锰、70g镍、20g铬、40g钼、1g铜、70g铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.08g铈、0.1g钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到直径为3.5mm的焊芯;
75.(b)然后以40g萤石、30g大理石、10g金红石、20g锆英砂、10g氟化钠、20g铌铁粉、8g碳酸钾、10g羧甲基纤维素为原料,混合均匀,接着加入22g钾钠水玻璃(41波美度),搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
76.步骤(a)中,第一次精炼时间为12分钟,第二次精炼时间为3分钟,静置时间为5分钟。
77.步骤(b)中,所述多孔碳材料的制备方法如下:先将30g氢氧化钠加入500g丙酮中,搅拌混匀,接着加入10g二乙烯基苯,500w超声波振荡2小时,静置35小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,850℃热处理4小时,自然冷却至室温,1mol/l盐酸溶液洗涤3次,去离子水洗涤至中性,110℃烘干20小时,即得所述的多孔碳材料。
78.步骤(b)中,烘干的工艺条件为:先在55℃处理5小时,再在300℃处理120分钟。
79.焊条在使用前先进行预热处理,具体方法为:先在360℃条件下热处理3小时,然后置于115℃保温箱内备用。
80.对比例2
81.一种钢结构的焊接工艺,具体步骤如下:
82.(1)先在钢结构的待焊接处加工“v”字型坡口,坡口角度为60
°
,坡口最宽处间隙为1mm,加工完毕后进行打磨处理,并使用丙酮进行擦洗,再预热至110℃;
83.(2)然后利用h03cr22ni8mo3n双相不锈钢焊丝进行电焊打底,具体工艺条件为:电流70a,电压10v,焊接速度8mm/min;
84.(3)再利用焊条进行填充层、盖面电焊施工,填充层电焊施工的工艺条件为:焊接电流140a,电压20v,焊接速度18cm/min;盖面电焊施工的工艺条件为:焊接电流100a,电压30v,焊接速度25cm/min;
85.(4)完成焊接后,立即进行焊后保温缓冷,具体方法如下:先在200℃条件下保温50分钟,再在焊接处包裹40mm厚的保温岩棉,24小时后拆除。
86.其中,焊条的制备方法如下:
87.(a)先将0.2g碳、2g硅、250g锰、70g镍、20g铬、40g钼、1g铜、70g铁放入坩埚中,将坩埚放入真空感应熔炼炉内进行第一次精炼,接着加入0.08g铈、0.1g钪,第二次精炼,静置,得到合金液;然后将合金液浇入金属锭模中,冷却,得铸锭;再将铸锭经扒皮去除表面氧化物和杂质,依次经锻造、轧制、拉拔、切丝处理,得到直径为3.5mm的焊芯;
88.(b)然后以40g萤石、30g大理石、30g多孔碳材料、10g金红石、20g锆英砂、10g氟化钠、20g铌铁粉、8g碳酸钾、10g羧甲基纤维素、2g大球泥为原料,混合均匀,接着加入22g钾钠水玻璃(41波美度),搅拌混匀,均匀压涂于步骤(a)所得焊芯表面,烘干,即得焊条。
89.步骤(a)中,第一次精炼时间为12分钟,第二次精炼时间为3分钟,静置时间为5分钟。
90.步骤(b)中,所述多孔碳材料的制备方法如下:先将30g氢氧化钠加入500g丙酮中,搅拌混匀,接着加入10g二乙烯基苯,500w超声波振荡2小时,静置35小时,装入瓷舟内,一并转移至管式炉中,在氮气的保护作用下,850℃热处理4小时,自然冷却至室温,1mol/l盐酸溶液洗涤3次,去离子水洗涤至中性,110℃烘干20小时,即得所述的多孔碳材料。
91.步骤(b)中,烘干的工艺条件为:先在55℃处理5小时,再在300℃处理120分钟。
92.焊条在使用前先进行预热处理,具体方法为:先在360℃条件下热处理3小时,然后置于115℃保温箱内备用。
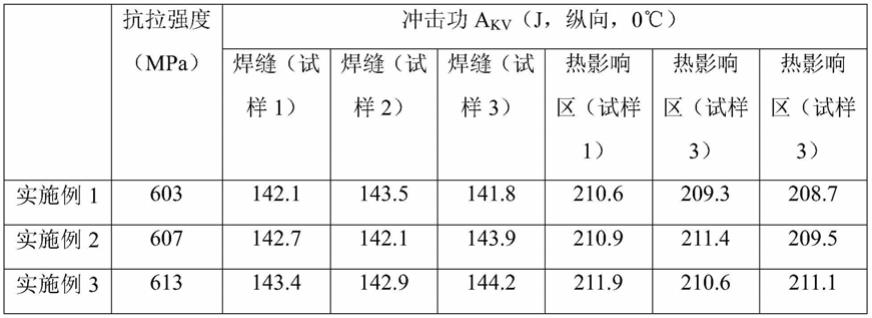
93.选用q420gjc建筑结构用钢,厚度20mm钢板,在-35℃环境下,分别采用实施例1~3和对比例1、2的焊接工艺进行焊接,考察焊接效果,结果见表1。
94.其中,抗拉强度检测参考gb/t2651-2008《焊接接头拉伸试验方法》;抗冲击性参考gb/t2650《焊接接头冲击试验方法》。
95.表1.焊接效果考察
[0096][0097][0098]
由表1可知,实施例1~3焊接工艺加工钢板,焊缝强度高,韧性强,满足gb/t19879-2005《建筑结构用钢板》中规定的力学性能要求,说明本发明的焊接工艺在低温条件下可以获得较好的焊接效果。
[0099]
对比例1在制备焊条时,略去多孔碳材料、大球泥,对比例2用电焊替换氩弧焊打底,在低温环境下焊接效果明显较差,说明焊条的配方组成协同作用,改善低温环境下焊接效果,氩弧焊打底也有助于低温环境下焊接效果的改善。
[0100]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0101]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1