激光头对焦控制装置和系统的制作方法
1.本技术涉及激光设备技术领域,特别是涉及一种激光头对焦控制装置和系统。
背景技术:
2.激光头作为激光加工设备的主要工作部件,分为中低功率,高功率。中低功率激光头的可加工工件材质一般都比较薄,不需要对激光焦点在材质内部的位置进行控制。高功率激光头都是配合6000瓦以上的激光器使用,通常指6000 瓦到20000瓦的激光器,这样的高功率激光头被加工材质的厚度有薄也有厚,厚度跨度从零点几毫米到十几甚至几十毫米,如碳钢和不锈钢以及其他各种材质,厚度可能达到50mm以上。这个时候需要控制焦点在被加工材质内部相对位置以达到被加工材质被顺利切割透,并且切割边缘效果比较光滑的加工效果。合理的设置激光光束焦点在被加工材质内部位置,还有利于提升加工效率。现有激光设备,如激光切割机床,其核心控制部分包含如下:cnc控制器、高度传感器、激光头、各轴驱动电机、激光器以及冷水机除尘机构等。其中高度传感器、cnc控制器、电机等是外置在激光头外部的,安装和工艺都很复杂,集成度低,并由于屏蔽和接地问题,会造成信号不稳定的问题,可靠性低,也不利于精确控制激光束聚焦到加工工件相对位置。
3.综上所述,亟需一种集成度高并可精确控制激光束聚焦到加工工件相对位置的激光头对焦控制装置。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种集成度高并可精确控制激光束聚焦到加工工件相对位置的激光头对焦控制装置。
5.第一方面、提供了一种激光头对焦控制装置,所述装置包括:激光头准直镜片模组;内置于激光头的电机驱动器、对焦电机和第一高度传感模块;和一个主微控制单元,所述主微控制单元和电机驱动器通过can总线或ethercat 总线连接通信,所述主微控制单元与主机通过总线/蓝牙连接;所述第一高度传感模块,与主机电连接,用于获取激光头喷嘴与被加工工件之间的高度信息,并发送至主机;所述主微控制单元,与主机通信连接,用于根据主机反馈的所述高度信息对应的控制信息,通过所述电机驱动器和对焦电机对所述激光头准直镜片模组进行聚焦控制,以实现将激光束聚焦到被加工工件的相对位置。
6.在其中一个实施例中,所述装置还包括若干个从微控制单元,若干个所述从微控制单元均与所述主微控制单元电连接,所述从微控制单元电连接信息采集传感器,所述从微控制单元用于获取所述信息采集传感器检测到激光头工作状态信息,并将所述激光头工作状态信息反馈至所述主微控制单元;所述主微控制单元用于根据所属激光头工作状态信息做出故障判断,进而做出对应的故障处理,所述故障处理包括预警、报警和压力闭环的任一种或者多种组合,所述信息采集传感器包括温度传感器、压力传感器和光路检测传感器的任一种或者多种组合。
7.在其中一个实施例中,所述激光头工作状态信息包括聚焦镜温度、准直镜温度、下
保护镜温度、环境温度、调焦电控温度、冷却水温度、切割气压、激光头内部气压、保护镜腔气压、保护镜有无和散射光强度的任一种或者多种组合。
8.在其中一个实施例中,所述第一高度传感模块包括电容传感器。
9.在其中一个实施例中,所述装置还包括与主机通过信号线连接的第二高度传感模块,所述第二高度传感模块设置于所述激光头的外部,所述装置还包括切换电路,通过所述切换电路自动切换所述第一高度传感模块工作或/和第二高度传感模块工作。
10.在其中一个实施例中,所述对焦电机包括交流永磁同步电机和直流无刷电机的任一种。
11.在其中一个实施例中,所述装置还包括与所述主微控制单元电连接的无线网络通信模块。
12.第二方面、提供了一种激光头对焦控制系统,所述系统包括:上述的激光头对焦控制装置、主机和移动控制端,所述激光头对焦控制装置分别通过总线或无线网络方式通信。
13.在其中一个实施例中,所述激光头对焦控制装置,用于接收所述移动控制端的调焦参数,通过电机驱动器和对焦电机对所述激光头准直镜片模组进行聚焦微调。
14.在其中一个实施例中,所述激光头对焦控制装置,还用于将激光头工作状态信息发送至所述移动控制端;
15.所述移动控制端,用于接收并展示激光头工作状态信息以便于用户监控所述激光头对焦控制装置的运行状况。
16.上述激光头对焦控制装置和系统,通过内置电机驱动器、对焦电机和高度传感模块,使得激光头设备整合性好,所有控制单元都在激光头内部,对设备厂商来说只需要把内对焦激光头当成一个部件安装,安装简单,没有外挂驱动器和任何其他设备,更便于调整激光头准直镜片模组的方式实现对焦,可以精确控制激光束聚焦到加工工件相对位置,同时,通过设置主从微控制单元,增加整体控制能力,提高了激光头切割效率和产品竞争力。
附图说明
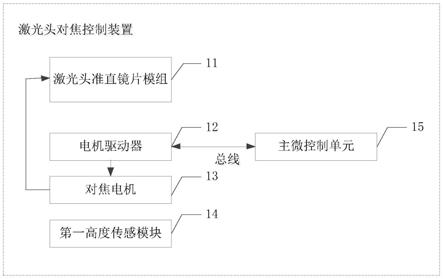
17.图1为一个本技术一实施例中激光头对焦控制装置的结构示意图;
18.图2为一个本技术一实施例中激光头对焦控制系统的结构示意图。
具体实施方式
19.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
20.需要说明的是,本技术提供的激光头对焦控制装置,可以应用激光设备中,如激光切割机。
21.在一个实施例中,如图1所示,提供了一种激光头对焦控制装置,该装置包括:激光头准直镜片模组11;内置于激光头的电机驱动器12、对焦电机13 和第一高度传感模块14;和一个主微控制单元15,所述主微控制单元15和电机驱动12器通过can总线或ethercat总线连接通信,采用总线控制布线简单,信息传递量大,抗干扰性好,而所述主微控制单元与主机通过总线/蓝牙连接;所述第一高度传感模块14,与主机电连接,用于获取激光头喷嘴
与被加工工件之间的高度信息,并发送至主机;所述主微控制单元15,与主机通信连接,用于根据主机反馈的所述高度信息对应的控制信息,通过所述电机驱动器12和对焦电机13对所述激光头准直镜片模组11进行聚焦控制,以实现将激光束聚焦到被加工工件的相对位置。其中,激光头准直镜片模组11包括从远离喷嘴到接近喷嘴的方向上依次设置的保护镜、准直镜、聚焦镜和下保护镜。所述电机驱动器12用于控制对焦电机13的转动。优选的,所述对焦电机13包括交流永磁同步电机和直流无刷电机的任一种,交流永磁同步电机和直流无刷电机属于微型电机,适合内置,可精确计算准直镜以及相关机械机构负载大小,选用合适的微型电机实现了内置,保证对焦可靠性和稳定性。采用交流永磁同步电机,或采用直流无刷电机,可依据更加精确的高度信息对激光头准直镜片模组中准直镜进行调整,实现了焦点设置精度可以达到0.001mm,焦点控制范围可以在
±
30mm内自由设置,并且可以任意设置偏置点,可对接不同工艺和材质的加工工艺。包括激光头对焦控制装置的激光头跟加工系统的plc相连,直接设定焦点即可达到控制效果。经测试,使用该激光头对焦控制装置的激光切割机,切割碳钢可以提高20%效率,切割不锈钢可以提高12%效率。
22.在其中一个实施例中,所述装置还包括若干个从微控制单元,若干个所述从微控制单元均与所述主微控制单元15电连接,每一个所述从微控制单元电连接一个信息采集传感器,所述从微控制单元用于获取所述信息采集传感器检测到激光头工作状态信息,并将所述激光头工作状态信息反馈至所述主微控制单元;所述主微控制单元15用于根据所属激光头工作状态信息做出故障判断,进而做出对应的故障处理,所述故障处理包括预警、报警和压力闭环的任一种或者多种组合,所述信息采集传感器用于对准直镜、聚焦镜、保护镜、加工气体、冷却气体、激光头温度和激光头腔体温度进行实时检测并反馈,以此获得激光头的激光头工作状态,其包括温度传感器、压力传感器和光路检测传感器的任一种或者多种组合。所述激光头工作状态信息包括聚焦镜温度、准直镜温度、下保护镜温度、环境温度、调焦电控温度、冷却水温度、切割气压、激光头内部气压、保护镜腔气压、保护镜有无和散射光强度的任一种或者多种组合。由于各种传感器由于每种都有自己的数据协议和信号读取方法,采集数据的延时和处理都不同,所以会导致在读取数据和协调上面消耗大量mcu时间,从微控制单元从外接的传感器获取信息和处理,并发送给主微控制单元,可以减少传感器过多影响主微控制单元的处理效率,提高响应速度。
23.在其中一个实施例中,所述第一高度传感模块14包括电容传感器,该电容传感器优选高分辨率的。
24.所述装置还包括与主机通过信号线连接的第二高度传感模块,所述第二高度传感模块设置于所述激光头的外部,所述装置还包括切换电路,通过所述切换电路自动切换所述第一高度传感模块14工作或/和第二高度传感模块工作。第二高度传感模块可为电容传感器或者其他高度传感器。第一高度传感模块配合外置第二高度传感模块可以实现加工过程中的精确高度随动控制,且通过切换电路可以增加激光头对焦控制装置的兼容性,第一高度传感模块工和第二高度传感模块自动切换,可以兼容不同厂商高度调整系统。
25.在其中一个实施例中,所述装置还包括与所述主微控制单元15电连接的无线网络通信模块。所述无线网络通信模块包括蓝牙模块、wifi模块、4g、5g的任一种。
26.优选的,所述装置还包括模拟量接口,以通过模拟量实现精确焦点位置控制和模拟结果反馈。
27.上述激光头对焦控制装置中,通过内置电机驱动器、对焦电机和高度传感模块,使得激光头设备整合性好,所有控制单元都在激光头内部,对设备厂商来说只需要把内对焦激光头当成一个部件安装,安装简单,没有外挂驱动器和任何其他设备,更便于调整激光头准直镜片模组的方式实现对焦,可以精确控制激光束聚焦到加工工件相对位置,同时,通过设置主从微控制单元,增加整体控制能力,提高了激光头切割效率和产品竞争力。
28.上述激光头对焦控制装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于激光设备中的处理器中,也可以以软件形式存储于激光设备中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
29.在另一个实施例中,提供了一种激光头对焦控制系统,其内部结构图可以如图2所示。所述系统包括:上述实施例所述的激光头对焦控制装置1、主机2 和移动控制端3,所述激光头对焦控制装置1和和移动控制端3分别通过总线或无线网络方式通信。
30.其中,所述激光头对焦控制装置1还用于接收所述移动控制端的调焦参数,通过电机驱动器和对焦电机对所述激光头准直镜片模组进行聚焦微调。
31.优选的,所述激光头对焦控制装置1还用于将激光头工作状态信息发送至所述移动控制端;
32.所述移动控制端3用于接收并展示激光头工作状态信息以便于用户监控所述激光头对焦控制装置的运行状况。
33.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
34.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1