一种钻攻铣一体专机设备的制作方法
1.本发明涉及机械钻攻铣加工领域,具体是涉及一种钻攻铣一体专机设备。
背景技术:
2.在机械加工领域中,经常用到钻攻铣等操作,通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动,它可以加工平面、沟槽,也可以加工各种曲面、齿轮等;攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹;钻孔是指用钻头在实体材料上加工出孔的操作。对于钻攻铣都有各自专门的设备对其加工,但分别用三种设备机械加工,需要额外对物料进行搬运和装夹,使得整个工序复杂,需要增加工人,增加了成本,也降低了效率。
3.为解决上述问题,有必要提供一种钻攻铣一体专机设备。
技术实现要素:
4.为解决上述技术问题,提供一种钻攻铣一体专机设备,本技术方案解决了上述背景技术中提出的分别用三种设备机械加工,需要额外对物料进行搬运和装夹,使得整个工序复杂的问题。
5.为达到以上目的,本发明采用的技术方案为:
6.一种钻攻铣一体专机设备,包括:
7.机壳,输送机壳内壁下方固定连接有机架,机架顶部等距固定连接有横杆,横杆顶部固定连接有横板,横板顶部中间固定连接有支撑台,支撑台顶部固定连接有三脚架,横板上表面四角均固定连接有滑台;
8.车铣组件,车铣组件设置在横板上表面靠右侧中间的位置;
9.钻孔组件,钻孔组件设置在前侧的两个滑台的背面,钻孔组件设置在前侧的三脚架的背面,所述钻孔组件包括行程模组,行程模组的输出端固定连接有钻孔装置;
10.攻丝组件,攻丝组件设置在后侧的两个滑台的正面,攻丝组件设置在后侧的三脚架的背面,所述攻丝组件包括行程模组,行程模组的输出端固定连接有攻丝装置;
11.输送组件,输送组件设置在横板上表面中间的位置。
12.优选的,所述支撑台包括支撑板,支撑板上表面中间开设有方形孔,支撑板底部四角固定连接有支撑腿,支撑腿底部固定连接在横板上表面。
13.优选的,所述支撑腿底部固定连接有降温装置,支撑板下表面前后两侧均固定连接有降温装置。
14.优选的,所述输送组件包括电缸,电缸顶部滑动连接有工装夹具,电缸右端固定连接有伺服电机。
15.优选的,所述滑台包括支撑块,支撑块顶部滑动连接有活动块,活动块右侧滑动连接有滑块,活动块顶部固定连接有固定块,支撑块右端固定连接有固定块。
16.优选的,所述固定块表面和滑块顶部均贯穿开设有通孔,通孔内设置长螺栓。
17.优选的,所述滑台以输送组件的中轴线为对称轴,对称分布在其两侧。
18.与现有技术相比,本发明提供了一种钻攻铣一体专机设备,具备以下有益效果:
19.1、通过设置输送组件、钻孔组件、攻丝组件和车铣组件,输送组件可以将物料运送至到指定位置,由钻孔组件、攻丝组件和车铣组件对相应位置的物料进行加工,整个过程一体化操作,不用额外上料,一次完成钻攻铣操作,减少生产过程中,更换装夹导致的孔位不准的情况,从而造成攻丝断裂等情况产生,有效保证了稳定性生产节拍,同时提高加工钻孔攻丝的效率,减少了多工艺加工的装夹,减少硬件成本,同时更换生产夹具简单快速建,动作执行平稳、高效、耐用,具有很好的经济效能;
20.2、通过设置滑台和降温装置,滑台中的滑块可以移动,并通过通孔内设置的长螺栓可以达到移动后固定,这样便于移动钻孔组件和攻丝组件,以适应不同高度和宽度的加工物料,降温装置可以对正在加工的物料进行冷却,防止过热,产生无法预测的后果。
附图说明
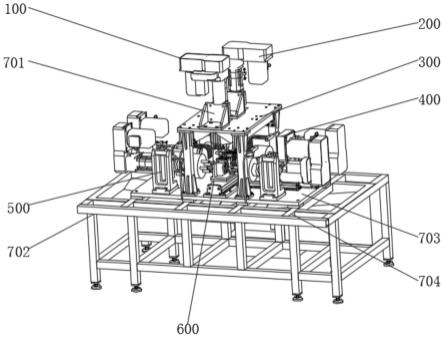
21.图1为本发明的正面立体结构示意图;
22.图2为本发明的俯视结构示意图;
23.图3为本发明的机壳结构示意图;
24.图4为本发明的钻孔组件结构示意图;
25.图5为本发明的攻丝组件结构示意图;
26.图6为本发明的支撑台结构示意图;
27.图7为本发明的输送组件结构示意图;
28.图8为本发明的车铣组件结构示意图;
29.图9为本发明的滑台结构示意图。
30.图中标号为:
31.100、钻孔组件;101、钻孔装置;102、行程模组;
32.200、攻丝组件;201、攻丝装置;
33.300、支撑台;301、方形孔;302、支撑板;303、支撑腿;304、降温装置;
34.400、车铣组件;
35.500、滑台;501、固定块;502、通孔;503、滑块;504、活动块;505、支撑块;
36.600、输送组件;601、工装夹具;602、电缸;603、伺服电机;
37.701、三脚架;702、机架;703、横板;704、横杆;705、机壳。
具体实施方式
38.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
39.参照图1-9所示,本发明提供一种技术方案:一种钻攻铣一体专机设备,包括:
40.机壳705,输送机壳705内壁下方固定连接有机架702,机架702顶部等距固定连接有横杆704,横杆704顶部固定连接有横板703,横板703顶部中间固定连接有支撑台300,支撑台300顶部固定连接有三脚架701,横板703上表面四角均固定连接有滑台500;
41.车铣组件400,车铣组件400设置在横板703上表面靠右侧中间的位置;
42.参考图1和图8,车铣组件400底部有输送装置,可以左右横移,对物料进行车铣,车铣组件400左端的铣刀转动,即可将物料铣出需要的表面;
43.钻孔组件100,钻孔组件100设置在前侧的两个滑台500的背面,钻孔组件100设置在前侧的三脚架701的背面,所述钻孔组件100包括行程模组102,行程模组102的输出端固定连接有钻孔装置101;
44.参考图1和图4,行程模组102驱动输出端前进或后退,从而调整钻孔装置101与物料的位置,钻孔装置101控制钻头进行钻孔,钻孔装置101位于左右和上方位置,可以从这三个方向进行钻孔;
45.攻丝组件200,攻丝组件200设置在后侧的两个滑台500的正面,攻丝组件200设置在后侧的三脚架701的背面,所述攻丝组件200包括行程模组102,行程模组102的输出端固定连接有攻丝装置201;
46.参考图1和图5,行程模组102驱动输出端前进或后退,从而调整攻丝装置201与物料的位置,攻丝装置201控制末端进行攻丝,攻丝装置201位于左右和上方位置,可以从这三个方向进行攻丝;
47.输送组件600,输送组件600设置在横板703上表面中间的位置;
48.参考图1和图7,输送组件600依次将物料输送至钻孔组件100、车铣组件400和攻丝组件200,先钻孔,再车铣,最后攻丝,完成一个周期,则回到上料处,重新上料,重复上述过程。
49.具体的,支撑台300包括支撑板302,支撑板302上表面中间开设有方形孔301,支撑板302底部四角固定连接有支撑腿303,支撑腿303底部固定连接在横板703上表面。
50.支撑腿303底部固定连接有降温装置304,支撑板302下表面前后两侧均固定连接有降温装置304。
51.输送组件600包括电缸602,电缸602顶部滑动连接有工装夹具601,电缸602右端固定连接有伺服电机603。
52.参考图9,滑台500包括支撑块505,支撑块505顶部滑动连接有活动块504,活动块504右侧滑动连接有滑块503,活动块504顶部固定连接有固定块501,支撑块505右端固定连接有固定块501。
53.固定块501表面和滑块503顶部均贯穿开设有通孔502,通孔502内设置长螺栓,长螺栓拧进固定块501的通孔502和滑块503的通孔502,可以对滑块503进行固定。
54.滑台500以输送组件600的中轴线为对称轴,对称分布在其两侧。
55.本发明的工作原理及使用流程:通过设置输送组件600、钻孔组件100、攻丝组件200和车铣组件400,输送组件600可以将物料运送至到指定位置,由钻孔组件100、攻丝组件200和车铣组件400对相应位置的物料进行加工,整个过程一体化操作,不用额外上料,一次完成钻攻铣操作,减少生产过程中,更换装夹导致的孔位不准的情况,从而造成攻丝断裂等情况产生,有效保证了稳定性生产节拍,同时提高加工钻孔攻丝的效率,减少了多工艺加工的装夹,减少硬件成本,同时更换生产夹具简单快速建,动作执行平稳、高效、耐用,具有很好的经济效能;通过设置滑台500和降温装置304,滑台500中的滑块503可以移动,并通过通孔502内设置的长螺栓可以达到移动后固定,这样便于移动钻孔组件100和攻丝组件200,以适应不同高度和宽度的加工物料,降温装置304可以对正在加工的物料进行冷却,防止过
热,产生无法预测的后果。
56.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1